一种儿童防控镜片模具及其生产工艺的制作方法
1.本技术涉及眼镜片生产技术领域,尤其是涉及一种儿童防控镜片模具及其生产工艺。
背景技术:
2.眼镜是以矫正视力或保护眼睛而制作的简单光学器件,由镜片和镜架组成。矫正视力用的眼镜有近视眼镜和远视眼镜、老花眼镜以及散光眼镜四种,其他种类的眼镜包括护目镜、太阳眼镜、游泳镜等,为眼睛提供各种保护。
3.现在的儿童在佩戴眼镜后,儿童的由于好奇心的原因,容易通过眼镜的边缘进行斜视,该行为不仅会使得近视加深也会使得儿童出现斜眼的症状。由此人员设计出一种儿童防控镜片,包括设置在镜片中间的集中视野区、设置在镜片周围边缘的模糊光点区,使得儿童视线只能通过中间圆圈集中视野区进行观看,以矫正儿童的视线。
4.针对上述中的相关技术,模糊光点区通常需要人员使用工具进行凿钻加工,较为不便。
技术实现要素:
5.为了方便防控镜片的加工,本技术提供一种儿童防控镜片模具及其生产工艺。
6.本技术提供的一种儿童防控镜片模具采用如下的技术方案。
7.一种儿童防控镜片模具,其特征在于:包括凹模、凸模,所述凹模设有模槽,所述模槽的内壁设有可视成型区、点状分布区,所述可视成型区位于模槽内壁的中间位置,所述点状分布区位于模槽内壁的周围边缘位置并将可视成型区包围,所述凸模设有成型面,所述凸模的凸面用于与模槽组合以形成模腔。
8.通过采用上述技术方案,通过设置点状分布区以及可视成型区,使得人员可以通过本模具将儿童防控镜片直接成型,使得儿童防控镜片的加工较为方便。
9.本技术还提供一种儿童防控镜片模具的生产工艺。
10.一种儿童防控镜片模具的生产工艺,其特征在于,包括以下步骤:s0:利用打磨机对凸模原胚进行加工成型凸模;s1:利用五轴打磨机对凹模原胚进行粗打磨,形成模槽;s2:在五轴打磨机上对原坯以及模槽的内壁进行精打磨;s3:在五轴打磨机上对在模槽内打磨加工出若干凹槽以成型点状分布区,并在模槽中间留出8-9mm的可视成型区;s4:在五轴打磨机上对加工后的凹模原胚各处进行抛光成型凹模。
11.通过采用上述技术方案,通过点磨在凹模模槽内的点状分布区加工出若干凹槽,使得通过本模具可以成型出边缘带凸点的镜片,这样便会使儿童不易透过点状分布区看景象,对儿童的视觉习惯进行矫正。
12.优选的,所述五轴打磨机包括机体、打磨机构、放置台,所述打磨机构包括打磨电
机、打磨头、滑座,所述打磨头由打磨电机驱动转动,所述滑座竖直滑动设置在机体上,所述机体设有驱动滑座上下移动的驱动器一,所述放置台位于滑座下方,所述放置台包括xy轴滑台、固定在xy轴滑台的滑块上的加工座,所述加工座包括底座、转动座,所述转动座与底座转动连接,所述加工台内设有驱动转动座转动的驱动器二,所述转动座的顶部设有加工台、驱动加工台转动的驱动机构,所述加工台的顶面用于放置镜片模具,所述驱动机构包括电缸、连接杆,所述电缸的活塞杆、连接杆均竖直设置且分别与加工台的底壁铰接,所述电缸的底部与转动台铰接,所述连接杆的底部与转动台固定连接,所述电缸与加工台铰接处的铰接轴的轴线、连接杆与加工台铰接处的铰接轴的轴线以及电缸与转动台的铰接轴线相互平行且垂直于转动座的转动轴线。
13.通过采用上述技术方案,人员通过xy轴滑台调节加工台的水平位置,之后通过调节驱动器二以及电缸的长度调节加工台的倾斜角度,使得打磨头能够根据球面的弧度对凹槽进行加工,使得成型处的凹槽深度较为整齐同一,使得镜片更佳美观。
14.优选的,所述加工台设有用于对镜片模具进行夹持固定的夹持机构。
15.通过采用上述技术方案,夹持机构的设置,能够将镜片模具稳定地固定在加工台顶面,使得打磨头加工镜片模具时,加工镜片模具不易受力偏移。
16.优选的,所述夹持机构包括夹持块、抵接件,所述夹持块沿加工台顶面滑动设有多个,多个所述夹持块之间形成用于夹持镜片模具的夹持槽,多个所述夹持块朝向夹持槽的内壁用于与镜片模具相抵,所述加工台设有供夹持块嵌入滑动的滑槽,所述夹持块位于加工台内的端部设有楔形面,所述抵接件竖向滑移设置在加工台内,所述加工台设有驱动抵接件上下移动的驱动装置,所述抵接件位于夹持块的下方,所述抵接件的顶部设有抵接槽,所述抵接槽的槽壁用于与楔形面相抵以将夹持槽缩小。
