一种用于酱油行业压榨过滤布的封边装置和结构的制作方法
1.本实用新型属于织造技术领域,涉及一种用于酱油行业压榨过滤布的封边装置和结构。
背景技术:
2.在酱油行业使用的压榨过滤布,由于其布边在运转过程中长期受到摩擦,长期高压折叠使用,以及工业洗衣机的搅拌,布边容易出现散边现象,影响滤布的正常使用。
3.现有的滤布的封边技术为折入布边、缝边和热熔割边三种,但是折入布边和缝边会造成滤布布边变厚变密,布边张力不平衡,导致布边起皱,出现“荷叶边”,影响滤布的正常使用;而热熔割边经纬纱熔融形成的抱合点少,在折叠或摩擦多了后也容易出现散边问题。
4.因此,开发出一种既避免“荷叶边”又不出现散边的封边装置具有十分重要的意义。
技术实现要素:
5.为解决现有技术中存在的问题,本实用新型提供一种用于酱油行业压榨过滤布的封边装置和结构。
6.为达到上述目的,本实用新型采用的方案如下:
7.一种用于酱油行业压榨过滤布的封边装置,为超声波花边缝合机;所述超声波花边缝合机上设置可转动的触头和与可转动的触头相互挤压的微波振动器;触头安装在一条带有齿轮的传动轴上,由链条带动。
8.所述可转动的触头的表面呈现为圆柱形表面,在圆柱形表面的周向上设置两列压边触点,每列压边触点的重心等距分布于同一圆环上,两列压边触点的数量和形状均相同,且两列压边触点的重心所形成的圆环平行,第一列压边触点和第二列压边触点中的压边触点错位排列。
9.作为优选的技术方案:
10.如上所述的一种用于酱油行业压榨过滤布的封边装置,所述压边触点为横截面呈菱形或者等腰三角形的柱状结构,柱状结构的一端面固定在所述可转动的触头的表面,柱状结构的另一端面用于与过滤布的表面接触(使每个压痕的形状为菱形或者三角形)。
11.考虑到所加工的滤布厚度不一致,触头的形状应与柱状整体横截面一致;
12.因为要压边后经向、纬向收缩平衡,三角形应为其中一条边平行于运行方向,另外两条边相等的等腰三角形,即半个菱形。
13.如上所述的一种用于酱油行业压榨过滤布的封边装置,所述柱状结构的高度为2~4mm;所述压边触点为横截面呈菱形时,菱形的长对称轴与其形成的圆环的朝向一致;或者所述压边触点为横截面呈等腰三角形时,等腰三角形的底边与其形成的圆环的朝向一致,且两列压边触点中的等腰三角形的顶角相邻(即等腰三角形的底边形成的直线为两列
压边触点整体的外边缘)。
14.该结构的压边触点工艺为:压力6~7kg/cm2,车速2.5~3m/min,温度为150~160℃的条件下,可形成深度为滤布厚度的50~70%的压痕(即柱状凹槽结构),且能有效减少滤布与触头之间的热惯性现象,确保触头压边后能及时散热,防止触头过热导致压坏布边。总的来说,该结构的设计是为了确保触头与滤布的接触面积不会过多,可以散热,但也能确保所有纬纱都与经纱熔融抱合,压边效果能达到本实用新型的要求。热惯性现象是指“当固体物所处的环境温度瞬间变化,而固体物本身温度变化的滞后性,它取决于固体物本身的比热容和质量大小”。
15.如上所述的一种用于酱油行业压榨过滤布的封边装置,两列压边触点所形成的圆环之间的距离为5~7mm;两个错位相邻的菱形上最近且相互平行的边的延长线之间的距离为4~6mm,两个错位相邻的三角形上最近且相互平行的边的延长线之间的距离为4~6mm。
16.本实用新型还提供一种用于酱油行业压榨过滤布的封边结构,在过滤布的布边设置两列错位排列的压痕;所述压痕呈柱状凹槽结构且由过滤布中的纤维熔融粘合形成;每列压痕中压痕的形状、尺寸和相邻压痕间距均相同,每列压痕中压痕的中心(即该压痕对应形状的重心)相连形成一条直线,且两列压痕所形成的直线相互平行。使滤布布边经纱和纬纱相互交熔且抱合在一起,压边处理后的经纱错位等量,使得布边经向张力均衡。同理,纬纱也是错位等量,布边纬向张力均衡,从而可以避免“荷叶边”的问题。
