一种易于超薄耐热灯罩成型的装置的制作方法
1.本实用新型属于灯罩加工设备技术领域,具体涉及一种易于超薄耐热灯罩成型的装置。
背景技术:
2.灯罩是安装在灯焰外围或灯泡上用以聚光或防风防水的保护装置。灯罩不仅提供聚光作用,还可以防止触电,保护使用者的眼睛。现有的灯罩越来越趋近于超薄、耐热等性能方面的生产,然而灯罩的成型装置大多不能在一道工序内实现二次成型加工,需要另设成型装置进行涂覆或再成型。
3.公开号cn211588505u公开了一种五金加工用灯罩成型装置,包括固定柱,固定柱右侧面的下部固定连接有工作台,工作台的上表面固定镶嵌有阴模,固定柱右侧面的上部固定连接有支撑板,支撑板的底面固定连接有电动推杆,电动推杆的输出端固定连接有滑动板,滑动板的底面固定连接有阳模,该五金加工用灯罩成型装置,不能实现加料成型,且缺少顶出装置,成型加工效率较低。
技术实现要素:
4.本实用新型的目的是提供一种提高成型加工效率的易于超薄耐热灯罩成型的装置。
5.本实用新型提供了如下的技术方案:
6.一种易于超薄耐热灯罩成型的装置,包括成型底座,所述成型底座两侧对称安装有支撑杆,所述支撑杆上设置有移动梁,所述两侧移动梁之间架设有横梁,所述横梁内设置有螺杆,所述螺杆上滑动安装有电动滑块,所述电动滑块一侧安装有伸缩杆,所述伸缩杆上安装有料筒,且伸缩杆内设置有伸缩管,伸缩杆底部安装有定位板,所述定位板底部设置有凸模,所述凸模下方成型底座上设置有多个凹模,所述多个凹模底部设置有推杆,所述推杆底部安装有气缸。
7.进一步的,所述料筒内安装有转轴,所述转轴顶部安装有第一电机,且转轴两侧对称设置有多个搅拌棒,所述搅拌棒内设置有电加热棒,所述料筒顶部对称设置有进料口,且料筒底部对称设置有导料板。
8.进一步的,所述定位板两侧对称设置有加料箱,所述加料箱底部安装有加料管。
9.进一步的,所述凸模内设置有出料管道,所述出料管道与伸缩管连通,且出料管道底部设置有自动挡片。
10.进一步的,所述凹模顶部设置有定位槽,所述定位槽两侧设置有管槽。
11.进一步的,所述螺杆一端安装有第二电机,所述第二电机可在两端的移动梁内滑动。本实用新型的有益效果主要体现在:
12.1)通过螺杆配合电动滑块使得凸模整体能够快速移动到加工位置,同时伸缩杆配合伸缩管使得凸模整体能够上下抬升和下降;
13.2)通过加料箱和加料管的设置实现灯罩耐热层的初步加工,且自动挡片能够有效控制灯罩本体原料的进料,从而能够在耐热层加工完毕后再进行灯罩本体的成型加工;
14.3)同时,定位板配合定位槽能够有助于成型加工的定位,且管槽可在成型时安放加料管;
15.4)此外,气缸配合推杆实现成型加工完毕后工件的顶出,有利于工件的拿取。
附图说明
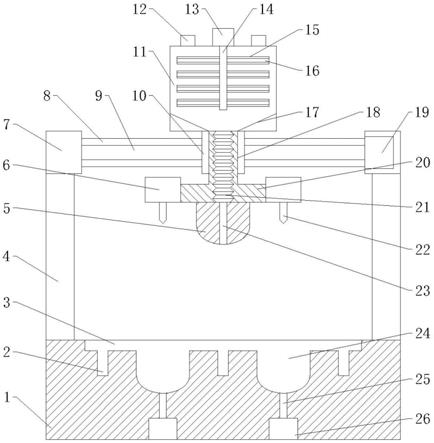
16.图1是本实用新型一种易于超薄耐热灯罩成型的装置的主视图;
17.图2是本实用新型一种易于超薄耐热灯罩成型的装置的凸模主视图。
18.图中标记如下:
[0019]1‑
成型底座;2
‑
管槽;3
‑
定位槽;4
‑
支撑杆;5
‑
凸模;6
‑
加料箱;7
‑
移动梁;8
‑
横梁;9
‑
螺杆;10
‑
电动滑块;11
‑
料筒;12
‑
进料口;13
‑
第一电机;14
‑
转轴;15
‑
搅拌棒;16
‑
电加热棒;17
‑
导料板;18
‑
伸缩杆;19
‑
第二电机;20
‑
定位板;21
‑
伸缩管;22
‑
加料管;23
‑
出料管道;24
‑
凹模;25
‑
推杆;26
‑
气缸;27
‑
自动挡片。
具体实施方式
[0020]
