一种电缆附件自动化生产线的制作方法
1.本实用新型涉及电缆附件生产领域,具体涉及一种电缆附件自动化生产线。
背景技术:
2.电缆附件,如电力中间接头、电力终端等产品在电力领域非常常见,现在市场上电缆附件是用平板硫化机生产的,此生产方式缺陷在于:平板硫化机为半自动结构,产品成型后需要人工取件,效率低下,而且液体硅胶进入模具型腔内的量不够精密,原材料浪费多。
技术实现要素:
3.针对现有技术存在上述缺陷,本实用新型提供了一种良品率高、生产效率高的电缆附件自动化生产线,具体技术方案如下:
4.一种电缆附件自动化生产线,包括第一硅胶送料机、应力锥成型机、应力锥承放台、第二硅胶送料机、电缆附件成型机和多根料管,第一硅胶送料机位于应力锥成型机侧方,第一硅胶送料机通过料管输送液态硅胶料到应力锥成型机,第二硅胶送料机位于电缆附件成型机侧方,第二硅胶送料机通过料管输送液态硅胶料到电缆附件成型机,应力锥成型机的出料口处、电缆附件成型机的进料口处放置有应力锥承放台,应力锥承放台用于承放多个应力锥,应力锥成型机成型出应力锥到应力锥承放台,电缆附件成型机取走应力锥承放台上的应力锥到电缆附件模具内,电缆附件成型机成型出带有应力锥的电缆附件。
5.作为本实用新型的一种优选方案,所述应力锥成型机包括硅胶伺服输送机构、应力锥模具、模芯、过胶板、应力锥模具驱动机构和应力锥取料机构,应力锥模具由前模板和后模板组成,前模板内侧安装有模芯,应力锥模具驱动机构驱动应力锥模具合模,硅胶伺服输送机构向过胶板中输送液体硅胶,过胶板内部通道连通模具型腔,应力锥取料机构取出分模后成型的应力锥。
6.作为本实用新型的一种优选方案,所述电缆附件成型机包括机架、电箱、硅胶伺服输送机构、固定架、应力锥输送机构、应力锥组装机构、模具芯棒、模具芯棒升降气缸、电缆附件模具、电缆附件模具驱动机构、吹气脱模机构和电缆附件取料机构,机架前方安装电箱,机架内部安装硅胶伺服输送机构,机架上方安装固定架,机架侧方安装应力锥输送机构,应力锥输送机构输送应力锥到应力锥组装机构,固定架上安装模具芯棒升降气缸,模具芯棒升降气缸活塞杆连接模具芯棒,应力锥组装机构驱动应力锥套到模具芯棒,固定架内安装模具,模具驱动机构驱动模具合模夹紧模具芯棒,硅胶伺服输送机构向模具型腔输入液体硅胶,吹气脱模机构取出分模后成型的电缆附件,取料机构夹取吹气脱模机构中的电缆附件移出收纳。
7.作为本实用新型的一种优选方案,所述应力锥组装机构包括应力锥套筒、应力锥升降模组和横移模组,应力锥输送机构输送应力锥到应力锥套筒,应力锥套筒底部设有应力锥气通道,应力锥气通道通气使应力锥内腔涨大方便应力锥套到模具芯棒,应力锥升降模组驱动应力锥套筒上升接近模具芯棒,横移模组驱动应力锥升降模组横移使应力锥套筒
到达模具芯棒正下方。
8.作为本实用新型的一种优选方案,所述固定架前方安装模具芯棒移动气缸,模具芯棒移动气缸活塞杆连接移动座,移动座上方安装模具芯棒升降气缸,固定架后方安装模具芯棒保护气缸,模具芯棒保护气缸活塞杆连接移动板,移动板底部安装保护套气缸,保护套气缸驱动保护套上升套到模具芯棒下端。
9.作为本实用新型的一种优选方案,所述电缆附件模具驱动机构为气液增压缸。
10.作为本实用新型的一种优选方案,所述吹气脱模机构包括吹气夹头、脱模气动夹子和夹子升降模组,吹气夹头底部设有成品气通道,成品气通道通气使电缆附件内腔涨大方便脱出模具芯棒,脱模气动夹子驱动吹气夹头收缩夹紧电缆附件,夹子升降模组驱动吹气夹头上升接近电缆附件,横移模组驱动夹子升降模组横移使吹气夹头到达模具芯棒正下方。
11.作为本实用新型的一种优选方案,所述取料机构包括夹板、取料气动夹子、取料升降模组、取料横移模组,取料气动夹子驱动夹板夹紧电缆附件,取料升降模组驱动取料气动夹子上下升降,取料横移模组驱动取料升降模组横移。
12.作为本实用新型的一种优选方案,所述机架上方安装保护罩,保护罩罩合保护应力锥输送机构、应力锥组装机构、模具芯棒、模具芯棒升降气缸、模具、模具驱动机构、吹气脱模机构、取料机构。