17.通过采用上述技术方案,人员可以将镜片模具放在夹持槽内,之后通过驱动装置驱动抵接件移动,使得抵接件抵接楔形面,使得夹持块朝向镜片模具移动,对镜片模具进行夹持固定。
18.优选的,所述楔形面上设有燕尾槽,所述燕尾槽的长度方向沿楔形面的倾斜方向,所述抵接槽的内壁设有嵌入燕尾槽的燕尾块。
19.通过采用上述技术方案,燕尾槽与燕尾块的设置,使得抵接块上升能够使抵接楔形面使得夹持槽缩小对镜片模具进行夹持,抵接块下降能够使将楔形面往外拉使得夹持槽槽口增大将镜片模具松开。
20.优选的,所述夹持块的侧壁设有供镜片模具嵌入的嵌入槽。
21.通过采用上述技术方案,嵌入槽的设置,使得夹持块能够对镜片模具进行更加稳定的夹持。
22.优选的,所述加工台设有用于将镜片模具从夹持槽内顶出的顶出机构。
23.通过采用上述技术方案,顶出机构的设置,便于在打磨机构对镜片模具完成打磨加工后,将镜片模具顶起,方便人员将镜片模具从夹持槽中拿出。
24.优选的,所述顶出机构包括滑动设置在加工台上的顶出柱、驱动顶出柱滑动的顶出凸轮,所述顶出柱用于嵌入镜片模具底部的凹槽内,所述顶出柱的顶面用于抵接镜片模具的底壁,所述抵接件内设驱动齿条,所述顶出凸轮转动连接在加工台内,所述顶出凸轮同轴固定有用于与齿条啮合的驱动齿轮,当所述抵接件位于最低处时,所述顶出凸轮将顶出
柱顶出加工套的表面。
25.通过采用上述技术方案,当抵接件移动至最低处时,夹持块将镜片模具松开,同时驱动齿条带动顶出凸轮转动,将顶出柱顶出加工台的台面将放置在夹持槽内的镜片模具顶起,使得镜片模具的底壁远离加工台的顶面,便于人员手指伸到镜片模具的底壁,拿取镜片模具。
26.综上所述,本技术包括以下至少一种有益技术效果:本镜片模具的设置,便于人员制造儿童防控镜片;通过五轴打磨机对儿童防控镜片模具进形打磨,使得儿童防控镜片模具的点状分布区的质量较高;通过设置顶出机构,便于人员拿取加工完毕的镜片模具。
附图说明
27.图1是本技术实施例的一种儿童防控镜片模具的爆炸图。
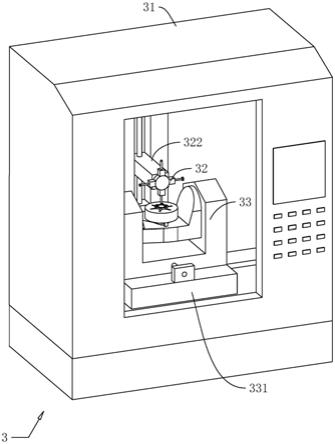
28.图2是本技术实施例的五轴打磨机的立体结构图。
29.图3是本技术实施例的打磨机构、放置台的结构示意图。
30.图4是本技术实施例的打磨头、打磨电机的结构示意图。
31.图5是本技术实施例的放置台的第一结构示意图。
32.图6是本技术实施例的放置台的第二结构示意图。
33.图7是本技术实施例的夹持机构的结构示意图。
34.附图标记说明:1、凹模;11、模槽;12、可视成型区;13、点状分布区;2、凸模;21、成型面;3、五轴打磨机;31、机体;32、打磨机构;321、打磨电机;322、打磨头;3221、光磨头;3222、开槽磨头;323、滑座;324、驱动器一;33、放置台;331、xy轴滑台;332、加工座;3321、底座;3322、转动座;333、驱动器二;334、加工台;335、驱动机构;3351、电缸;3352、连接杆;336、夹持机构;3361、夹持块;3362、抵接件;337、滑槽;338、夹持槽;339、嵌入槽;34、转动安装座;35、驱动电机;4、楔形面;41、抵接槽;42、燕尾槽;43、燕尾块;5、驱动装置;6、顶出机构;61、顶出柱;62、顶出凸轮;63、顶出孔;64、驱动齿轮;65、驱动齿条。
具体实施方式
35.本技术实施例公开一种儿童防控镜片模具。
36.参照图1,一种儿童防控镜片模具,包括凹模1、凸模2,凹模1设有模槽11,凸模2设有成型面21,成型面21成光滑的球面或复曲面,模槽11、成型面21相互组合形成模槽,。
