一种硅胶表带成型模具的制作方法
1.本实用新型涉及硅胶表带加工技术领域,具体为一种硅胶表带成型模具。
背景技术:
2.智能手表是具有信息处理能力,符合手表基本技术要求的手表,智能手表除指示时间之外,还应具有提醒、导航、校准、监测、互交等其中一种或者多种功能,显示方式包括指针、数字、图像等。目前使用的智能手表一般采用橡胶表带,通过成型模具进行快速生产,但传统的智能手表带与表壳的连接处要增加一片钢片,用于与表壳连接,以增加智能手表的美观性。目前市面上常用的加工方法是采用成型模具直接将钢片成型在硅胶表带上,其缺点在于:在成型的过程中硅胶油容易溢出到钢片的表面,需要对溢出的硅胶油进行清理,清理过程中容易对钢片刮花,导致加工的产品良率低。
技术实现要素:
3.本实用新型的目的在于提供一种硅胶表带成型模具,具备结构简单,在成型过程中硅胶油不会溢出至钢片上,提高了产品的良率的优点,解决了上述技术背景所提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种硅胶表带成型模具,该成型模具包括上模板、上模仁、下模仁和下模板,其中上模板位于上模仁的上端面,所述下模板位于下模仁的下端面,所述上模仁和下模仁之间形成有若干个用于成型硅胶表带的型腔,每个所述型腔内设置有上活动镶件、下活动镶件、耐磨片、塑胶套和钢片,所述耐磨片位于下活动镶件一侧,所述塑胶套位于上活动镶件和下活动镶件之间,所述钢片一端与塑胶套插接,另一端延伸至塑胶套外侧。
5.优选的,所述成型模具还包括压块,所述压块的数量与型腔的数量相同,且压块的剖面呈“t”形状,所述压块嵌入安装在上模仁内。
6.优选的,所述上模板的下端面固定安装有压簧,所述压簧的位置与压块的位置相对应,当合模时压簧远离上模板一端与压块接触连接,且压簧将压块压入型腔内,压块与型腔内的上活动镶件接触连接。
7.优选的,所述上模仁和下模仁的两侧均设置有把手,且上模仁上还开设有供压块滑动的位移槽。
8.优选的,所述塑胶套采用pa材料注塑成型在钢片上。
9.与现有技术相比,本实用新型的有益效果如下:
10.1、本实用新型提供了一种硅胶表带成型模具,该成型模具由上模板、上模仁、下模仁和下模板构成,整体结构简单,其中上模仁和下模仁之间形成有若干个用于成型硅胶表带的型腔,可以同时成型多个硅胶表带,同时通过在型腔内设置塑胶套,该塑胶套采用pa材料注塑成型在钢片上,之后将裸露在塑胶套外侧的钢片与硅胶表带油压成型,最后去除塑胶套得到带有钢片的硅胶表带,本实用新型中的成型模具在成型过程中硅胶油不会溢出至
钢片上,提高了产品的良率。
附图说明
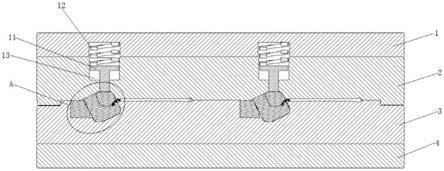
11.图1为本实用新型的截面图;
12.图2为本实用新型上模仁的俯视图;
13.图3为本实用新型下模仁的俯视图;
14.图4为本实用新型图1中a的放大图。
15.图中的附图标记及名称如下:
16.1、上模板;2、上模仁;3、下模仁;4、下模板;5、型腔;6、上活动镶件;7、下活动镶件;8、耐磨片;9、塑胶套;10、钢片;11、压块;12、压簧;13、位移槽;14、把手。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1至图4,本实用新型提供的一种实施例:一种硅胶表带成型模具,该成型模具包括上模板1、上模仁2、下模仁3和下模板4,其中上模板1位于上模仁2的上端面,所述下模板4位于下模仁3的下端面,所述上模仁2和下模仁3之间形成有若干个用于成型硅胶表带的型腔5,在本实施例中型腔5设有二十个,二十个型腔5呈矩形阵列分布,且二十个型腔5可以同时成型二十个硅胶表带,有效的提高了生产效率,每个所述型腔5内设置有上活动镶件6、下活动镶件7、耐磨片8、塑胶套9和钢片10,所述耐磨片8位于下活动镶件7一侧,所述塑胶套9位于上活动镶件6和下活动镶件7之间,所述钢片10一端与塑胶套9插接,另一端延伸至塑胶套9外侧,所述成型模具还包括压块11,所述压块11的数量与型腔5的数量相同,且压块11的剖面呈“t”形状,所述压块11嵌入安装在上模仁2内。
