一种保温管生产线的制作方法
1.本技术涉及自动化生产技术领域,尤其是涉及一种保温管生产线。
背景技术:
2.保温管道是在现有管道的表面上施加保温层,目前大直径的管道多采用人工安装的生产方式,这种方式的生产速度慢,质量也不稳定,如何提高生产的自动化程度是一个亟待解决的问题。
技术实现要素:
3.本技术实施例提供一种保温管生产线,通过自动化的生产方式和多工序同步施工的方式来提高保温管道的生产效率。
4.本技术的上述申请目的是通过以下技术方案得以实现的:本技术实施例提供了一种保温管生产线,包括:工作台;两个喷射机械臂,对称设在工作台上并与工作台滑动连接;第一驱动装置,设在工作台上,用于驱动两个喷射机械臂向靠近和远离彼此的方向移动;仿形固定臂,设在喷射机械臂上;多个喷枪,均匀设在仿形固定臂上;薄膜覆盖模组,设在工作台上,用于向保温管上覆盖保护膜;两个仿形压板,对称设在工作台上并与工作台滑动连接;以及第二驱动装置,设在工作台上,用于驱动两个仿形压板向靠近和远离彼此的方向移动;其中,仿形压板用于对保温管上的保护膜进行塑形。
5.在本技术实施例的一种可能的实现方式中,还包括:气孔,均布在仿形压板上;以及负压装置,与气孔连接,用于将保护膜吸附在仿形压板的内壁上。
6.在本技术实施例的一种可能的实现方式中,负压装置包括:负压管道,设在仿形压板上并与气孔连通;真空机组,设在工作台上;以及软管,两端分别与管道和真空机组的输入端连接。
7.在本技术实施例的一种可能的实现方式中,负压管道在仿形压板形成连接区域,连接区域与覆盖面积内的气孔连通。
8.在本技术实施例的一种可能的实现方式中,仿形固定臂与喷射机械臂滑动连接;喷射机械臂上设有第三驱动装置,第三驱动装置用于驱动喷枪的工作端伸入到保温管与仿形压板之间。
9.在本技术实施例的一种可能的实现方式中,驱动喷枪的工作端上设有挡板,挡板能够进入到保温管与仿形压板之间。
10.在本技术实施例的一种可能的实现方式中,薄膜覆盖模组包括:两个半环,对称设在工作台上并与工作台滑动连接;多个固定臂,设在半环上;以及第四驱动装置,设在工作台上,用于驱动两个半环向靠近和远离彼此的方向移动;其中,半环位于仿形固定臂和仿形压板之间。
11.在本技术实施例的一种可能的实现方式中,半环上的多个固定臂分为两组,第一组固定臂所在曲线的曲率半径小于第二组固定臂所在曲线的曲率半径。
附图说明
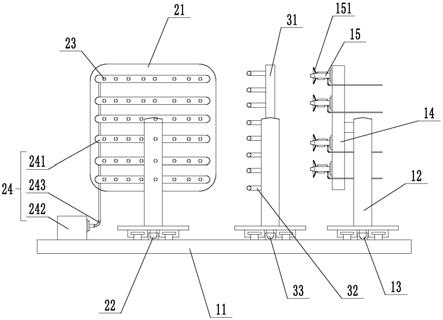
12.图1是本技术实施例提供的一种保温管生产线的结构示意图。
13.图2是本技术实施例提供的一种喷枪与喷射机械臂的连接示意图。
14.图3是本技术实施例提供的一种仿形压板的结构示意图。
15.图4是本技术实施例提供的一种仿形压板与负压管道的连接示意图。
16.图5是本技术实施例提供的另一种喷枪与喷射机械臂的连接示意图。
17.图6(a)和图6(b)是本技术实施例提供的一种喷枪位置不同时对生产过程的影响对比示意图。
18.图7是本技术实施例提供的一种固定臂在半环上的分布示意图。
19.图8是本技术实施例提供的一种固定臂的形状示意图。
20.图中,11、工作台,12、喷射机械臂,13、第一驱动装置,14、仿形固定臂,15、喷枪,16、第三驱动装置,21、仿形压板,22、第二驱动装置,23、气孔,24、负压装置,151、挡板,241、负压管道,242、真空机组,243、软管,244、连接区域,3、薄膜覆盖模组,31、半环,32、固定臂,33、第四驱动装置。
具体实施方式
21.以下结合附图,对本技术中的技术方案作进一步详细说明。
22.请参阅图1,为本技术实施例公开的一种保温管生产线,生产线由工作台11、喷射机械臂12、第一驱动装置13、仿形固定臂14、喷枪15、第三驱动装置16、仿形压板21、第二驱动装置22和薄膜覆盖模组3等组成,工作台11上安装有两个喷射机械臂12,这两个喷射机械臂12对称设在工作台11上并与工作台11滑动连接,也就是两个喷射机械臂12之间的间距可以增大,也可以缩小,这样做的目的是适应不同直径的保温管道。
23.请参阅图1和图2,喷射机械臂12移动时的动力由第一驱动装置13提供,第一驱动装置13的数量为两个,这两个第一驱动装置13均安装在工作台11上,每个第一驱动装置13负责驱动一个喷射机械臂12在工作台11上滑动。