13.本实用新型的有益效果:第一硅胶送料机通过料管输送液态硅胶料到应力锥成型机,应力锥成型机成型出应力锥到应力锥承放台,电缆附件成型机取走应力锥承放台上的应力锥到电缆附件模具内,第二硅胶送料机通过料管输送液态硅胶料到电缆附件成型机的电缆附件模具内,电缆附件成型机成型出带有应力锥的电缆附件,电缆附件自动化生产线,全过程自动化作业,无需人工输送硅胶料和取产品,效率高和良品率高,有利于降低成本,满足电力行业需求。
附图说明
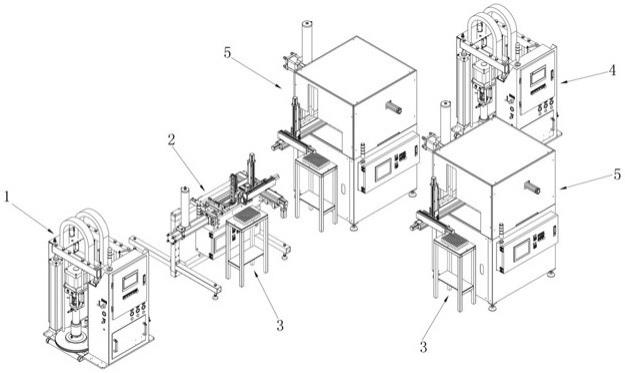
14.图1是本实用新型的整体立体图。
15.图2是本实用新型的应力锥成型机的立体图。
16.图3是本实用新型的应力锥成型机的应力锥模具的立体图。
17.图4是本实用新型的电缆附件成型机的立体图。
18.图5是本实用新型的电缆附件成型机隐藏保护罩后的立体图。
19.图6是本实用新型的电缆附件成型机的应力锥输送机构的立体图。
20.图7是本实用新型的电缆附件成型机的应力锥组装机构、吹气脱模机构相配合时的立体图。
21.图8是本实用新型的电缆附件成型机的应力锥组装机构、吹气脱模机构相配合时另一视角的立体图。
22.图9是本实用新型的电缆附件成型机的固定架、模具芯棒、模具芯棒升降气缸、电缆附件模具相配合时的立体图。
23.图10是本实用新型的电缆附件成型机的固定架、模具芯棒、模具芯棒升降气缸、电缆附件模具相配合时另一视角的立体图。
24.图11是本实用新型的电缆附件成型机的移动板、保护套气缸、保护套相配合的立体图。
25.图12是本实用新型的电缆附件成型机的电缆附件取料机构的立体图。
具体实施方式
26.下面结合附图,对本实用新型的具体实施方式做进一步说明:
27.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本实用新型中的具体含义。
29.如图1所示,一种电缆附件自动化生产线,包括第一硅胶送料机1、应力锥成型机2、应力锥承放台3、第二硅胶送料机4、电缆附件成型机5和多根料管(未画出),第一硅胶送料机1、第二硅胶送料机4为现有技术硅胶送料机具体原理不再累述主要用于输送硅胶,第一硅胶送料机1位于应力锥成型机2侧方,第一硅胶送料机1通过料管输送液态硅胶料到应力锥成型机2,第二硅胶送料机4位于电缆附件成型机5侧方,第二硅胶送料机4通过料管输送液态硅胶料到电缆附件成型机5,应力锥承放台3至少有两个一个放置在应力锥成型机2出料口处另一个放置在电缆附件成型机5的进料口处,应力锥承放台3之间应力锥料盘搬运可通过自动化设备搬运例如机械手、agv小车等等,在本实施例中电缆附件成型机5优选有2台可根据生产速度进行增减,整体工作流程是:第一硅胶送料机1通过料管输送液态硅胶料到应力锥成型机2,应力锥成型机2成型出应力锥到应力锥承放台3,电缆附件成型机5取走应力锥承放台3上的应力锥到电缆附件模具内,第二硅胶送料机4通过料管输送液态硅胶料到电缆附件成型机5的电缆附件模具内,电缆附件成型机5成型出带有应力锥a的电缆附件b。
30.如图2和3所示,所述应力锥成型机2包括硅胶伺服输送机构21、应力锥模具、模芯22、过胶板23、应力锥模具驱动机构24和应力锥取料机构25,应力锥模具由前模板26和后模板27组成,前模板26内侧安装有模芯22,后模板27外侧依次安装有模仁、隔热板、垫板、过胶板,应力锥模具驱动机构24驱动前模板26移动合模,前模板26通过两侧拉杆也带动后模板27移动,合模时模芯22插入到模具型腔中保证应力锥a为中空结构,第一硅胶送料机1通过料管输送液态硅胶料到硅胶伺服输送机构21,硅胶伺服输送机构21向过胶板23中输送液体硅胶,过胶板23内部通道连通模具型腔,应力锥取料机构25取出分模后成型的应力锥a。
31.如图4和5所示,电缆附件成型机5包括机架51、电箱52、硅胶伺服输送机构53、固定架54、应力锥输送机构55、应力锥组装机构56、模具芯棒57、模具芯棒升降气缸58、电缆附件模具59、电缆附件模具驱动机构510、吹气脱模机构511和电缆附件取料机构512,机架51前方安装电箱52,机架51内部安装硅胶伺服输送机构53,机架51上方安装固定架54,机架51侧方安装应力锥输送机构55,固定架54上安装模具芯棒升降气缸58,模具芯棒升降气缸活塞
