一种液态胶料生产线的制作方法
1.本实用新型涉及硅胶生产设备领域,具体涉及一种液态胶料生产线。
背景技术:
2.液态胶料生产线是用于将不同液体料按不同比例混合生产成另一种成品液体的生产线,例如液态胶料生产线可将硅胶原料和各种辅料混合一起制成具有各种特殊性能要求的液态硅胶成品料,现有硅胶生产线的主要缺陷在于自动化程度低,需要人工进行配料搬运,劳动强度大,铺设光线繁杂,成本高昂,不能做到自动化作业生产。
技术实现要素:
3.针对现有技术存在上述缺陷,本实用新型提供了一种液态胶料生产线,具体技术方案如下:
4.一种液态胶料生产线,包括原料输送机、第一辅料输送机、混合送料机和第二辅料输送机,原料输送机上方安装原料桥架,原料桥架内安装有原料胶管,原料桥架后方连接总桥架,原料输送机位于混合送料机前方, 第一辅料输送机、第二辅料输送机并排一起位于原料输送机侧方,第一辅料输送机、第二辅料输送机上方分别安装第一辅料桥架、第二辅料桥架,第一辅料桥架、第二辅料桥架内分别安装有第一辅料胶管、第二辅料胶管,第一辅料桥架、第二辅料桥架上方连接辅料桥架,辅料桥架侧方连接总桥架,原料胶管、第一辅料胶管、第二辅料胶管经总桥架引导进入混合送料机,原料输送机通过原料胶管输送原料到混合送料机,第一辅料输送机通过第一辅料胶管输送辅料到混合送料机,第二辅料输送机通过第二辅料胶管输送第二辅料到混合送料机,硅胶原料、辅料经混合送料机混合制成硅胶放于成品料筒内。
5.作为本实用新型的一种优选方案,所述原料输送机包括底板和安装在底板上依次由前向后的原料控制电箱、原料供料装置、伺服液压系统、真空送料装置,伺服液压系统为原料供料装置、真空送料装置提供动力,原料供料装置从硅胶原料料筒中抽出硅胶原料输送到真空送料装置,真空送料装置抽真空后驱动硅胶原料通过原料胶管输送到混合送料机。
6.作为本实用新型的一种优选方案,所述真空送料装置包括抽真空料筒、压力表、阀套、阀片、阀片连接杆、第一单向阀、活塞、缸体、第二单向阀、活塞杆、油缸、弯头连管和第三单向阀,抽真空料筒上方设有进料口和抽真空口,原料供料装置驱动硅胶原料从进料口进入抽真空料筒内,抽真空料筒通过抽真空口连通抽真空泵,抽真空料筒上方安装压力表,抽真空料筒底面为倒圆锥形,抽真空料筒下方安装阀套,阀套内部上方设有第一腔室而内部下方设有第二腔室,阀套内安装第一单向阀,第一腔室通过第一单向阀连通第二腔室,阀片下方连接阀片连接杆,阀片连接杆连接活塞,活塞装于缸体内,活塞连接活塞杆,油缸驱动活塞杆移动,缸体安装于阀套下方,活塞设有活塞过胶孔,活塞内安装第二单向阀,缸体内设有第三腔室,第二腔室通过第二单向阀、活塞过胶孔连通第三腔室,缸体侧方安装弯头连
管,弯头连管连通第三腔室,弯头连管上方连通第三单向阀。
7.作为本实用新型的一种优选方案,所述第一辅料输送机和第二辅料输送机结构相同,第一辅料输送机包括移动车和安装在移动车上的升降气缸、供料装置、控制面板,升降气缸、供料装置分别有两组,升降气缸驱动供料装置下移压入装有辅料的辅料料筒内,供料装置驱动辅料输送到混合送料机。
8.作为本实用新型的一种优选方案,所述供料装置包括压盘、底阀缸套、缸体、过胶块、堵板、底阀片、底阀片连接杆、固定块、活塞、第一单向阀、弯头连管、第二单向阀和气缸,压盘上方安装底阀缸套,底阀缸套内设有第一腔室,底阀缸套上方安装缸体,缸体内部下方安装过胶块,过胶块设有过胶通道,缸体内设有第二腔室和第三腔室,底阀片位于压盘内控制第一腔室底部开闭,底阀片上方连接底阀片连接杆,底阀片连接杆穿过过胶块后连接堵板,堵板堵住过胶通道控制第一腔室与第二腔室连通,底阀片连接杆上端安装固定块,固定块设有固定过胶孔,固定块安装于活塞底部,活塞内安装第一单向阀,活塞设有活塞过胶孔,第二腔室通过固定过胶孔、第一单向阀、活塞过胶孔连通第三腔室,缸体侧方安装弯头连管,弯头连管连通第三腔室,弯头连管上方连通第二单向阀,缸体上方安装气缸,气缸驱动活塞上下升降。
9.作为本实用新型的一种优选方案,所述混合送料机包括保护壳和安装在保护壳内的混合器、混合过胶块、截止阀、过滤器、原料伺服送料机构、辅料伺服送料机构,混合器后方安装混合过胶块,原料伺服送料机构、辅料伺服送料机构按照配比分别输送原料、辅料到混合过胶块,混合器前方安装截止阀,截止阀控制制好的成品硅胶进入过滤器,过滤器位于成品料筒上方。