24.在一些可能的实现方式中,第一驱动装置13使用电缸。
25.每个喷射机械臂12上安装有一个仿形固定臂14,仿形固定臂14上安装有多个喷枪15,喷枪15的作用是将保温材料喷射在保温管道上。使用仿形固定臂14的目的是为了适应不同截面形状和尺寸的保温管道。
26.仿形固定臂14与喷射机械臂12的连接方式为可拆卸连接,当生产规格发生变化后,就能够立即更换合适的仿形固定臂14,仿形固定臂14更换后,仿形固定臂14上的喷枪15位置和数量也能够一并调整。
27.工作台11上还安装有薄膜覆盖模组3,薄膜覆盖模组3的作用是向保温管上覆盖保护膜,应理解,本技术实施例公开的保温管生产线,使用的是发泡型的保温材料,也就是喷枪15喷出的保温材料落到保温管道上后,体积会迅速增加,此时就需要在保温材料上施加一层薄膜,一方面是能够对保温材料形成保护,另一方面能够对保温材料的形状形成约束,使得保温管道整齐并且美观,同时各处保温材料的厚度也能够趋于一致。
28.薄膜覆盖模组3工作时,还需要仿形压板21和第二驱动装置22配合,仿形压板21的数量为两个,对称设在工作台11上并与工作台11滑动连接,也就是这两个仿形压板21之间的距离可以增加或者减小,目的与喷射机械臂12相同,是要适应不同直径的保温管道。
29.仿形压板21移动时的动力由第二驱动装置22提供,第二驱动装置22的数量同样为两个,这两个第二驱动装置22均安装在工作台11上,每个第二驱动装置22负责驱动一个仿形压板21在工作台11上滑动。
30.仿形压板21用于对保温管上的保护膜进行塑形,具体而言,就是对薄膜覆盖模组3施加在保温管道上的保护膜施加压力,同时,保护膜与保温管道之间的保温材料也会在压力的作用下发生形变并凝固成型。
31.结合一个具体的生产过程,需要外加保温层的保温管道在运输设备的带动下经过工作台11,经过过程中,保温管道的移动速度恒定,此处为了方便理解,还需要对保温管道的运输设备进行介绍。
32.保温管道的运输设备由导轨和安装在导轨上的两个运输小车组成,两个运输小车分别托住保温管道的两端,带动保温管道沿着导轨移动。移动过程中,喷枪15会在保温管道的表面上喷涂保温材料,薄膜覆盖模组3会在保温材料的表面上覆盖保护膜,仿形压板21会对带有保温材料和保护膜的保温管道进行塑形,塑形过程中,保温材料的形状发生变化并同时完成固化过程。
33.具体地说,保温管道移动过程中会缓慢经过工作台11,该过程中,两个第一驱动装置13会分别推动两个喷射机械臂12向靠近保温管道的方向移动,同时,两个第二驱动装置22会分别推动两个仿形压板21向靠近保温管道的方向移动。
34.保温管道移动到启动位置后,仿形固定臂14上的喷枪15开始工作,向保温管道的外壁上喷涂保温材料,仿形固定臂14的形状与保温管道的外壁形状类似,因此仿形固定臂14上的多个喷枪15与保温管道之间的间距也是相同的,这就使得保温材料能够均匀的喷涂在保温管道的外壁上。
35.接着,薄膜覆盖模组3将保护膜覆盖在保温管道外壁上的保温材料上,该过程中,保温材料的体积会发生膨胀。
36.然后,仿形压板21会对保温材料上的保护膜施加一个压力,这个压力能够对正在膨胀的保温材料的形状进行限制,也就是说,仿形压板21会在保温管道的外部空间内形成一个束缚空间,位于束缚空间内的保温材料会被塑形,塑形过程中,保温材料也会同时完成固化过程。
37.随着保温管道的移动,喷涂、塑形和固化过程不断进行,保温管道有开始位置移动
到停止位置后,外表面上会出现厚度匀匀的保温层。
38.请参阅图1、图3和图4,作为申请提供的保温管生产线的一种具体实施方式,在仿形压板21上增加了气孔23,同时使用了负压装置24,负压装置24安装在工作台11上并与气孔23连接,作用是将保护膜吸附在仿形压板21的内壁上。
39.应理解,保护膜一般使用塑料膜等,这种材质的保护膜质地较为柔软,在刚开始将保护膜贴在保温材料上时,需要人工贴合,或者使保护膜自然吸附在未凝固成型的保温材料上,很明显,第一种方式的工作效率会降低,第二种方式中由于保护膜在初始位置处不可控,存在潜在的质量缺陷问题。
