一种对扣式自行车轮胎模具蒸汽进出气结构的制作方法
1.本实用新型涉及自行车轮胎模具配件的技术领域,特别是一种对扣式自行车轮胎模具蒸汽进出气结构。
背景技术:
2.目前自行车轮胎模具的加硫方式主要为两种,第一种是胶囊式加硫结构,这种加硫结构的优点是:工人的劳动强度较小,比较适合于较大断宽的轮胎轮廓,自动化程度较高,但也有加硫机台投资较大,加硫机台占用位置较大而导致厂房利用率较低等缺点;另外一种是蒸汽胎式加硫结构,这种加硫结构有下述这些优点:因为可以实现多层式加硫,亦即同一台加硫机可同时放置若干组模具,来实现一机多用的功能,进而可实现厂房利用率较高的目的,同时也可以节约购买机台的费用,另外,它也具有比较适合于较小断宽的轮胎轮廓的优点,而蒸汽胎式加硫结构的缺点是,工人的劳动强度较大。
3.其中,蒸汽胎式加硫结构的大概原理是:先在还没有加硫的自行车轮胎生胎里面嵌套一个蒸汽胎,即自行车轮胎生胎紧密地包围着蒸汽胎,这个紧密贴合的自行车轮胎生胎与蒸汽胎的组合体将被放入模具下型的型腔内,自行车轮胎生胎的外周面将先与下型模具型腔中的花纹面和胎边面贴合,蒸汽胎接好通气管之后,模具上型就会随着加硫机的上热板一起徐徐下降,直至模具上下型盖好。模具上下型盖好之后,模具花纹和胎边区域就构成了一个完整的型腔;外部的高温高压的蒸汽会从蒸汽胎通气管进入蒸汽胎,自行车轮胎生胎在蒸汽胎内高温高压蒸汽所施加的蒸汽压力的压迫下,自行与轮胎模具的花纹和胎边型腔实现紧密贴合;在蒸汽胎内蒸汽和加硫机热板所提供的热量的共同作用下,自行车轮胎生胎内的橡胶胶料将与化学助剂发生加硫交联反应;最终实现轮胎生胎的硬化和塑形。
4.现有的习用的蒸汽胎加硫进气结构,主要是在加硫机中接通出来的蒸汽软管的末梢处配置一个螺口式或卡扣式接头,然后通过人工把蒸汽软管末梢处的螺口式或卡扣式接头与蒸汽胎中接通出来的通气管进行螺接或卡接。但因为是在高温环境下操作的,加硫工人有被烫伤的危险,加硫工人对此苦不堪言;且这种方法的工作效率也比较低,在螺接或卡接的时候,也要损失一部分的蒸汽。
5.有鉴于此,本发明人专门设计了一种对扣式自行车轮胎模具蒸汽进出气结构,本案由此产生。
技术实现要素:
6.为了解决上述问题,本实用新型的技术方案如下:
7.一种对扣式自行车轮胎模具蒸汽进出气结构,包括相互合模的上型组件与下型组件、带有通气管的蒸汽胎以及加硫机,还包括设置于上型组件与下型组件之间且用于连接通气管与加硫机的对扣式进气组件;
8.所述对扣式进气组件包括分别设置于上型组件与下型组件且可合模形成一密闭空间的上型进气装置与下型进气装置,所述上型进气装置或/和所述下型进气装置设置用
于连通密闭空间与加硫机的进气通道,所述通气管连通密闭空间与蒸汽胎。
9.进一步的,所述上型进气装置与下型进气装置结构一致。
10.进一步的,所述上型进气装置与下型进气装置均包括固定设置于上型组件或下型组件的固定基座、用于保证密封的保汽密封圈以及用于限制保汽密封圈且固定设置于固定基座上的锥形座。
11.进一步的,所述进气通道设置于上型进气装置或下型进气装置的固定基座上。
12.进一步的,所述上型进气装置与下型进气装置的固定基座均设置进气通道,当其中一进气通道与加硫机连接时,另一进气通道用一堵头堵住。
13.进一步的,所述锥形座上设置与锥形孔连通且与通气管外侧壁配合呈半圆柱形的凹槽。
14.进一步的,所述锥形座内部设置用于限制保汽密封圈的锥形孔。
15.进一步的,所述保汽密封圈包括用于与锥形孔配合的锥形部以及设置于锥形部上的挤压部,所述上型组件与下型组件合模,两保汽密封圈的挤压部相互挤压密封。
16.进一步的,所述锥形孔与锥形部之间形成挤压空间。
17.进一步的,所述固定基座通过螺栓锁紧于上型组件或下型组件,所述锥形座通过螺栓锁紧于固定基座上。
18.本实用新型的进出气结构通过对扣式进气组件实现加硫机与密闭空间的连通,当成型时,只需要将通气管连接密闭空间即可,加硫工人就省略了每加硫一条轮胎都要装卸一次蒸汽软管接头的事,减少了工作量,不容易被高温的模具烫伤,提高了效率和安全性,也减少了蒸汽泄漏量。
附图说明
19.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
20.其中:
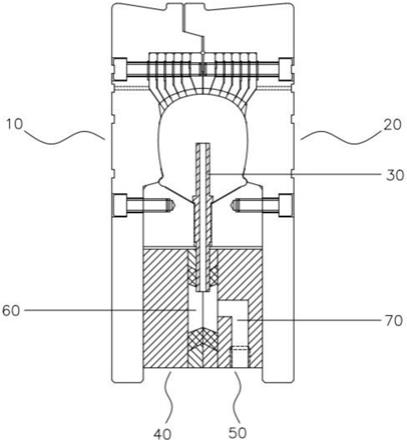
21.图1是本实用新型进出气结构的示意图;
