自动变距产品收集设备的制作方法
1.本实用新型涉及注塑机产品物料收集设备领域,尤其涉及自动变距产品收集设备。
背景技术:
2.注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
3.注塑机的相关收料设备中,现有设备只能将产品从注塑机内取出,无法自动收集到物料盒内;需要人工将物料一个一个摆放到物料盒内,大大浪费了人力物力,且容易造成产品划伤效率低下无法满足注塑机配合需求,导致注塑机打出产品质量不稳定开模时间过长造成能源流失,
技术实现要素:
4.本实用新型目的是在于提供一种自动化控制,无需人工摆件,满足不同尺寸的摆放的产品收集装置。
5.自动变距产品收集设备,包括设备架体、放料装置、第一取放装置、第二取放装置、调整装置、运料装置、报警灯和工控主机;
6.运料装置固定设置在设备架体上,所述调整装置安装在运料装置的上方;所述放料装置固定在设备架体的上层支架上,所述调整装置上开设有避位孔,所述放料装置可穿过避位孔,到达运料装置的对应位置;所述第一取放装置和第二取放装置均固定安装在设备架体的上层支架上,并位于放料装置前侧;
7.所述工控主机安装在设备架体的底部空腔内;所述报警灯安装固定在设备架体顶部架体上;所述放料装置、第一取放装置、第二取放装置、调整装置、运料装置和报警灯均与工控主机信号连接。
8.进一步的,所述放料装置的放料架板固定在设备架体上,放料电机安装在放料架板上,放料电机的输出端通过放料传动带轮驱动放料连板,放料连板上固定有放料连接滑杆,放料连接滑杆滑动套设在放料滑座上;放料滑座固定在放料架板上;放料连接滑杆的末端设置有放料支撑架,放料支撑架上设置有由放料气缸驱动的放料夹具;
9.进一步的,所述第一取放装置中的第一取放架板固定在设备架体上,第一取放气缸固定在第一取放架板上,并且驱动第一取放连接板;第一取放连接板上有第一取放安装架;第一取放安装架上安装有气管组件和第一脱模气缸,所述第一脱模气缸的伸缩端连接第一脱模板;所述第一脱模板位于第一取放安装架下方;所述第一取放连接板通过第一取放轨道和第一取放滑块实现滑动;
10.进一步的,所述第二取放装置的第二取放架板固定在设备架体上,第二取放电机安装在第二取放架板上,第二取放电机的输出端通过取放传动带轮驱动取放连板,取放连
板上固定有取放连接滑杆,取放连接滑杆滑动套设在取放滑座上;取放滑座固定在第二取放架板上;取放连接滑杆的末端设置有取放支撑架,取放支撑架上设置有由第二取放气缸驱动的第二取放脱模板;
11.进一步的,所述运料装置包括进料带、出料带和拨动组件;所述进料带和出料带平行设置,但运行方向相反;所述拨动组件中拨动底板固定在设备架体上,并且一侧承接进料带的末端;另一侧架设在出料带上;所述拨动底板上设置有拨动气缸,其伸缩端连接有拨动架,所述拨动架通过拨动滑轨配合拨动滑块实现滑动;所述拨动架的下端面设置有拨动挡板,所述拨动挡板的设置间距与产品的尺寸匹配;
12.进一步的,所述调整装置的调整安装板固定在设备架体上,所述调整轮带固定在调整安装板上,用于驱动调整底板,所述调整底板通过调整滑轨滑动安装在调整安装板上;调整底板上设置有纵向调整气缸和横向调整气缸;所述纵向调整气缸和横向调整气缸的输出端均固定有调整台;所述调整台均滑动安装在调整底板上;所述调整台包括底部座块、固定架和放置架;所述底部座块上设置有调节滑轨,所述固定架按需求间距固定在调节滑轨上。
13.本实用新型的有益效果是:
14.采用本实用新型,整体结构集成化设计,通过工控主机7控制各个电机气缸的启停,底部运料,中层调整,上层执行;合理利用空间,实现注塑机产品的快速取模摆放,减少人工作操作,降低人工失误引发的产品损坏风险,提高了整体的工艺流程稳定性,增加生产制造效率。
附图说明
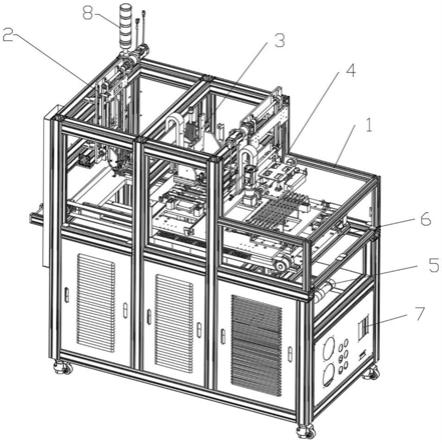
15.图1是本实用新型的整体结构示意图;
16.图2是本实用新型的放料装置结构示意图;
17.图3是本实用新型的第一取放装置结构示意图;
18.图4是本实用新型的第二取放装置结构示意图;
19.图5是本实用新型的运料装置结构示意图:
