一种花盆注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,尤其是一种花盆注塑模具。
背景技术:
2.花盆是通过模具注塑成型,一般的通过热熔的塑料注入模具的型腔内,均匀加热一段时间,然后冷却一段时间,形成花盆。然而一般的模具,其需要在下模板和底板之间增加顶针板和方铁的结构,其高度较高,受限于小型注塑机的安装空间,其无法进行安装使用。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供了一种花盆注塑模具,其结构紧凑,节省了安装空间。
4.为了实现上述目的,本实用新型采用的技术方案是:一种花盆注塑模具,包括上模具组件和下模具组件,所述上模具组件包括由上至下依次设置的上安装板和上模板,上安装板与上模板固定连接,上模板上设置有上型芯,所述下模具组件包括由上至下依次设置的下模板和下底板,下模板与上模板相贴,下模板与下底板固定连接,所述下模板上设置有下型芯,下型芯伸入上型芯内,上型芯与下型芯之间构成型腔设置,上安装板的中心处设置有注浇管,注浇管的出料口伸至型腔处,还包括有可将注塑成型后的花盆顶离下型芯的顶出组件,顶出组件包括顶出座、顶杆和复位弹簧,顶出座沿竖直方向滑移设置在下底板上,所述顶杆沿竖直方向设置,顶杆的一端与顶出座固定连接,顶杆的另一端贯穿下型芯并伸至型腔处,复位弹簧驱动顶出座和顶杆滑移复位。
5.通过采用上述方案,上型芯与下型芯配合构成型腔,可在型腔内成型花盆,外部的热熔塑料通过注浇管注入型腔内,然后经过冷却后,一次注塑成型花盆,注塑成型后,可由外部驱动件带动顶出座移动,从而带动顶杆移动,可将注塑成型后的花盆顶离下型芯,待外部驱动件撤去作用力,复位弹簧带动顶出座和顶杆复位,便于下一次顶出操作,由于该模具只设置下模板和底板,其整体高度减小,结构紧凑,节省了安装空间。
6.本实用新型的进一步设置是:所述下模板与下底板之间设置有供顶出座滑移的滑腔,复位弹簧外套于顶杆并置于滑腔处,顶杆远离顶出座的一端连接有顶头,下型芯上设置有与顶头形状适配的活动腔,在注塑成型前,顶头移入活动腔内。
7.通过采用上述方案,顶头通过插销连接在顶杆的端部,在注塑成型前,顶头移入活动腔内,顶头的上端面与下型芯的端面平齐,不会影响花盆的成型,结构简单,设计合理。
8.本实用新型的进一步设置是:所述下型芯的外表面还设有吹气口,下型芯内设置有与吹气口导通的第一风道,所述下模板上设置有与第一风道导通的第二风道。
9.通过采用上述方案,由于花盆成型后,其与下型芯紧密贴合,单靠顶杆很难将花盆顶离下型芯,因此从吹气口向花盆与下型芯之间吹气,便于花盆脱模,结构简单,设计合理。
10.本实用新型的进一步设置是:所述下型芯内插设有冷却座,顶杆贯穿冷却座设置,
冷却座的外侧壁上设置有螺旋状的进水槽和出水槽,进水槽和出水槽间隔分布,冷却座上设置有与进水槽的进水端导通的第一水道,进水槽的出水端与出水槽的进水端导通,冷却座上设置有与出水槽的出水端导通的第二水道,所述下模板上设置有与第一水道导通的进水通道以及与第二水道导通的出水通道。
11.通过采用上述方案,进水槽和出水槽成螺旋状分布,由于进水槽的出水端与出水槽的进水端导通,从进水通道进入的水可从出水通道流出,这样可对下型芯进行快速降温,使得花盆快速成型,结构简单,设计合理。
12.本实用新型的进一步设置是:所述下模板上设置有第一安装槽,顶出座上设置有第二安装槽,复位弹簧的一端抵设在第一安装槽处,复位弹簧的另一端抵设在第二安装槽处。
13.通过采用上述方案,复位弹簧安装稳定,不会发生窜动。