17.作为优选的技术方案:
18.如上所述的一种用于酱油行业压榨过滤布的封边结构,所述压痕为横截面呈菱形或者等腰三角形的柱状凹槽结构;当横截面呈菱形时,菱形的长对称轴与对应压痕形成的直线重合;或者当横截面呈等腰三角形时,等腰三角形的底边与对应压痕形成的直线朝向相同,且两列压痕中的等腰三角形的顶角相邻(即等腰三角形的底边形成的直线为两列压痕整体的外边缘)。
19.如上所述的一种用于酱油行业压榨过滤布的封边结构,柱状凹槽结构的深度为过滤布厚度的50%~70%。柱状凹陷结构的深度是为了确保有足够的经纬纱抱合在一起而不切断纤维,深度过深容易切断纤维,影响布边的强力;深度过浅,可能会导致部分经纬纱没有参与抱合,导致容易散边。
20.如上所述的一种用于酱油行业压榨过滤布的封边结构,过滤布的边缘由激光切割形成。先在激光机上切割滤布布边,使布边经纬纱切割熔融,确保热熔抱合点大小的均一性,耐磨性能更好。双重封边技术有机结合具有“双重保险”,可以避免现有的封边技术可能会导致不平整、不耐摩擦、不耐折叠等情况。
21.如上所述的一种用于酱油行业压榨过滤布的封边结构,过滤布的边缘距离最近的压痕的距离为2~4mm。距离太小可能会导致压边时没有“缓冲带”,容易压坏布边;距离太大,当激光割边破损后,压边未能起到“双重保险”作用。为了避免波浪形的边缘,所以才要采用激光割边处理,确保割边保持直线。在形成边缘时,如果切割边达不到要求,那实际操作上仍是以压边距离布边最小距离在2~4mm来控制。但如果割边不直或者不平行于经纱,那产品压边后就会变形或者产生“荷叶边”,则本实用新型的割边默认是平行于经纱的。
22.如上所述的一种用于酱油行业压榨过滤布的封边结构,压边宽度为10~15mm(压边宽度是以过滤布的边缘处为起点,垂直于两列压痕的方向上测量,以远离过滤布的边缘
的一列压痕上距离该边缘处最远距离的点为终点测试得到)。压边宽度是为了确保有足够量的经纬纱熔融抱合,而压边太宽就会减少滤布的过滤面积,以及浪费资源。
23.本实用新型压边的原理是:滤布在微波振动器和压边触头之间挤压,纤维间的机械应力使机械能转化为热能,被加热的纤维迅速达到熔化温度,然后贴合触头,冷却形成立体压痕。所述可转动的触头与所述微波振动器之间放置过滤布进行压边时,所述可转动的触头上的两列压边触点在过滤布上形成两列错位排列的压痕,使压边处理后的经纱错位等量,使得布边经向张力均衡。同理,纬纱也是错位等量,布边纬向张力均衡,从而可以避免“荷叶边”和布边散边的问题。
24.有益效果
25.(1)本实用新型的一种用于酱油行业压榨过滤布的封边结构,可长时间使用、折叠、摩擦不散边,不会使布边变形;
26.(2)本实用新型的一种用于酱油行业压榨过滤布的封边装置,能长时间连续对滤布进行封边工作,散热性能好,不会因装置过热造成布面变形。
附图说明
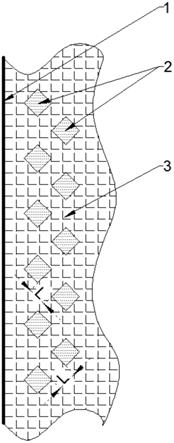
27.图1为压边后的效果示意图;其中,l为两个错位相邻的菱形上最近且相互平行的边的延长线之间的距离;
28.图2为压边工作的示意图;
29.其中,1
‑
过滤布的边缘,2
‑
压痕,3
‑
过滤布的布面,4
‑
传动轴,5
‑
可转动的触头,6
‑
压边触点,7
‑
过滤布,8
‑
微波振动器的表面。
具体实施方式
30.下面结合具体实施方式,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
31.一种用于酱油行业压榨过滤布的封边装置,为超声波花边缝合机;超声波花边缝合机上设置可转动的触头和与可转动的触头相互挤压的微波振动器;
