一种共挤成型模具的制作方法
1.本实用新型涉及换热清洗领域,具体涉及一种共挤成型模具。
背景技术:
2.螺旋纽带是螺旋纽带装置中的重要部件,通常安装于换热器管内,具有强化换热和在线清洗的功能。螺旋纽带利用流体的速度使得自身以螺旋状态在换热管内旋转运行,旋转的螺旋纽带改变了管内水的运行状态,扩大了紊流区,缩小或消除了层流边界层和过渡层,使水垢不易在管壁内停留,并全部流出换热管,提高强化换热效果的同时,也实现在机组运行中自动清洗的功能。
3.目前,现有的螺旋纽带的制作,主要是用工程塑料挤塑制成螺旋纽带,螺旋纽带不能在酸碱等恶劣工况下使用,而且工程塑料的硬度较高,容易刮伤换热管管壁。所以有必要提供一种新的螺旋纽带成型模具。
技术实现要素:
4.本实用新型目的是提供一种共挤成型模具,以解决现有的不能在酸碱等恶劣工况下使用,而且螺旋纽带的材料硬度较高,容易刮伤换热管管壁的问题。
5.为解决上述技术问题,本实用新型采用的共挤成型模具技术手段如下:用于双层螺旋纽带的生产,所述主模具包括有连通的主流道和至少一条分流道,所述分流道末端连接有共挤流道,所述共挤流道位于主流道的外围;所述副模具上设有与主流道对应的共同流道。
6.上述技术方案的共挤成型模具具有如下的技术优点:现有的螺旋纽带用工程塑料制造,工程塑料制作的螺旋纽带拥有较好的硬度,同时螺旋纽带旋转时拥有更好的同轴度,但工程塑料制作的螺旋纽带表面硬度大,螺旋纽带在换热管内旋转时容易刮伤换热管内壁的氧化膜,使换热管内壁容易附着结垢,不利于螺旋纽带的在线清洗和强化换热。本实用新型将内层较硬的工程塑料和外层较软的氟塑料共挤成一个整体,提升了双层螺旋纽带的力学性能,而且双层螺旋纽带的内层和外层共挤成型后,使双层螺旋纽带整体硬度也相应提高,内层工程塑料可以起到很好的骨架支撑作用;外层的氟化层可以设置成需要的厚度,增加双层螺旋纽带的使用寿命,而且外层的氟化层表面疏水性好,不易结垢,氟化层的硬度较低不易刮伤换热管的内壁;采用本实用新型制作双层螺旋纽带,还可以简化生产工艺,有利于大批量生产。
7.作为优选方案,所述分流道有两条,两条所述分流道的末端分别连接在共挤流道的两边;将两条分流道设置在共挤流道的两边,有利于分流道中的外层原料通过共挤流道更均匀流动到主流道出口周围。
8.作为优选方案,所述主流道的出口设有导流外延,有利于将经过分流道、共挤流道的外层原料与主流道出口的内层原料更好的融合。
9.作为优选方案,所述导流外延外部呈内收的外部延伸面;导流外延内部与主流道
齐平,不影响主流道中内层原料的流动,导流外延外部呈内收的外部延伸面,有利于将共挤流道的外层原料导向主流道出口的内层原料的表面。
10.作为优选方案,所述共同流道与主流道贴合一侧为共同流道进口,所述共同流道进口设有导向斜面,所述导向斜面为导流外延外部斜面的等距曲面;导向斜面配合导流外延,导向斜面为导流外延外部斜面的等距曲面,两个平面相互平行;有利于使内层与外层的原料融合成型。
11.作为优选方案,所述主模具上设有多个安装孔;配合使用螺栓便于限位固定,同时便于主模具安装固定在共挤设备上。
12.作为优选方案,所述副模具上设有与主模具安装孔对应的多个沉头孔,所述沉头孔安装方向为主模具的方向;副模具上的沉头孔配合使用螺栓,便于安装固定副模具。
13.作为优选方案,所述主流道和共同流道位于主模具的几何中心位置。
14.作为优选方案,所述主流道和共同流道的通道壁为等距曲面;内层和外层的原料共挤成型效果更好,防止在共挤过程中出现外层原料厚度不均匀的问题。
