吹瓶机中模具与模壳之间的快换式安装结构的制作方法
1.本实用新型涉及吹瓶机技术领域,具体涉及吹瓶机中模具的安装结构。
背景技术:
2.随着饮料包装技术的不断发展,饮料包装产能要求不断提高。一台吹瓶机在吹制不同瓶型的瓶子时,需要更换相应的模具。模具安装在模壳中,目前的模具安装结构复杂,每次更换时间较长,影响吹瓶效率。
技术实现要素:
3.本实用新型的目的是:提供一种吹瓶机中模具与模壳之间的快换式安装结构,此安装结构能极大地方便模具地安装和拆卸,从而能有效提高生效效率。
4.为实现上述目的,本实用新型采用的技术方案是:吹瓶机中模具与模壳之间的快换式安装结构,所述的模壳设置在模具外,模具与模壳之间设置有若干连接轴,每根连接轴与模壳和模具之间的连接结构包括:连接轴的里端设置有挡块;模具上固定设置有安装块,安装块上设置有相互连通的安装通孔和安装腔,安装通孔的端部与安装腔之间设置卡挡台阶;模壳上开设有连接通孔;连接轴穿设在连接通孔与安装通孔中,连接轴上的挡块位于安装腔内,连接轴的外端部与连接通孔之间设置有弹性锁紧机构,在弹性锁紧机构的作用下,连接轴上的挡块能紧密卡挡在卡挡台阶上从而使模具与模壳紧密连接;转动连接轴使得挡块位于安装通孔位置时,连接轴上的挡块能通过安装通孔与安装腔脱离,从而使模具与模壳相脱离。
5.进一步地,前述的吹瓶机中模具与模壳之间的快换式安装结构,其中,每根连接轴上的挡块均呈沿连接轴的径向向外凸出的“一”字长条型;所述的安装通孔的横截面呈与挡块相适应的长条形孔的形状。
6.进一步地,前述的吹瓶机中模具与模壳之间的快换式安装结构,其中,弹性锁紧机构的结构包括:连接轴上的外端部套装有压缩弹簧,压缩弹簧的两端分别压挡在连接通孔内壁上的弹簧支撑台阶与弹簧座上,所述的弹簧座套装在连接轴上,弹簧座外的连接轴上螺纹连接有锁紧螺母。
7.进一步地,前述的吹瓶机中模具与模壳之间的快换式安装结构,其中,安装块在模具上的安装结构包括:模具上开设有向里凹陷的安装槽,安装块安装在安装槽中,安装块与安装槽之间螺栓固定连接。
8.进一步地,前述的吹瓶机中模具与模壳之间的快换式安装结构,其中,模具与模壳之间还设置有卡挡定位机构,所述的卡挡定位机构的结构包括:模具的两侧分别设置压挡台阶,压挡台阶两侧的模壳上分别设置有压板和压杆,所述的压板固定设置在模壳上,所述的压板压挡在与其同侧的模具的压挡台阶上,所述的压杆可转动地活动安装在模壳上,压杆在竖直方向上至少设置有两个,每个压杆能转动至压挡在与其同侧的模具的压挡台阶上或转动至与压挡台阶脱离。
9.更进一步地,前述的吹瓶机中模具与模壳之间的快换式安装结构,其中,用于安装位于最上端位置的安装块的安装槽均与限位凹槽相贯通,所述的凸块卡挡在限位凹槽中的安装块上。
10.本实用新型的优点是:连接结构简单、可靠、巧妙,制作十分方便,为模具的更换提供了极大的便利,使得模具快速更换,同时还能满足合模补偿的技术要求,因此不仅能进一步提高包装生产效率,还能有效保证吹瓶质量。
附图说明
11.图1是本实用新型所述的吹瓶机中模具与模壳之间的快换式安装结构的立体结构示意图。
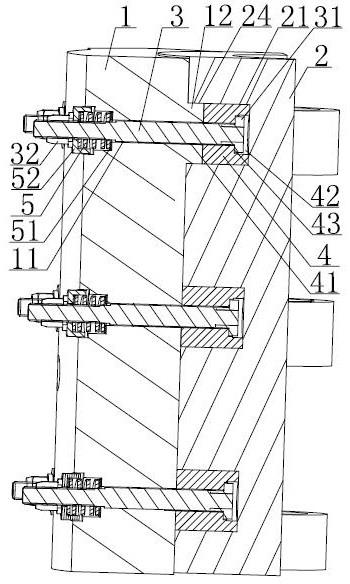
12.图2是本实用新型所述的吹瓶机中模具与模壳之间的快换式安装结构的结构示意图。
13.图3是图2中连接轴在模具上的安装结构示意图。
14.图4是连接轴的结构示意图。
具体实施方式
15.下面结合附图和优选实施例对本实用新型作进一步的详细说明。
16.如图1、图2、图3、图4所示,吹瓶机中模具与模壳之间的快换式安装结构,所述的模壳1设置在模具2外。模具2与模壳1之间设置有若干连接轴3,连接轴3的数量可以根据实际需要设置。本实施例中为了提高连接的可靠性,模具2与模壳1之间设置有六根连接轴3,六根连接轴3分为两列,每列从上至下间隔设置三根。
