一种注塑模镶件的自动上料装置的制作方法
1.本实用新型涉及注塑技术领域,具体涉及一种注塑模镶件的自动上料装置。
背景技术:
2.注塑成型是将热熔状态的塑胶材料高速注入到模具内具有所需形状的密闭成型空间中,等塑胶材料冷却固化后,打开模具将固化的塑胶加工物顶出,以获得成型品的方法,因此,模具是注塑成型中不可缺少的重要组件。
3.为了延长模具的使用寿命,便于更换模具,现有技术中多将模具中需要频繁进行更换或者容易损坏的部分设置成镶件,通过更换镶件,来降低模具的成本,因此,需要在使用注塑工艺开始前,将镶件上料至注塑模具内。
4.现有的注塑模镶件上料装置,如中国专利cn203665814u一种用于向模具上放置镶件的冶具,此种装置需要在放置镶件的定位结构和用于推出镶件的推动结构之间设置定位柱,定位柱在使用过程中易损坏,且定位柱的尺寸不易调节,不能适用于多种需求。
技术实现要素:
5.为克服上述缺点,本实用新型的目的在于提供一种注塑模镶件的自动上料装置,不需设置定位柱即可实现抵推杆与镶件的对准,不会发生偏斜,方便使用。
6.为了达到以上目的,本实用新型采用的技术方案是:一种注塑模镶件的自动上料装置,包括底板、镶件座和抵推座,所述底板包括第一滑槽和第二滑槽,所述第一滑槽和所述第二滑槽垂直设置,所述镶件座包括第一滑块、抵推孔和镶件槽,第一滑块和所述第一滑槽配合,所述镶件座通过所述第一滑块可滑动的设置在所述第一滑槽内,所述抵推孔设置在所述镶件座靠近所述抵推座的一侧表面上,所述镶件槽设置在所述镶件座远离所述抵推孔的一侧表面上,所述抵推孔贯穿所述镶件座,所述抵推孔贯穿所述镶件槽,所述镶件槽用于容纳所述镶件,所述抵推座包括第二滑块和抵推杆,所述第二滑块与所述第二滑槽配合,所述抵推座通过所述第二滑块可滑动的设置在所述第二滑槽内,所述抵推杆设置在所述抵推座靠近所述镶件座的一侧表面上,所述抵推杆与所述抵推孔配合,所述抵推杆用于将所述镶件槽内的镶件推出。
7.优选的,所述第一滑槽内设有位置可调整的挡件,用于限位所述镶件座。
8.优选的,所述第二滑槽内设有位置可调整的挡件,用于限位所述抵推座。
9.优选的,所述第一滑块设置为倒“t”形。
10.优选的,所述第二滑块设置为倒“t”形。
11.优选的,所述抵推杆设置为两个,所述抵推孔设置为两个。
12.与现有技术相比,本实用新型的有益效果是,通过设置第一滑块和第一滑槽、第二滑块和第二滑槽,实现镶件座和抵推座之间的配合;通过控制第一滑槽和第二滑槽的位置,实现镶件座和抵推座之间的快速定位;通过控制抵推座在第二滑槽内的位置,实现抵推动作,操作简单,方便快捷。
附图说明
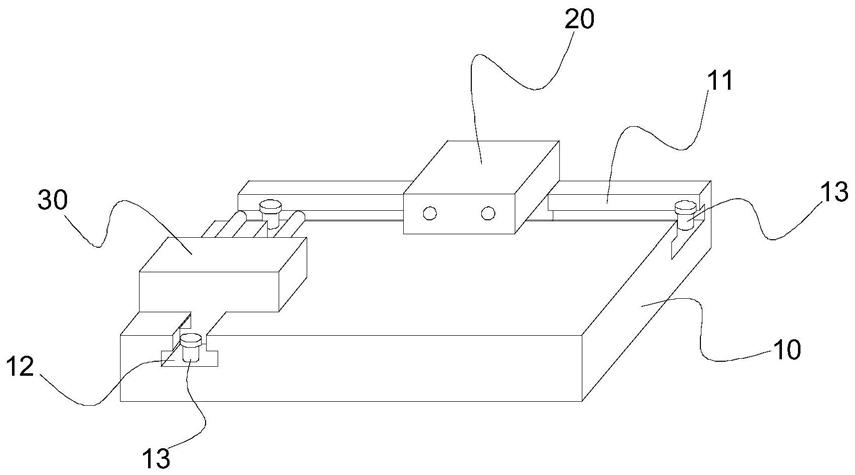
13.图1为本实用新型一较佳实施例的整体结构示意图;
14.图2为本实用新型一较佳实施例底板的结构示意图;
15.图3为本实用新型一较佳实施例的镶件座的结构示意图;
16.图4为图3的另一角度的结构示意图;
17.图5为图3的正视图;
18.图6为本实用新型一较佳实施例的抵推座的结构示意图;
19.图7为图6的右视图。
20.图中:
21.10、底板;11、第一滑槽;12、第二滑槽;13、挡件;20、镶件座;21、第一滑块;22、抵推孔;23、镶件槽;30、抵推座;31、第二滑块;32、抵推杆。
具体实施方式