10.作为本实用新型的一种优选方案,所述原料伺服送料机构包括原料过胶块、第四单向阀、主缸套、上固定板、主电机、主丝杆、主螺母、主移动板、主料杆、主导向杆和下固定板,原料过胶块上方安装第四单向阀,硅胶原料经第四单向阀进入原料过胶块,原料过胶块下方安装主缸套,主缸套有两个,主缸套下方安装上固定板,上固定板中安装主电机,主电机驱动主丝杆转动,主丝杆螺纹连接主螺母,主螺母安装于主移动板,主移动板上安装主料杆,主料杆伸入主缸套内,主移动板两侧套装主导向杆,主导向杆固定安装于上固定板、下固定板之间。
11.作为本实用新型的一种优选方案,所述辅料伺服送料机构包括辅料过胶块、第五单向阀、副缸套、副料杆、固定框、副丝杆、副螺母、副移动板、副电机,辅料过胶块上方安装第五单向阀,辅料过胶块侧方设有出胶口,辅料过胶块下方安装副缸套,副缸套安装于固定框上方,副缸套内套装副料杆,副料杆安装于副移动板,副移动板内安装副螺母,副螺母螺纹连接副丝杆,副电机驱动副丝杆转动。
12.本实用新型的有益效果:原料输送机通过原料胶管输送原料到混合送料机,第一辅料输送机通过第一辅料胶管输送辅料到混合送料机,第二辅料输送机通过第二辅料胶管输送第二辅料到混合送料机,硅胶原料、辅料经混合送料机混合制成硅胶放于成品料筒内,自动化作业,精确配比硅胶原料和辅料,胶管布局设计合理,能大幅提高生产效率。
附图说明
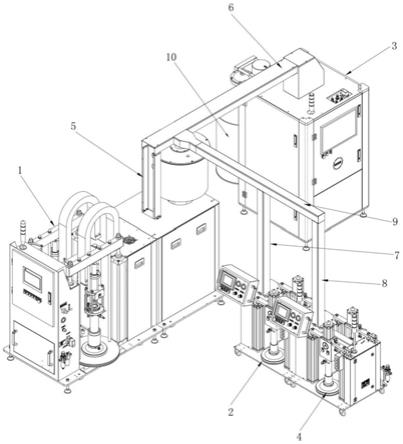
13.图1是本实用新型的整体立体图。
14.图2是本实用新型的原料输送机的立体图。
15.图3是本实用新型的原料输送机隐藏外部保护壳后的立体图。
16.图4是本实用新型的原料输送机的真空送料装置的立体图。
17.图5是本实用新型的原料输送机的真空送料装置的主视图。
18.图6是图5中a
‑
a方向的剖视图。
19.图7是本实用新型的第一辅料输送机的立体图。
20.图8是本实用新型的第一辅料输送机的主视图。
21.图9是图8中b
‑
b方向的剖视图。
22.图10是本实用新型的单个供料装置的剖视图。
23.图11是本实用新型的混合送料机的立体图。
24.图12是本实用新型的混合送料机隐藏外部保护壳后的立体图。
25.图13是本实用新型的混合送料机隐藏外部保护壳后另一视角的立体图。
26.图14是本实用新型的原料伺服送料机构、辅料伺服送料机构配合的主视图。
27.图15是图14中c
‑
c方向的剖视图。
28.图16是本实用新型的原料伺服送料机构、辅料伺服送料机构配合的侧视图。
29.图17是图16中d
‑
d方向的剖视图。
30.图18是本实用新型的辅料伺服送料机构的主视图。
31.图19是图18中e
‑
e方向的剖视图。
具体实施方式
32.下面结合附图,对本实用新型的具体实施方式做进一步说明:
33.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
34.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本实用新型中的具体含义。
35.如图1所示,一种液态胶料生产线,包括原料输送机1、第一辅料输送机2、混合送料机3和第二辅料输送机4,原料输送机1上方安装原料桥架5,原料桥架5内安装有原料胶管,原料桥架5后方连接总桥架6,原料输送机1位于混合送料机3前方, 第一辅料输送机2、第二辅料输送机4并排一起位于原料输送机1侧方,第一辅料输送机2、第二辅料输送机4上方分别安装第一辅料桥架7、第二辅料桥架8,第一辅料桥架7、第二辅料桥架8内分别安装有第一辅料胶管、第二辅料胶管,第一辅料桥架7、第二辅料桥架8上方连接辅料桥架9,辅料桥架9侧方连接总桥架6,原料胶管、第一辅料胶管、第二辅料胶管经总桥架6引导进入混合送料机3,具体而言原料胶管经原料桥架5引导进入总桥架6再经总桥架6引导进入混合送料机3、第一辅料胶管经第一辅料桥架7、辅料桥架9引导进入总桥架6再经总桥架6引导进入混合送料