17.每根连接轴3与模壳1和模具2之间的连接结构包括:连接轴3的里端设置有挡块31;模具2上固定设置有安装块4,具体地,安装块4在模具2上的安装结构包括:模具2上开设有向里凹陷的安装槽21,安装块4安装在安装槽21中,安装块4与安装槽21之间螺钉22固定连接。安装块4上设置有相互连通的安装通孔41和安装腔42,安装通孔41的端部与安装腔42之间设置卡挡台阶43;模壳1上开设有连接通孔11;连接轴3穿设在连接通孔11与安装通孔41中,连接轴3上的挡块31位于安装腔42内,连接轴3的外端部与连接通孔11之间设置有弹性锁紧机构,在弹性锁紧机构的作用下,连接轴3上的挡块31能紧密卡挡在卡挡台阶43上从而使模具2与模壳1紧密连接;转动连接轴3使得挡块31位于安装通孔41位置时,连接轴3上的挡块31能通过安装通孔41与安装腔42相脱离,从而使模具2与模壳1相脱离。
18.为了安装和更换方便,本实施例中,每根连接轴3上的挡块31均呈沿连接轴3的径向向外凸出的“一”字长条形;所述的安装通孔41的横截面呈与挡块31相适应的长条形孔的形状。
19.本实施例中,如图2所示,所述的弹性锁紧机构的结构包括:连接轴3上的外端部套装有压缩弹簧5,压缩弹簧5的两端分别压挡在连接通孔41内壁上的弹簧支撑台阶51与弹簧座52上,所述的弹簧座52套装在连接轴3上,弹簧座52外的连接轴3上螺纹连接有锁紧螺母32。
20.为了防止模具2与模壳1之间发生转动,如图1所示,本实施例中,模具2与模壳1之间还设置有第一卡挡定位机构,所述的第一卡挡定位机构的结构包括:模具2的两侧分别设
置压挡台阶23,压挡台阶23两侧的模壳1上分别设置有压板6和压杆7,所述的压板6固定设置在模壳1上,所述的压板6压挡在与其同侧的模具1的压挡台阶上,所述的压杆7可转动地活动安装在模壳1上,压杆7在竖直方向上至少设置有两个,每个压杆7均能转动至压挡在与其同侧的模具1的压挡台阶23上或转动至与压挡台阶23相脱离。
21.为了防止模具2与模壳1之间发生上下窜动,如图2、图3所示,模具2与模壳1之间还设置有第二卡挡定位机构,所述的第二卡挡定位机构包括:在模具2的上端部设置有沿着模具2周向设置的、向里凹进的限位凹槽24,模壳1上设置有向外凸出的、沿周向设置的凸块12,所述的凸块12卡挡在限位凹槽24中。本实施例中,为了简化连接结构,用于安装每列安装块4中的位于最上端位置的安装块的安装槽21均与限位凹槽24相贯通,所述的凸块12卡挡在限位凹槽24中的安装块4上。
22.工作原理如下:当需要更换模具2时,先将压杆7转动至与压挡台阶23相脱离,然后依次松开锁紧螺母32,再转动每根连接轴3,使得每根连接轴3上的挡块31位于对应安装通孔41位置,这样每根连接轴3上的安装块31则能通过安装通孔41与安装腔42相脱离,这样模具2就与模壳1相脱离了,十分方便。然后更换上所需的模具2,将每根连接轴3上的挡块31通过模具2上对应的安装通孔41伸入至安装腔42内,转动每根连接轴3,使得每个挡块31均卡挡在对应的卡挡台阶43上,锁紧每个锁紧螺母32。再将压杆7转动至压挡在压挡台阶23上。这样模具2更换完成了,十分便捷。
23.吹瓶机中的吹瓶机构通常包括:能相互合模的动模和定模,动模能相对定模转动而实现合模,动模和定模都包括有模具和模壳。本实用新型所述的模具与模壳的连接可以是动模中的模具与模壳的连接,也可以是定模中的模具与模壳的连接。动模和定模合模后,为了减小合模缝隙,通常还需要进行合模补偿。目前,合模补偿通常采用向模壳内通入高压气的方式,通过高压气对合模后的模具进一步加压,以尽量减小合模位置的合模缝隙。本实用新型中的模具与模壳之间通过弹性锁紧机构实现紧密卡挡连接,这种连接结构使得在向模壳内通入高压气增压时,合模后的一对模具仍能相互靠拢,因此本技术所述的连接结构在解决模具与模壳快拆的技术问题的同时,还满足了合模后合模补偿的技术要求。
24.本实用新型的优点在于:连接结构简单、可靠、巧妙,制作十分方便,为模具的更换提供了极大的便利,使得模具快速更换,同时还能满足合模补偿的技术要求,因此不仅能进一步提高包装生产效率,还能有效保证吹瓶质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1