22.图2是本实用新型上型进气装置的剖视图(体现安装);
23.图3是本实用新型固定基座的示意图;
24.图4是本实用新型锥形座的示意图。
25.标号说明:
26.10、上型组件;20、下型组件;30、通气管;40、上型进气装置;41、固定基座;42、
27.保汽密封圈;421、锥形部;422、挤压部;43、锥形座;431、锥形孔;432、凹槽;50、下
28.型进气装置;60、密闭空间;70、进气通道;80、挤压空间。
具体实施方式
29.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
30.请参阅图1至4,是作为本实用新型的最佳实施例的一种对扣式自行车轮胎模具蒸汽进出气结构,包括相互合模的上型组件10与下型组件20、带有通气管30的蒸汽胎以及加硫机,还包括设置于上型组件10与下型组件20之间且用于连接通气管30与加硫机的对扣式进气组件。
31.对扣式进气组件包括分别设置于上型组件10与下型组件20且可合模形成一密闭空间60 的上型进气装置40与下型进气装置50,上型进气装置40或/和下型进气装置50设置用于连通密闭空间60与加硫机的进气通道70,通气管连通密闭空间60与蒸汽胎。本实施例的上型进气装置40与下型进气装置50结构一致,其中不同之处在于进气通道70的设置。
32.具体的,上型进气装置40与下型进气装置50均包括固定设置于上型组件10或下型组件 20的固定基座41、用于保证密封的保汽密封圈42以及用于限制保汽密封圈42且固定设置于固定基座41上的锥形座43,其中;两保汽密封圈42与两固定基座41形成密闭空间60。其中,进气通道70设置于上型进气装置40或下型进气装置50的固定基座41上,由于下型组件20处于相对静止状态,有的进气通道70设置于下型进气装置50的固定基座41上。当然,上型进气装置40与下型进气装置50的固定基座41均设置进气通道70,当其中一进气通道 70与加硫机连接时,另一进气通道70用一堵头堵住,便于根据便利性进行选择。
33.锥形座43上设置与锥形孔431连通且与通气管30外侧壁配合呈半圆柱形的凹槽432,蒸汽胎放置在下型组件20时,通气管30对齐位于下型进气装置50的锥形座43的凹槽432 设置,起到一定的定位作用。
34.锥形座43内部设置用于限制保汽密封圈42的锥形孔431,保汽密封圈42包括用于与锥形孔431配合的锥形部421以及设置于锥形部421上的挤压部422,上型组件10与下型组件 20合模,两保汽密封圈42的挤压部422相互挤压密封,锥形孔431与锥形部421之间形成挤压空间80,当挤压时,有一定的避让空间。
35.固定基座41通过螺栓锁紧于上型组件10或下型组件20,锥形座43通过螺栓锁紧于固定基座41上。
36.本实用新型对扣式自行车轮胎模具蒸汽进出气结构的大致原理如下:
37.加硫机中的蒸汽软管通过m14的螺牙与固定基座41的m14螺孔相连接,所以加硫机中的高温高压的水蒸气先通过蒸汽软管,然后再通过m14螺牙孔,接着进入固定基座41的进气通道70,接着高温高压的水蒸气就进入由两固定基座41、两保汽密封圈42、两锥形座43所包围而成的密闭空间60内;接着,高温高压的水蒸气将进入蒸汽胎的通气管30;最后,高温高压的水蒸气将由通气管30进入蒸汽胎内部。这些进入蒸汽胎内部的水蒸气将在蒸汽胎里面保温保压一段时间,在此期间,这些高温高压的水蒸气将持续给自行车轮胎的加硫化学反应提供热量和压力,水蒸气所提供的热量将促使自行车轮胎生胎中的化学助剂与橡胶高分子发生交联反应,从而促使轮胎生胎凝固、硬化和塑形;水蒸气所提供的压力将促使轮胎生胎在还没有发生化学反应而硬化之前,就被挤压入轮胎模具的花纹和胎边型腔面中,并且持续提供压力,保证轮胎生胎始终与轮胎模具的花纹和胎边型腔面紧密贴合,直至轮胎加硫化学反应完成为止。所以,水蒸气是可以给轮胎加硫反应提供塑形压力的。加硫化学反应完成后,废蒸汽将顺着原来的管路,原路被加硫机的抽气装置抽出。
38.综上所述,本实用新型的对扣式自行车轮胎模具蒸汽进出气结构具有结构简单,方便组配,成本低廉,坚固耐用的特点,同时相较于其他自行车轮胎模具的进气结构,它也
具有蒸汽用量少,热量损失少,模具加温快,加硫速度快等优点,同时可以节约成本和提升效率。
39.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1