机3,原料输送机1通过原料胶管输送原料到混合送料机3,第一辅料输送机2通过第一辅料胶管输送辅料到混合送料机3,第二辅料输送机4通过第二辅料胶管输送第二辅料到混合送料机3,硅胶原料、辅料经混合送料机混合制成硅胶放于成品料筒10内,原料胶管、第一辅料胶管、第二辅料胶管未具体画出为常见空心结构的送料胶管。
36.如图2和3所示,原料输送机1包括底板11和安装在底板11上依次由前向后的原料控制电箱12、原料供料装置13、伺服液压系统14、真空送料装置15,伺服液压系统14为原料供料装置13、真空送料装置15提供动力,原料供料装置13从硅胶原料料筒中抽出硅胶原料输送到真空送料装置15,原料供料装置13为现有技术,真空送料装置15抽真空后驱动硅胶原料通过原料胶管输送到混合送料机3。
37.如图4~6所示,真空送料装置15包括抽真空料筒151、压力表152、阀套153、阀片154、阀片连接杆155、第一单向阀156、活塞157、缸体158、第二单向阀159、活塞杆1510、油缸1511、弯头连管1512和第三单向阀1513,抽真空料筒151上方设有进料口151a和抽真空口151b,原料供料装置13驱动硅胶原料通过胶管从进料口151a进入抽真空料筒151内,抽真空料筒151通过抽真空口151b经胶管连通抽真空泵(未画出),抽真空料筒151上方安装压力表152,抽真空泵启动抽气使真空料筒151形成真空状态,使用者通过压力表152观察内部压力状态,抽真空料筒151底面为倒圆锥形,抽真空料筒151下方安装阀套153,阀套153内部上方设有第一腔室153a而内部下方设有第二腔室153b,阀套153内安装第一单向阀156,第一腔室153a通过第一单向阀156连通第二腔室153b,阀片154下方连接阀片连接杆155,阀片连接杆155连接活塞157,活塞157装于缸体158内,活塞157连接活塞杆1510,油缸1511驱动活塞杆1510移动,缸体158安装于阀套153下方,活塞157设有活塞过胶孔157a,活塞157内安装第二单向阀159,缸体158内设有第三腔室158a,第二腔室153b通过第二单向阀159、活塞过胶孔157连通第三腔室158a,缸体158侧方安装弯头连管1512,弯头连管1512连通第三腔室158a,弯头连管1512上方连通第三单向阀1513。真空送料装置15原理:硅胶原料沉淀到抽真空料筒151的倒圆锥形底面,阀片154上移打开第一腔室153a上方开口,硅胶原料进入第一腔室153a,同时第二腔室153b内硅胶原料经第二单向阀159、活塞过胶孔157到达第三腔室158a,油缸驱动活塞杆1510下移时,第一腔室153a内硅胶原料经第一单向阀进入第二腔室153b内,同时第三腔室158a里的原料经弯头连管1512、第三单向阀1513直接排出,实现油缸驱动活塞上下移动时都在供料进入腔室内,做到精准快速供料,不会倒流。
38.如图1、7、8、9所示,第一辅料输送机2和第二辅料输送机结构4相同,第一辅料输送机2包括移动车21和安装在移动车21上的升降气缸22、供料装置23、控制面板24,升降气缸22、供料装置23分别有两组,一组升降气缸22有两个,两个升降气缸22驱动供料装置23下移压入装有辅料的辅料料筒内,供料装置23驱动辅料输送到混合送料机3。
39.如图9和10所示,供料装置23包括压盘231、底阀缸套232、缸体233、过胶块234、堵板235、底阀片236、底阀片连接杆237、固定块238、活塞239、第一单向阀2310、弯头连管2311、第二单向阀2312和气缸2313,压盘231上方安装底阀缸套232,底阀缸套232内设有第一腔室232a,底阀缸套232上方安装缸体233,缸体233内部下方安装过胶块234,过胶块234设有过胶通道234a,缸体233内设有第二腔室233a和第三腔室233b,底阀片236位于压盘231内控制第一腔室232a底部开闭,底阀片236上方连接底阀片连接杆237,底阀片连接杆237穿过过胶块234后连接堵板235,堵板235堵住过胶通道234a控制第一腔室233a与第二腔室