19.具体的,所述上模板1的下端面固定安装有压簧12,所述压簧12的位置与压块11的位置相对应,当上模仁2和下模仁3合模时压簧12远离上模板1一端与压块11接触连接,且压簧12将压块11压入型腔5内,压块11与型腔5内的上活动镶件6接触连接。
20.具体的,所述上模仁2和下模仁3的两侧均设置有把手14,且上模仁2上还开设有供压块11滑动的位移槽13。
21.具体的,所述塑胶套9采用pa材料注塑成型在钢片10上。
22.工作原理:本实用新型工作中,首先,按上述结构组装成型模具,之后在上模仁2和下模仁3之间形成的型腔5内刷一层硅胶,合模,使带有塑胶套9的钢片10成型在硅胶皮带上,最后取下塑胶套9,即可得到成品。
23.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制
所涉及的权利要求。
技术特征:
1.一种硅胶表带成型模具,其特征在于:包括上模板(1)、上模仁(2)、下模仁(3)和下模板(4),其中上模板(1)位于上模仁(2)的上端面,所述下模板(4)位于下模仁(3)的下端面,所述上模仁(2)和下模仁(3)之间形成有若干个用于成型硅胶表带的型腔(5),每个所述型腔(5)内设置有上活动镶件(6)、下活动镶件(7)、耐磨片(8)、塑胶套(9)和钢片(10),所述耐磨片(8)位于下活动镶件(7)一侧,所述塑胶套(9)位于上活动镶件(6)和下活动镶件(7)之间,所述钢片(10)一端与塑胶套(9)插接,另一端延伸至塑胶套(9)外侧。2.根据权利要求1所述的一种硅胶表带成型模具,其特征在于:还包括压块(11),所述压块(11)的数量与型腔(5)的数量相同,且压块(11)的剖面呈“t”形状,所述压块(11)嵌入安装在上模仁(2)内。3.根据权利要求1所述的一种硅胶表带成型模具,其特征在于:所述上模板(1)的下端面固定安装有压簧(12),所述压簧(12)的位置与压块(11)的位置相对应,当合模时压簧(12)远离上模板(1)一端与压块(11)接触连接,且压簧(12)将压块(11)压入型腔(5)内,压块(11)与型腔(5)内的上活动镶件(6)接触连接。4.根据权利要求1所述的一种硅胶表带成型模具,其特征在于:所述上模仁(2)和下模仁(3)的两侧均设置有把手(14),且上模仁(2)上还开设有供压块(11)滑动的位移槽(13)。5.根据权利要求1所述的一种硅胶表带成型模具,其特征在于:所述塑胶套(9)采用pa材料注塑成型在钢片(10)上。
技术总结
本实用新型公开了一种硅胶表带成型模具,该成型模具包括上模板、上模仁、下模仁和下模板,其中上模板位于上模仁的上端面,所述下模板位于下模仁的下端面,所述上模仁和下模仁之间形成有若干个用于成型硅胶表带的型腔,每个所述型腔内设置有上活动镶件、下活动镶件、耐磨片、塑胶套和钢片,所述耐磨片位于下活动镶件一侧,所述塑胶套位于上活动镶件和下活动镶件之间,所述钢片一端与塑胶套插接,另一端延伸至塑胶套外侧,所述成型模具还包括压块,所述压块的数量与型腔的数量相同,且压块的剖面呈“T”形状,所述压块嵌入安装在上模仁内。本实用新型具备结构简单,在成型过程中硅胶油不会溢出至钢片上,提高了产品的良率。提高了产品的良率。提高了产品的良率。
技术研发人员:陈友华
受保护的技术使用者:东莞星海丰电子有限公司
技术研发日:2021.01.29
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1