15.作为优选方案,所述分流道、共挤流道的转角处设有过渡圆弧;减小外层原料流动时的阻力,使外层原料流动时更加顺畅,有利于提高共挤成型效率。
附图说明
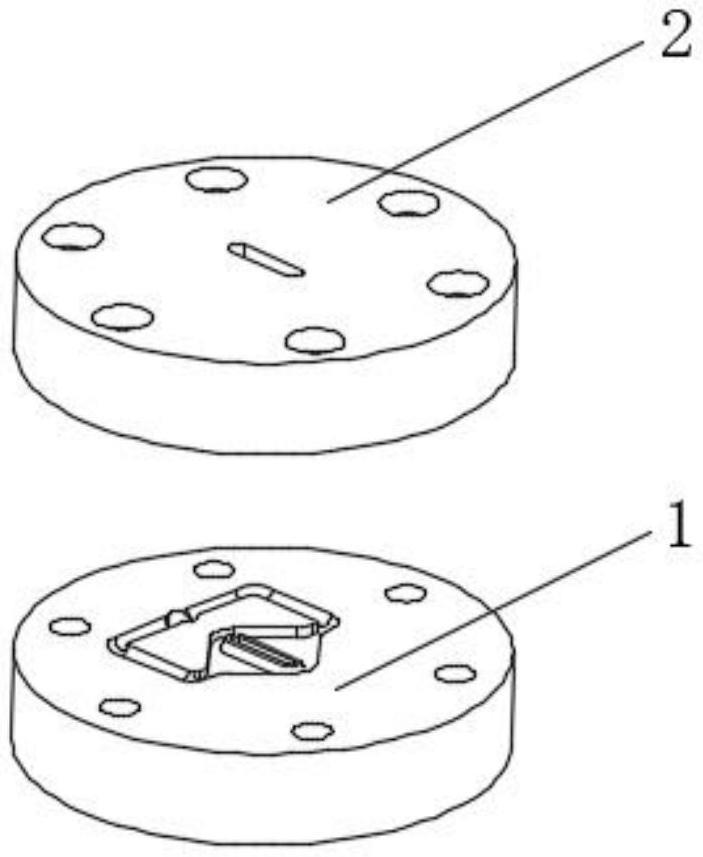
16.图1为本实用新型的爆炸示意图;
17.图2为本实用新型中主模具外形示意图;
18.图3为本实用新型中主模具另一个方向的外形示意图;
19.图4为本实用新型中副模具的外形示意图;
20.图5为本实用新型的整体外形示意图;
21.图6为本实用新型的正视图;
22.图7为本实用新型正视图中的a
‑
a剖面图;
23.图8为本实用新型的原理图。
24.图中主要部件符号说明如下:
25.1、主模具;13、共挤流道;14、安装孔;
26.11、主流道;111、主流道进口;112、主流道出口;113、导流外延;
27.12、分流道;121、分流道进口;122、第一分流道;123、第二分流道;
28.2、副模具;21、共同流道;211、共同流道进口;212、共同流道出口;22、沉头孔。
具体实施方式
29.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
30.如图1所示,共挤成型模具用于双层螺旋纽带的生产,包括有主模具1和副模具2,主模具1和副模具2为圆柱体状。主模具1上设有多个安装孔,所述副模具2上设有与主模具 1安装孔对应的多个沉头孔22,沉头孔22安装方向为主模具1的方向。
31.如图2和3所示,主模具1包括有连通的主流道11和至少一个分流道12,主流道11与主模具1的轴线重合,分流道12与主模具1的轴线平行,主流道11包括内层原料流入的主流
道进口112和内层原料流出的主流道出口112,分流道12包括有进外层料的分流道进口 121;分流道12优选有两个,分流道12分为第一分流道122和第二流道123;两条分流道的末端对称连接在共挤流道13两边,共挤流道13位于主流道11的外围;分流道12、共挤流道13的转角处设有过渡圆弧。
32.如图4所示,主流道1的出口设有导流外延113,导流外延113外部呈内收的外部延伸面;副模具2上设有与主流道11对应的共同流道21,共同流道21的截面积大于主流道11 的截面积。
33.如图5、6和7所示,共同流道21包括有进料的共同流道进口211和出料的共同流道出口212,共同流道21的进口设有导向斜面,该导向斜面为导流外延113外部斜面的等距曲面;主流道11和共同流道13位于主模具1的几何中心位置,且主流道11和共同流道13的通道壁为等距曲面。
34.如图8所示,共挤原理:双层螺旋纽带的主流道11(内层)优选为psu塑料,分流道12 (外层)优选为氟化料。内层:主流道11的psu塑料只横向流动,流动过程中截面形状、面积不发生任何变化。外层:分流道12的氟化料首先经过第一分流道122、第二分流道123,然后经过供给流道13流动到主流道11出口外围,在通过导流外延113的导向作用下,将主流道11贴合包裹(外层的氟化料顺着主流道11出口上的导流外延113,流动到从主流道11 流出的psu塑料上,氟化料贴合包围在psu塑料外部);最后内层和外层共挤贴合在一起后,一同经过共同流道21流出,得到完整的共挤成型双层螺旋纽带。
35.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1