一种制作大直径孔用夹布油封的模具的制作方法
1.本实用新型涉及一种制作大直径孔用夹布油封的模具。
背景技术:
2.在冶金、风电等机械装备中经常会使用密封件,目的是防止设备内部润滑油的泄露和外部水汽及灰尘等杂质的入侵,从而保护轴承等旋转部件的正常运转。随着机械工业的快速发展,大直径轴承的使用越来越广泛,与之配套的密封圈直径也随之不断增加。
3.以夹布油封为代表的旋转轴唇形密封圈以其抗化学腐蚀能力强、良好的柔韧性、耐高低温和便于安装等众多优点被广泛应用在很多重型机械设备上。按照密封面的不同,夹布油封分为轴用密封和孔用密封,对于轴用密封的夹布油封,夹布骨架在外圈,橡胶密封唇口在内圈,通常采用在唇口部位安装圆柱螺旋拉伸弹簧的方式辅助唇口保持密封压力;对于孔用密封的夹布油封,夹布骨架在内圈,橡胶密封唇口在外圈,采用v型弹簧片的方式辅助唇口保持密封压力。目前大直径夹布油封通常采用将夹布骨架与钢带一次压模成型后再与硫化物一次硫化成型,成型后再将v型弹簧片卡入槽中的方法制作,采用这种方法制作夹布油封需要的模具尺寸庞大,同时还需要有与之配套的大型平板硫化机,由于所需硫化机体积庞大,所占空间也大,硫化工人在硫化前填胶和硫化后对产品脱模时,操作难度大,生产成本和模具维护成本较高,更主要的是对于大直径夹布油封来说,v型弹簧片容易脱落,从而使产品的密封性不稳定。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种制作大直径孔用夹布油封的模具,此模具体积小,操作方便,降低了生产成本和模具维护成本;同时还能保证用此模具生产出的夹布油封尺寸精确、密封性能稳定。
5.本实用新型一种制作大直径孔用夹布油封的模具,该夹布油封包括夹布骨架、钢带、橡胶体和v型弹簧片;该模具包括夹布骨架压型模具和夹布油封硫化模具;夹布骨架压型模具包括顶模和位于顶模下方的底模,顶模和底模合模后形成第一型腔,顶模具有向第一型腔延伸的凸出部,第一型腔的形状与夹布骨架的形状相匹配;该夹布油封硫化模具包括上模和位于上模下方的下模,在上模和下模之间安装有第一分模和芯模,上模和下模合模后,上模、下模与第一分模和芯模形成第三型腔,上模具有向第三型腔延伸的v型凸出部,v型凸出部的形状与夹布油封的v型弹簧片形状相匹配;该夹布骨架压型模具为直条型模具;该夹布油封硫化模具为直条型模具;顶模和底模合模后在远离第一型腔的一侧还形成第二型腔,第二型腔的形状与带钢带的夹布骨架形状相匹配,在顶模向第一型腔延伸的凸出部的顶端具有形状与钢带形状相匹配的凸台。在夹布油封硫化模具的上模和下模之间远离第一分模的一侧还安装有第二分模,上模和下模合模后,上模、下模与第二分模和芯模形成第四型腔,上模具有向第四型腔延伸的v型凸出部,v型凸出部的形状与v型弹簧片形状相匹配;在上模和下模合模后,向第三型腔延伸的v型凸出部的底端到下模的垂直距离比向第
四型腔延伸的v型凸出部底端到下模的垂直距离短一个v型弹簧片的厚度。
6.采用这种结构的夹布油封模具,由于模具为直条型模具,体积小,操作简单;钢带压装在夹布骨架的表面,有利于精准确定钢带的位置,通过控制钢带的长度可以控制产品成品尺寸,使产品尺寸更准确,成品率高,在保证产品质量的同时大大降低了产品的生产成本,同时也降低了模具的维护成本。采用这种结构的模具生产夹布油封时,v型弹簧片与油封硫化成一体,使v型弹簧片不易脱落,增加了夹布油封整体密封稳定性。
附图说明
7.下面结合附图对本实用新型作进一步地详细说明。
8.图1是利用本实用新型模具制成的产品的剖视图。
9.图2是本实用新型的夹布骨架压型模具示意图。
10.图3是用本实用新型夹布骨架压型模具制作夹布骨架示意图。
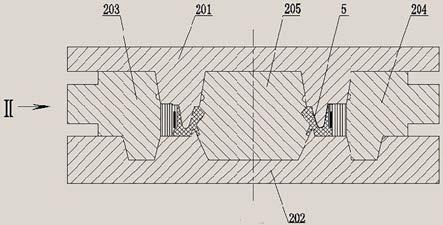
11.图4是本实用新型的夹布油封硫化模具示意图。
12.图5是用本实用新型夹布油封硫化模具制作夹布油封示意图。
具体实施方式