14.本实用新型的更进一步设置是:所述顶出座上设置有凸块,凸块与下底板抵触配合可限制顶出座脱离滑腔。
15.通过采用上述方案,顶出座不会脱离滑腔,结构简单,设计合理。
16.下面结合附图对本实用新型作进一步描述。
附图说明
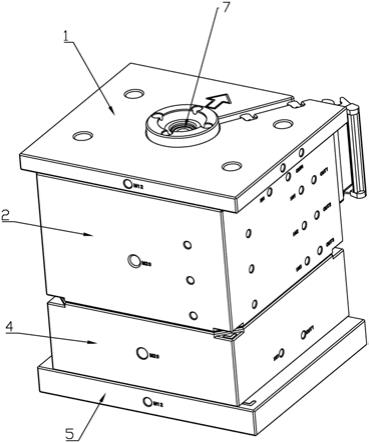
17.图1为本实用新型实施例的整体结构示意图;
18.图2为本实用新型实施例的剖面结构示意图;
19.图3为下型芯的结构示意图;
20.图4为顶出座、顶杆和顶头的配合结构示意图;
21.图5为冷却座的结构示意图;
22.图6为进水通道和出水通道的结构示意图;
23.图7为第二风道的结构示意图;
24.图8为下底板的结构示意图;
25.图9为花盆的结构示意图。
具体实施方式
26.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或原件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.如图1
‑
图9所示,一种花盆注塑模具,包括上模具组件和下模具组件,上模具组件包括由上至下依次设置的上安装板1和上模板2,上安装板1与上模板2通过螺钉固定连接,上模板2上设置有上型芯3,下模具组件包括由上至下依次设置的下模板4和下底板5,下模板4与上模板2相贴,下模板4与下底板5通过螺钉固定连接,下模板4上设置有下型芯6,下型芯6伸入上型芯3内,上型芯3与下型芯6之间构成型腔a设置,上安装板1的中心处设置有注浇管7,注浇管7的出料口伸至型腔a处,还包括有可将注塑成型后的花盆c顶离下型芯6的顶出组件,顶出组件包括顶出座81、顶杆82和复位弹簧83,顶出座81沿竖直方向滑移设置在下
底板5上,顶杆82沿竖直方向设置,顶杆82的一端与顶出座81通过螺钉固定连接,顶杆82的另一端贯穿下型芯6并伸至型腔a处,复位弹簧83驱动顶出座81和顶杆82滑移复位。
28.在本实施例中,下模板4与下底板5之间设置有供顶出座81滑移的滑腔b,复位弹簧83外套于顶杆82并置于滑腔b处,顶杆82远离顶出座81的一端通过插销84连接有顶头85,下型芯6上设置有与顶头85形状适配的活动腔61,在注塑成型前,顶头85移入活动腔61内。
29.在本实施例中,下型芯6的外表面还设有吹气口62,下型芯6内设置有与吹气口62导通的第一风道63,下模板4上设置有与第一风道63导通的第二风道41。
30.在本实施例中,下型芯6内插设有冷却座9,顶杆82贯穿冷却座9设置,冷却座9的外侧壁上设置有螺旋状的进水槽91和出水槽92,进水槽91和出水槽92间隔分布,冷却座9上设置有与进水槽91的进水端导通的第一水道93,进水槽91的出水端与出水槽92的进水端导通,冷却座9上设置有与出水槽92的出水端导通的第二水道94,下模板4上设置有与第一水道93导通的进水通道42以及与第二水道94导通的出水通道43。
31.在本实施例中,下模板4上设置有第一安装槽44,顶出座81上设置有第二安装槽811,复位弹簧83的一端抵设在第一安装槽44处,复位弹簧83的另一端抵设在第二安装槽4处。
32.在本实施例中,顶出座81上设置有凸块812,凸块812与下底板5抵触配合可限制顶出座81脱离滑腔b。
33.在本实施例中,注塑成型的花盆c如图9所示。
34.以上实施例,只是本实用新型优选地具体实施例,本领域技术人员在本实用新型技术方案范围内进行的通常变化和替换都包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1