37.模槽11的内壁设有可视成型区12、点状分布区13,点状分布区13的表面分布有若干用于成型凸点的凹槽以用于成型镜片边缘的点状分布区13。凹槽沿模槽11的周向均匀排立分布,点状分布区13的宽度4mm,凹槽的数量在380个左右,使得点状分布区13的整体呈蜂窝状,可视成型区12的表面光滑以用于成型镜片中部的可视区,成型的可视区直径在8-9mm,使得儿童能够在正视的情况下清晰的看到前方的景象。可视成型区12位于模槽11内壁的中间位置,点状分布区13位于模槽11内壁的周围边缘位置,点状分布区13将可视成型区12包围。
38.在成型镜片时,人员可将凹模1、凸模2结合形成模腔,在模腔中注入树脂等原料以
成型防控镜片,可视成型区23对应镜片部分的度数大于点状分布区13对应镜片部分的度数,成型后的镜片具有薄、轻、聚焦好的优点。儿童佩戴后,其近视度数不易过快上升。
39.本技术实施例一种儿童防控镜片模具的实施原理为:通过将树脂注入模槽在树脂冷却后形成镜片,位于点状分布区上的凹槽会在镜片表面形成多排小凸点,使得将通过镜片边缘看到的景象模糊化,使得儿童不易形成通过镜片边缘看景象的习惯,以矫正儿童的斜视、近视加深过快的问题。
40.本技术实施例还公开一种儿童防控镜片模具的生产工艺。
41.参照图2和图3,一种儿童防控镜片模具的生产工艺,包括以下步骤:s0:利用打磨机和抛光机对凸模原胚进行加工成型凸模2;s1:利用五轴打磨机对凹模原胚进行粗打磨,形成模槽11;其中,五轴打磨机3包括机体31、打磨机构32、放置台33。打磨机构32、放置台33均安装在机体31上。
42.参照图3和图4,打磨机构32包括打磨电机321、打磨头322、滑座323,滑座323竖直滑动设置在机体31上,机体31固定设有驱动滑座323升降的驱动器一324,驱动器一324本实施例中采用电动丝杆,滑座323与电动丝杆螺纹连接,在其他实施例中也可以采用气缸或者油缸。打磨头322同轴固定在打磨电机321的输出轴上,打磨头322设有若干个,每个打磨头322的实际类型可根据需要安装,包括精磨磨头、粗磨磨头、抛光磨头、点磨等。
43.打磨电机321对应打磨头322设有多个以用于驱动对应的打磨头322转动。滑座323转动设有转动安装座34,转动安装座34呈圆柱状,转动安装座34的端面沿竖直方向设置,多个打磨电机321均固定在转动安装座34上,多个打磨电机321沿转动安装座34的周向间隔分布,机体31上还固定安装有驱动转动安装座34转动的驱动电机35,驱动电机35为步进电机,驱动电机35用于驱动转动安装座34转动以切换不同类型的打磨头322。
44.参照图4和图5,放置台33位于滑座323下方,放置台33包括xy轴滑台331、固定在xy轴滑台331的顶部滑块上的加工座332,xy轴滑台331由电机驱动滑动,xy轴滑台331的设置使得加工座332的水平位置能够调节。加工座332包括底座3321、转动座3322,底座3321固定在固定在xy轴滑台331的顶部滑块上,转动座3322与底座3321转动连接。加工台334内设有驱动转动座3322转动的驱动器二333,驱动器二333采用步进电机,驱动器二333的输出轴与转动座3322的侧壁固定连接,驱动器二333的输出轴的轴线与转动座3322的转动轴线同轴。
45.转动座3322的顶部设有加工台334、驱动加工台334转动的驱动机构335,加工台334的顶面用于放置镜片模具。加工台334呈圆形,驱动机构335包括电缸3351、连接杆3352,电缸3351、连接杆3352的活塞杆均沿竖直方向设置,连接杆3352、电缸3351均与加工台334的底壁铰接,连接杆3352的底部固定转动座3322上,电缸3351的底部与转动座3322铰接,电缸3351与加工台334铰接处的铰接轴的轴线、连接杆3352与加工台334铰接处的铰接轴的轴线以及电缸3351与转动座3322的轴线相互平行且均垂直于转动座3322的转动轴线。当电缸3351伸缩后能够推动加工台334远离连接杆3352的端部向上或向下倾斜,从而与驱动器二333配合调节加工台334的倾斜角度,使得加工台334的倾斜可以沿各个方向进行倾斜,方便打磨机构32对点状分布区13进行打磨。