杆连接模具芯棒57,固定架54内安装电缆附件模具59,电缆附件模具驱动机构510驱动模具59合模夹紧模具芯棒57,机架51上方安装5保护罩13,5保护罩13罩合保护应力锥输送机构55、应力锥组装机构56、模具芯棒57、模具芯棒升降气缸58、电缆附件模具59、电缆附件模具驱动机构510、吹气脱模机构511、电缆附件取料机构512,电缆附件成型机具体工作流程为:应力锥输送机构55输送应力锥a到应力锥组装机构56,应力锥组装机构56驱动应力锥a套到模具芯棒57,模具芯棒升降气缸58驱动模具芯棒57下降,电缆附件模具驱动机构510驱动模具59合模夹紧模具芯棒57,硅胶伺服输送机构53从下方向模具59型腔输入液体硅胶,待一定时间后电缆附件b模压成型,电缆附件模具驱动机构510驱动电缆附件模具59分模,吹气脱模机构511取出分模后成型的电缆附件b(此时应力锥a已经被固定在电缆附件内),电缆附件取料机构512夹取吹气脱模机构511中的电缆附件b移出收纳,全过程自动化作业,无需人工取料,效率高和良品率高,有利于降低成本,满足生产需求。
32.如图6~8所示,应力锥组装机构56包括应力锥套筒561、应力锥升降模组562和横移模组563,应力锥输送机构55输送应力锥b到应力锥套筒561,应力锥套筒561底部设有气通道561a,气通道561a通气使应力锥b内腔涨大方便应力锥套到模具芯棒57,横移模组563驱动应力锥升降模组562横移从而使应力锥套筒561到达模具芯棒57正下方,应力锥升降模组562驱动应力锥套筒561上升接近模具芯棒57,完成应力锥a套到模具芯棒57。吹气脱模机构511 包括吹气夹头5111、脱模气动夹子5112和夹子升降模组5113,吹气夹头5111底部设有成品气通道5114,成品气通道5114通气使电缆附件b内腔涨大方便脱出模具芯棒57,图中电缆附件b为电力终端头,脱模气动夹子5112驱动吹气夹头5111收缩夹紧电缆附件b,夹子升降模组5113驱动吹气夹头5111上升接近电缆附件b,横移模组563驱动夹子升降模组5113横移从而使吹气夹头5111到达模具芯棒57正下方。
33.如图9~11所示,固定架54前方安装模具芯棒移动气缸516,模具芯棒移动气缸活塞杆连接移动座517,移动座517上方安装模具芯棒升降气缸58,固定架54前方安装模具芯棒移动气缸516,模具芯棒移动气缸活塞杆连接移动座517,移动座517上方安装模具芯棒升降气缸58,固定架54后方安装模具芯棒保护气缸519,模具芯棒保护气缸活塞杆连接移动板520,移动板520底部安装保护套气缸521,保护套气缸521驱动保护套522上升套到模具芯棒57下端,电缆附件模具59主要包括动模板、静模板、上模嘴和下模嘴,动模板通过导轨导向靠近静模板合模,上模嘴设置在模具芯棒57外周侧,合模时下模嘴由气缸推动上移靠近动模板、静模板,上模嘴随模具芯棒57下移靠近动模板、静模板,当动模板、静模板、上模嘴、下模嘴合起来后,硅胶伺服输送机构53从下模嘴处注入硅胶料到模具型腔(此时模具芯棒7是插装在模具型腔中的),电缆附件模具驱动机构510为气液增压缸,气液增压缸驱动动模板移动来实现合模、分模,采用气液增压缸取代传统气缸、油缸来完成合模,具有寿命长、噪声小等优点,当合模时模具芯棒移动气缸516驱动模具芯棒57向前方的静模板靠近移动,当分模时动模板后移,移动气缸516驱动模具芯棒57向后方移动远离静模板此时由于电缆附件是粘在模具芯棒57上的,如果只是模具芯棒57上端受力外移的话,模具芯棒容易变形,所以在模具芯棒57后移之前,模具芯棒保护气缸519驱动移动板520前移,保护套气缸521驱动保护套522上升套模具芯棒57下端,移动气缸516驱动模具芯棒57后移时,模具芯棒保护气缸519也驱动移动板520后移,从而使模具芯棒57上下都受力保护模具芯棒。
34.如图12所示,取料机构512包括夹板5121、取料气动夹子5122、取料升降模组5123、
取料横移模组5124,电缆附件b的上部分从吹气夹头5111伸出,取料气动夹子5122驱动夹板5121夹紧电缆附件b,取料升降模组5123驱动取料气动夹子上下升降,取料横移模组5124驱动取料升降模组5123横移。
35.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1