32.可转动的触头的表面呈现为圆柱形表面,在圆柱形表面的周向上设置两列压边触点,每列压边触点的重心等距分布于同一圆环上,两列压边触点的数量和形状均相同,且两列压边触点的重心所形成的圆环平行,且两列压边触点所形成的圆环之间的距离为5~7mm;第一列压边触点和第二列压边触点错位排列。
33.压边触点为横截面呈菱形或者等腰三角形的柱状结构且柱状结构的高度为2~4mm,柱状结构的一端面固定在可转动的触头的表面,柱状结构的另一端面用于与过滤布的表面接触(使每个压痕的形状为菱形或者三角形);考虑到所加工的滤布厚度不一致,触头的形状应与柱状整体横截面一致;因为要压边后经向、纬向收缩平衡,所述压边触点为横截面呈菱形时,菱形的长对称轴与其形成的圆环的朝向一致;菱形的边长为5mm,两个错位相邻的菱形上最近且相互平行的边的延长线之间的距离(如图1中的l)为4~6mm;或者所述压边触点为横截面呈等腰三角形时,等腰三角形的底边与其形成的圆环的朝向一致(相当于
半个菱形),且两列压边触点中的等腰三角形的顶角相邻(即等腰三角形的底边形成的直线为两列压边触点整体的外边缘);等腰三角形的腰长为5mm,两个错位相邻的三角形上最近且相互平行的边的延长线之间的距离为4~6mm。
34.采用上述封边装置制造封边结构的过程,具体步骤如下:
35.先在激光机上切割滤布布边,使布边经纬纱切割熔融,确保热熔抱合点大小的均一性,耐磨性能更好。为了确保布边最外沿的几条经纱完整,且确保经向强力,如图2所示,在距离激光切割的布边2~4mm的位置采用微波连续压边,(压边工艺为:压力6~7kg/cm2,车速2.5~3m/min,温度为150~160℃),使过滤布7在微波振动器的表面8和可转动的触头5之间挤压(可转动的触头5安装在一条带有齿轮的传动轴4上,传动轴4上连接链条,并由链条带动),纤维间的机械应力使机械能转化为热能,被加热的纤维迅速达到熔化温度,然后贴合可转动的触头5上的压边触点6,冷却形成立体压痕(即用于酱油行业压榨过滤布的封边结构)。
36.制得的用于酱油行业压榨过滤布的封边结构为在过滤布的布边设置的两列错位排列的压痕;压痕呈横截面呈菱形或者等腰三角形的柱状凹槽结构且由过滤布中的纤维熔融粘合形成;每列压痕中压痕的形状、尺寸和相邻压痕间距均相同,每列压痕中压痕的中心(即该压痕对应形状的重心)相连形成一条直线,且两列压痕所形成的直线相互平行;当压痕为横截面呈菱形的柱状凹槽结构时,菱形的长对称轴与对应压痕形成的直线重合;或者当压痕为横截面呈等腰三角形的柱状凹槽结构时,等腰三角形的底边与对应压痕形成的直线朝向相同,且两列压痕中的等腰三角形的顶角相邻(即等腰三角形的底边形成的直线为两列压痕整体的外边缘);
37.柱状凹槽结构的深度(即压痕的深度)为过滤布厚度的50%~70%;
38.当压痕为横截面呈菱形的柱状凹槽结构时,压边宽度为10~15mm,其如图1所示,为压边后的效果示意图,其中加黑的竖线是过滤布的边缘1,波浪线处是过滤布的布面3的省略部分,波浪线是为了和过滤布的边缘1区分,菱形为横截面呈菱形的柱状凹槽结构,即压痕2。
39.或者当压痕为横截面呈等腰三角形的柱状凹槽结构时,压边宽度为10~15mm;
40.经本技术处理的布边具有双重封边技术有机结合,(滤布边缘为激光切割的布边,距离布边2~4mm处为微波压边,压边宽度约为10~15mm,微波压边区域内有两列错位排列的菱形立体压痕或三角形立体压痕),该技术改变了现有的封边技术可能会导致不平整、不耐摩擦、不耐折叠等情况,而且具有“双重保险”。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1