46.参照图6和图7,加工台334设有用于对镜片模具进行夹持固定的夹持机构336。夹持机构336包括夹持块3361、抵接件3362,夹持块3361沿加工台334顶面滑动设有多个。多个
夹持块3361于加工台334的表面呈圆周分布,加工台334顶面开设有供夹持块3361嵌入滑动的滑槽337,夹持块3361的滑动方向沿夹持块3361形成的圆周的径向设置,夹持块3361固定有滑条3363,滑条3363滑动嵌入滑槽337内侧壁开设有限位滑道(图中未展示),限位滑道的形状与滑条3363的形状相适配,使得夹持块3361无法沿竖直方向运动。多个夹持块3361之间形成用于夹持镜片模具的夹持槽338,人员可以将镜片模具放置在多个夹持块3361之间,之后滑动夹持块3361对镜片模具进行夹持固定,夹持块3361的侧壁设有供镜片模具嵌入的嵌入槽339,嵌入槽339为弧槽,嵌入槽339的形状与镜片模具的侧壁形状相适应。
47.夹持块3361位于加工台334内的端部设有楔形面4,抵接件3362位于夹持块3361的下方,抵接件3362竖向滑移设置在加工台334内,抵接件3362的顶部设有抵接槽41,楔形面4部分伸入抵接槽41内,抵接槽41的槽壁用于与楔形面4相抵,楔形面4上开设有燕尾槽42,燕尾槽42的长度方向沿楔形面4的倾斜方向,抵接槽41的内壁设有嵌入燕尾槽42的燕尾块43,使得抵接件3362上移时能够带动所有夹持块3361相互靠近将夹持槽338缩小以夹紧镜片模具。抵接件3362下移时能够带动所有夹持块3361相互远离将夹持槽338扩大以松开镜片模具。加工台334内安装有驱动抵接件3362上下移动的驱动装置5,本实施例中,驱动装置5采用气缸,驱动装置5的输出轴与抵接件3362的底部螺纹连接,以带动抵接件3362上下移动。
48.参照图6和图7,为了在打磨加工完毕后,边缘人员将镜片模具拿出打磨槽。本技术加工台334设有用于将镜片模具从夹持槽338内顶出的顶出机构6。
49.顶出机构6包括顶出柱61、驱动顶出柱61滑动的顶出凸轮62,加工台334的中心同轴开设有顶出孔63,顶出柱61滑动设置顶出孔63内壁上,顶出孔63的下方设置有顶出凸轮62,顶出凸轮62与加工台334转动连接,顶出凸轮62的轮面抵接顶出柱61的底端,顶出凸轮62同轴固定有驱动齿轮64,驱动齿轮64转动能够带动顶出凸轮62转动对顶出柱61进行抵接,抵接件3362固定连接有驱动齿条65,驱动齿条65沿竖直方向设置,驱动齿条65与驱动齿轮64啮合,使得抵接件3362升降时能够带动顶出凸轮62转动,将顶出柱61顶出加工台334的顶面。顶出柱61的顶面用于嵌入镜片模具底部的凹槽内并抵接镜片模具的底壁,以对镜片模具进行定位以及便于人员拿取,当镜片模具打磨完毕后,人员可以驱动驱动装置5使得抵接件3362下移,使得夹持块3361相互远离使得夹持槽338尺寸扩大,并且驱动齿条65下移带动顶出凸轮62转动,使得顶出凸轮62的凸部转动至顶部,将顶出柱61顶出。
50.s2:通过驱动电机35切换打磨头322类型,使得打磨机构32对五轴打磨机上的凹模原坯的表面以及模槽11的内壁进行精打磨;s3:通过驱动电机35再次切换打磨头322类型,使得打磨机构32在模槽内粗磨加工出若干凹槽,之后再次通过驱动电机35切换打磨头322类型对凹槽进行精磨以成型点状分布区;s4:通过驱动电机35再次切换打磨头322类型,使得切换后的打磨头322对加工后的凹模原胚包括模槽11以及凹槽在内的各处位置进行抛光以成型凹模,其中根据实际打磨需要可以在抛光的过程中,可以通过驱动电机35切换打磨头322以实现点抛或大面抛。
51.本技术实施例一种儿童防控镜片模具的生产工艺的实施原理为:通过五轴打磨机3对儿童防控镜片的球面的边缘进行点磨加工,人员能够调节五轴打磨机3上的加工台334以及转动座3322,使得开槽磨头3222能够在模槽11或者凸模槽21内壁上打磨出大小均匀一致的凹槽,使得镜片模具的质量较高。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1