22.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
23.如附图1至附图7所示,本实施例中的注塑模镶件的自动上料装置包括底板10、镶件座20和抵推座30。
24.如附图1及附图2所示,底板10包括第一滑槽11和第二滑槽12,第一滑槽11和第二滑槽12垂直设置,第一滑槽11与镶件座20配合,使得镶件座20可滑动的设置在第一滑槽11中,第二滑槽12与抵推座30配合,使得抵推座30可滑动的设置在第二滑槽12中。
25.如附图2所示,在本实施例中,第一滑槽11为贯穿底座10的通槽,第二滑槽12远离第一滑槽11的一侧贯穿底座10,第二滑槽12靠近第一滑槽11的一侧与第一滑槽11相交。
26.如附图2所示,在本实施例中,第一滑槽11和第二滑槽12内设有挡件13,用于对镶件座20和抵推座30进行限位,同时,防止镶件座20和抵推座30脱出。
27.在本实施例中,第一滑槽11及第二滑槽12内设有与挡件13配合的安装孔(图中未示出),用于将挡件13安装在第一滑槽11及第二滑槽12内,优选的,安装孔设置为螺纹孔,挡件13设置为大头螺钉。
28.在本实施例中,第二滑槽12设置为多个,抵推座30根据实际使用情况设置在所需的第二滑槽12内。
29.如附图3至附图5所示,镶件座20包括第一滑块21、抵推孔22和镶件槽23,镶件槽23用于容纳镶件(图中未示出),可根据实际使用的镶件调整镶件槽23的尺寸及形状,第一滑块21与第一滑槽11配合,镶件座20通过第一滑块21在第一滑槽11内滑动,抵推孔22设置在镶件座20靠近抵推座30的一侧表面上,镶件槽23设置镶件座20远离抵推孔22的一侧表面上,抵推孔22贯穿抵推座30,抵推孔22贯穿镶件槽23。
30.如附图2所示,本实施例中,第一滑块21设置为倒“t”形。
31.本实施例中,第一滑块21与镶件座20一体设置。
32.如附图6至附图7所示,抵推座30包括第二滑块31和抵推杆32,第二滑块31与第二滑槽12配合,抵推座30通过第二滑块31在第二滑槽12内滑动,抵推杆32设置在抵推座30靠
近镶件座20的一侧表面上,抵推杆32与镶件座20上的抵推槽23配合设置,抵推杆32用于将设置在镶件槽23内的镶件推出至注塑模中。
33.在本实施例中,抵推杆设置为两个,抵推孔设置为两个。
34.如附图2所示,本实施例中,第二滑块22设置为倒“t”形。
35.本实施例中,第二滑块31与抵推座30一体设置。
36.本实施例中,镶件座20和抵推座30连接有动力源气缸。
37.调整第一滑槽11中挡件13的位置,使得抵推孔22与抵推杆32对准配合,如此设置,不需独立设置定位杆,当需要调节抵推杆32相对于镶件座20的长度时,只需调整第二滑槽12中挡件13的位置,即可实现。
38.本实用新型的工作原理如下:
39.在需要在注塑模内放入新的镶件时,将所需镶件放入镶件槽23中,镶件座20在第一滑槽11中滑动,直至被挡件13限位,此时,镶件槽23与注塑模对准,抵推座30在第二滑槽12中朝着靠近镶件座20的方向滑动,抵推杆32进入抵推孔22中,随着抵推座30的滑动,抵推杆32接触镶件,将镶件32推至注塑模中,当需要往镶件槽23中放置新的镶件时,镶件座20朝着远离第二滑槽12的方向移动,方便操作人员操作。
40.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1