以下结合附图详细说明本实用新型的具体实施方式,使本领域的技术人员更清楚地理解如何实践本实用新型。尽管结合其优选的具体实施方案描述了本实用新型,但这些实施方案只是阐述,而不是限制本实用新型的范围。
[0021]
实施例1:
[0022]
结合附图1
‑
2所示,一种易于超薄耐热灯罩成型的装置,包括成型底座1,所述成型底座1两侧对称安装有支撑杆4,所述支撑杆4上设置有移动梁7,所述两侧移动梁7之间架设有横梁8,所述横梁8内设置有螺杆9,所述螺杆9上滑动安装有电动滑块10,电动滑块10可在螺杆9上左右移动,所述电动滑块10一侧安装有伸缩杆18,所述伸缩杆18上安装有料筒11,料筒11用以存储原料,且伸缩杆18内设置有伸缩管21,伸缩管21配合伸缩杆18可上下拉伸和收缩,伸缩杆18底部安装有定位板20,定位板20方便快速成型定位,所述定位板20底部设置有凸模5,所述凸模5下方成型底座1上设置有多个凹模24,所述多个凹模24底部设置有推杆25,所述推杆25底部安装有气缸26,通过气缸26配合推杆25实现成型后的工件快速顶出。
[0023]
所述料筒11内安装有转轴14,所述转轴14顶部安装有第一电机13,且转轴14两侧对称设置有多个搅拌棒15,通过启动第一电机13带动转轴14和搅拌棒15旋转,加快原料的混合,所述搅拌棒15内设置有电加热棒16,电加热棒16可对原料进行热熔,所述料筒11顶部对称设置有进料口12,且料筒11底部对称设置有导料板17,方便原料快速流动进料。
[0024]
所述定位板20两侧对称设置有加料箱6,加料箱6内可存储用于成型耐热层的原料即环氧树脂,所述加料箱6底部安装有加料管22,加料箱6配合加料管22可进行耐热层的初次加工。
[0025]
所述凸模5内设置有出料管道23,所述出料管道23与伸缩管21连通,且出料管道23底部设置有自动挡片27,自动挡片27在一次加料后,可关闭出料管道23,然后下一个灯罩成型时,再通过原料的重力冲击自动打开出料管道23;所述凹模24顶部设置有定位槽3,定位槽3用以安放定位板20,所述定位槽3两侧设置有管槽2,管槽2用以安放加料管22。
[0026]
所述螺杆9一端安装有第二电机19,第二电机19驱动螺杆9旋转,且第二电机19可在两端的移动梁7内滑动。
[0027]
本实用新型的具体工作原理如下:
[0028]
通过两个进料口12将灯罩原料投入到料筒11内,同时启动第一电机13,带动转轴14旋转,从而使得多个搅拌棒15对灯罩原料进行快速混合,且电加热棒16对原料进行快速热熔,并由导流板17的导流,进入伸缩杆18内,伸缩杆18配合伸缩管21使得伸缩杆18带动凸模5整体下降,此外,启动第二电机19使得螺杆9旋转,从而让电动滑块10带动凸模5整体移动到成型加工位置。
[0029]
此时,由加料箱6配合加料管22对灯罩的耐热层加工进行初步加料,加热箱6内的耐热层原料投入到凹模24内,然后控制伸缩杆18整体下降,定位板20和定位槽3相互契合,加料管22与管槽2相互契合,凹模24与凸模5进行耐热层的初步挤压成型。当耐热层成型完毕后,打开自动挡片27,使得灯罩原料投入到凹模24内,控制伸缩杆18的抬升和下降,从而在耐热层成型后的基体上进行灯罩本体的成型加工。灯罩整体加工完毕后,启动气缸26推动推杆25对成型工件进行顶出,方便成型后工件的拿取。
[0030]
以上所述仅是本实用新型优选的实施方式,但本实用新型的保护范围并不局限于此,任何基于本实用新型所提供的技术方案和发明构思进行的改造和替换都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1