40.使用了气孔23和负压装置24后,在仿形压板21向保温管道移动之前,工作人员就可以将保护膜的一部分贴合在仿形压板21的内壁上,此时负压装置24启动,保护膜就能够随着仿形压板21的移动而移动,移动过程中,二者的相对位置也不会发生改变。仿形压板21移动到指定位置后,内壁上的保护膜会与保温管道之间存在一个缝隙,这个缝隙依靠保温材料进行填充,填充过程中,保护膜会粘在保温材料上,此时,负压装置24停止工作。
41.随着保温管道的移动,保护膜会均匀的粘贴在保温管道外壁上的保温材料上。
42.从生产的角度看,准备过程中,工作人员需要将保护膜贴在仿形压板21的内壁上,这个过程中,人工贴合的方式能够保证保护膜的位置是准确的,同时由于使用了负压吸附,保护膜在随着仿形压板21移动的过程中,与仿形压板21的相对位置也不会发生改变。
43.并且由于仿形压板21存在两个位置,此处为了描述方便,将这两个位置分别称为准备位置和工作位置,工作人员在准备位置处完成保护膜的吸附工作,该位置处的操作空间大,工作起来也更加方便。
44.负压装置24由负压管道241、真空机组242和软管243等组成,负压管道241安装在仿形压板21上并与气孔23连通,真空机组242安装在工作台11上,软管243的两端分别与管道241和真空机组242的输入端连接。
45.真空机组242工作过程中,将负压管道241和软管243内的空气抽出,在仿形压板21的内壁与保护膜之间形成负压,使保护膜能够吸附在仿形压板21的内壁上。
46.进一步地,负压管道241上开设有长孔,这个长孔贴合在仿形压板21的外壁上,用来形成一个连接区域244,连接区域244与覆盖面积内的气孔23连通。
47.请参阅图5,作为申请提供的保温管生产线的一种具体实施方式,将仿形固定臂14与喷射机械臂12调整为滑动连接,同时在喷射机械臂12上增加了第三驱动装置16,第三驱动装置16的作用是驱动喷枪15的工作端伸入到保温管与仿形压板21之间。
48.在一些可能的实现方式中,第三驱动装置16使用气缸。
49.应理解,喷枪15在保温管道的外壁上喷射保温材料的过程中,会产生一定的溅射,请参阅图6(a)和图6(b),一方面会污染车间内的生产环境,另一方面也会造成浪费,因此将喷枪15的工作单推动到了保温管与仿形压板21之间。
50.仿形压板21的内壁上有保护膜,不会与喷枪15喷出的保温材料直接接触,并且,还能够起到很大的阻挡作用,使保温材料仅能够在这个较为封闭的区域中进行膨胀。
51.从另一个角度看,相比于等待保温材料膨胀后再对其进行挤压塑形,很明显,构造一个空间后再让保温材料进行膨胀的生产方式是更加合适的,因为这样能够降低挤压塑形对保护膜产生的潜在损伤。
52.因为这种生产方式是首先将保护膜推到到指定位置,然后在施加约束的前提下在保护膜与保温管道之间喷涂保温材料,再等待保温材料膨胀,保温材料膨胀过程中,仿形压板21与保护膜之间还能够保持相对静止,能够进一步降低保护膜可能受到的潜在损伤。
53.进一步地,驱动喷枪15的工作端上增加了有挡板151,挡板151同样能够进入到保温管与仿形压板21之间,作用是拦截喷涂过程中溅射出来的保温材料。
54.请参阅图1,作为申请提供的保温管生产线的一种具体实施方式,薄膜覆盖模组3由半环31、固定臂32和第四驱动装置33等组成,半环31的数量为两个,这两个半环31对称设在工作台11上并与工作台11滑动连接,半环31移动时的动力由第四驱动装置33提供,第四驱动装置33的数量同样为两个,这两个第四驱动装置33均安装在工作台11上,每个第四驱动装置33负责驱动一个半环31在工作台11上滑动。
55.在一些可能的实现方式中,第四驱动装置33使用电缸。
56.请参阅图7和图8,每个半环31上固定安装有多个固定臂32,固定臂32的作用是安装料卷,料卷就是保护膜缠绕制成的卷材,使用时,直接将料卷套在固定臂32上,随着生产过程中保温管道的移动,保护膜不断贴在保温材料上,料卷也会在拉力的作用下缓慢转动。
57.进一步地,将半环31上的多个固定臂32分为两组,第一组固定臂32所在曲线的曲率半径小于第二组固定臂32所在曲线的曲率半径,这样可以使多条保护膜的边缘处出现重叠,可以对保温管道上的保温材料进行全方位的覆盖。
58.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1