233b连通,底阀片连接杆237上端安装固定块238,固定块238设有固定过胶孔238a,固定块238安装于活塞239底部,活塞239内安装第一单向阀2310,活塞239设有活塞过胶孔239a,第二腔室233a通过固定过胶孔238a、第一单向阀2310、活塞过胶孔239a连通第三腔室233b,缸体233侧方安装弯头连管2311,弯头连管2311连通第三腔室233b,弯头连管2311上方连通第二单向阀2312,缸体233上方安装气缸2313,气缸2313驱动活塞239上下升降。工作原理:供料装置23在工作时,压盘231逐步伸入到辅料桶中,气缸2313驱动活塞239下移时,底阀片236下移打开第一腔室232a底部开口,辅料进入第一腔室232,同时第二腔室233a内胶料依次进入固定过胶孔238a、第一单向阀2310、活塞过胶孔239a到达第三腔室233b;气缸2313驱动活塞239上移时,活塞239带着堵板235上移,第一腔室232内副料经过胶通道234a进入第二腔室233a内,同时第三腔室233b里的辅料经弯头连管2311、第二单向阀2312排出到辅料胶管,做到精准快速供料,不会倒流。
40.如图11~13所示,混合送料机3包括保护壳31和安装在保护壳31内的混合器32、混合过胶块33、截止阀34、过滤器35、原料伺服送料机构36、辅料伺服送料机构37,混合器32后方安装混合过胶块33,原料伺服送料机构36、辅料伺服送料机构37按照配比分别输送原料、辅料到混合过胶块33,混合器32前方安装截止阀34,截止阀34控制制好的成品硅胶进入过滤器35,过滤器35位于成品料筒5上方,过滤器35排出成品硅胶料到成品料筒9。
41.如图14~17所示,原料伺服送料机构36包括原料过胶块361、第四单向阀362、主缸套363、上固定板364、主电机365、主丝杆366、主螺母367、主移动板368、主料杆369、主导向杆3610和下固定板3611,原料过胶块361上方安装第四单向阀362,原料输送机1通过原料胶管输送原料到第四单向阀362,硅胶原料经第四单向阀362进入原料过胶块361,原料过胶块361下方安装主缸套363,原料过胶块361内部与主缸套363内部、混合过胶块33内部是相通的,主缸套363有两个,主缸套363下方安装上固定板364,上固定板364中安装主电机365,主电机365驱动主丝杆366转动,主丝杆366螺纹连接主螺母367,主螺母367安装于主移动板368,主移动板368上安装主料杆369,主料杆369伸入主缸套363内,主移动板368两侧套装主导向杆3610,主导向杆3610固定安装于上固定板364、下固定板3611之间,硅胶原料经第四单向阀362进入原料过胶块361,原料过胶块361两侧是安装堵头的所以硅胶原料会经原料过胶块361内部通道进入缸套363内,主电机365驱动主丝杆366转动,主丝杆366通过主螺母367驱动主移动板368移动,主移动板368驱动主料杆369上移将主缸套363内硅胶原料推到混合过胶块33,再经过混合过胶块33到达混合器,主电机365为伺服电机精确控制主料杆369移动速度从而控制送料量。
42.如图18和19所示,辅料伺服送料机构37包括辅料过胶块371、第五单向阀372、副缸套373、副料杆374、固定框375、副丝杆376、副螺母377、副移动板378、副电机379,辅料过胶块371上方安装第五单向阀372,辅料过胶块371侧方设有出胶口,出胶口通过胶管连通混合过胶块33侧方的胶管接头33a,辅料过胶块371下方安装副缸套373,副缸套373安装于固定框375上方,副缸套373内套装副料杆374,副料杆374安装于副移动板378,副移动板378内安装副螺母377,副螺母377螺纹连接副丝杆376,辅料输送机2通过辅料胶管输送辅料到第五单向阀372,辅料再经第五单向阀372进入辅料过胶块371内部,然后流入副缸套373内,副电机379驱动副丝杆376转动,副丝杆376通过副螺母377驱动副移动板378移动,副移动板378驱动副料杆374将副缸套373内辅料推到混合过胶块33,副电机379为伺服电机精确控制副
料杆374移动速度从而控制送料量,在本实施例中辅料伺服送料机构37有多个。
43.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1