13.参见图1至图5,利用本实用新型模具制成的夹布油封包括夹布骨架3、钢带4、橡胶体6和v型弹簧片5。本实用新型的模具包括夹布骨架压型模具ⅰ和夹布油封硫化模具ⅱ。夹布骨架压型模具ⅰ为直条型模具,包括顶模101和位于顶模101下方的底模102,顶模101和底模102合模后形成第一型腔103和第二型腔104,顶模101具有分别向第一型腔103和第二型腔104延伸的凸出部,第一型腔103的形状大小与夹布骨架3的形状大小相匹配,在顶模101向第一型腔103延伸的凸出部105的顶端具有形状大小与钢带4形状大小相匹配的凸台105,第二型腔104的形状与带钢带4的夹布骨架3形状相匹配。夹布油封硫化模具ⅱ为直条型模具,包括上模201和位于上模201下方的下模202,在上模201和下模202之间从左到右依次安装有第一分模203、芯模205和第二分模204,上模201和下模202合模后,上模201、下模202与第一分模203和芯模205形成第三型腔206,上模201、下模202与第二分模204和芯模205形成第四型腔207,上模201具有分别向第三型腔206和第四型腔207延伸的v型凸出部208、208
′
,v型凸出部208、208
′
的形状与夹布油封的v型弹簧片5形状相匹配,在上模201和下模202合模后,v型凸出部208底端到下模202的垂直距离比v型凸出部208
′
底端到下模202的垂直距离短一个v型弹簧片5的厚度。
技术特征:
1.一种制作大直径孔用夹布油封的模具,该夹布油封包括夹布骨架(3)、钢带(4)、橡胶体(6)和v型弹簧片(5);该模具包括夹布骨架压型模具(ⅰ)和夹布油封硫化模具(ⅱ);所述夹布骨架压型模具(ⅰ)包括顶模(101)和位于顶模(101)下方的底模(102),顶模(101)和底模(102)合模后形成第一型腔(103),顶模(101)具有向第一型腔(103)延伸的凸出部(105),第一型腔(103)的形状与夹布骨架(3)的形状相匹配;所述夹布油封硫化模具(2)包括上模(201)和位于上模(201)下方的下模(202),在上模(201)和下模(202)之间安装有第一分模(203)和芯模(205),上模(201)和下模(202)合模后,上模(201)、下模(202)与第一分模(203)和芯模(205)形成第三型腔(206),上模(201)具有向第三型腔(206)延伸的v型凸出部(208),v型凸出部(208)的形状与夹布油封的v型弹簧片(5)形状相匹配,其特征是:所述的夹布骨架压型模具(ⅰ)为直条型模具;所述的夹布油封硫化模具(ⅱ)为直条型模具;所述夹布骨架压型模具(ⅰ)的顶模(101)和底模(102)合模后在远离第一型腔(103)的一侧还形成第二型腔(104),所述第二型腔(104)的形状与带钢带(4)的夹布骨架(3)形状相匹配,在所述顶模(101)向第一型腔(103)延伸的凸出部(105)的顶端具有形状与钢带(4)形状相匹配的凸台(106);在所述夹布油封硫化模具(ⅱ)的上模(201)和下模(202)之间远离第一分模(203)的一侧还安装有第二分模(204),上模(201)和下模(202)合模后,上模(201)、下模(202)与第二分模(204)和芯模(205)形成第四型腔(207),上模(201)具有向第四型腔(206)延伸的v型凸出部(208
′
),v型凸出部(208
′
)的形状与v型弹簧片(5)形状相匹配;在所述上模(201)和下模(202)合模后,所述v型凸出部(208)底端到下模(202)的垂直距离比v型凸出部(208
′
)底端到下模(202)的垂直距离短一个v型弹簧片(5)的厚度。
技术总结
本实用新型涉及一种制造大直径孔用夹布油封的模具,包括夹布骨架压型模具和夹布油封硫化模具,该夹布骨架压型模具和夹布油封硫化模具均为直条型模具;该夹布油封硫化模具包括上模和下模,在上模和下模之间依次安装有第一分模、芯模和第二分模,上模和下模合模后形成第三型腔和第四型腔,上模具有分别向第三型腔和第四型腔延伸的V型凸出部,V型凸出部的形状与V型弹簧片的形状相匹配,在上模和下模合模后,向第三型腔延伸的V型凸出部的底端到下模的垂直距离比向第四型腔延伸的V型凸出部底端到下模的垂直距离短一个V型弹簧片的厚度。该模具体积小,操作简单,维护成本低;利用该模具制作的夹布油封,产品尺寸准确,成品率高,密封性能稳定。性能稳定。性能稳定。
技术研发人员:朱兴宏 张俭 杜凯 王振江 王庆
受保护的技术使用者:铁岭五星油膜橡胶密封研究所
技术研发日:2021.04.06
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1