20.图6是本实用新型的调整装置结构示意图:
21.附图标记:1-设备架体、2-放料装置、21-放料架板、22-放料电机、23-放料传动带轮、24-放料连板、25-放料连接滑杆、26-放料滑座、27-放料支撑架、28-放料气缸、29-放料夹具、3-第一取放装置、 31-第一取放架板、32-第一取放气缸、33-第一取放滑块、34-第一取放连接板、35-第一取放轨道、36-第一取放安装架、37-气管组件、38
‑ꢀ
第一脱模气缸、39-第一脱模板、4-第二取放装置、41-第二取放架板、 42-第二取放电机、43-取放传动带轮、44-取放连板、45-取放连接滑杆、46-取放滑座、47-取放支撑架、48-第二取放脱模板、49-第二取放气缸、5-运料装置、51-进料带、52-出料带、53-拨动气缸、54-拨动架、55-拨动滑块、56-拨动滑轨、57-拨动挡板、6-调整装置、61-调整底板、62-调整轮带、63-调整滑轨、64-纵向调整气缸、65-横向调整气缸、66-底部座块、67-调节滑轨、68-放置架、69-固定架、7-工控主机、8-报警灯、9-产品。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.参考图1-6所示,自动变距产品收集设备,包括设备架体1、放料装置2、第一取放装置3、第二取放装置4、调整装置6、运料装置 5、报警灯8和工控主机7;
24.运料装置5固定设置在设备架体1上,所述调整装置6安装在运料装置5的上方;所述放料装置2固定在设备架体1的上层支架上,所述调整装置6上开设有避位孔,所述放料装置2可穿过避位孔,到达运料装置5的对应位置;所述第一取放装置3和第二取放装置4均固定安装在设备架体1的上层支架上,并位于放料装置2前侧;
25.所述工控主机7安装在设备架体1的底部空腔内;所述报警灯8 安装固定在设备架体1顶部架体上;所述放料装置2、第一取放装置 3、第二取放装置4、调整装置6、运料装置5和报警灯8均与工控主机信号连接。
26.进一步的,所述放料装置2的放料架板21固定在设备架体1上,放料电机22安装在放料架板21上,放料电机22的输出端通过放料传动带轮23驱动放料连板24,放料连板24上固定有放料连接滑杆 25,放料连接滑杆25滑动套设在放料滑座26上;放料滑座26固定在放料架板21上;放料连接滑杆25的末端设置有放料支撑架27,放料支撑架27上设置有由放料气缸28驱动的放料夹具29;
27.本实施例中,放料装置2通过放料电机22驱动放料连板24进而通过放料连接滑杆25带动底部的放料支撑架27,再通过末端的放料夹具29进行夹持;将运料装置5上的产品搬运至调整装置6上。
28.进一步的,所述第一取放装置3中的第一取放架板31固定在设备架体1上,第一取放气缸32固定在第一取放架板31上,并且驱动第一取放连接板34;第一取放连接板34上有第一取放安装架36;第一取放安装架36上安装有气管组件37和第一脱模气缸38,所述第一脱模气缸38的伸缩端连接第一脱模板39;所述第一脱模板39位于第一取放安装架36下方;所述第一取放连接板34通过第一取放轨道35和第一取放滑块33实现滑动;
29.本实施例中,第一取放装置3通过第一取放气缸32的伸缩带动第一取放连接板34,进而带动底部的第一取放安装架36,通过气管组件37进行抽气和吸附,并通过第一脱模气缸38和第一脱模板39 实现调整取放。
30.进一步的,所述第二取放装置4的第二取放架板41固定在设备架体1上,第二取放电机42安装在第二取放架板41上,第二取放电机42的输出端通过取放传动带轮43驱动取放连板44,取放连板44 上固定有取放连接滑杆45,取放连接滑杆45滑动套设在取放滑座46 上;取放滑座46固定在第二取放架板41上;取放连接滑杆45的末端设置有取放支撑架47,取放支撑架47上设置有由第二取放气缸49 驱动的第二取放脱模板48;
31.进一步的,所述运料装置5包括进料带51、出料带52和拨动组件;所述进料带51和出料带52平行设置,但运行方向相反;所述拨动组件中拨动底板58固定在设备架体1上,并且一侧承接进料带51 的末端;另一侧架设在出料带52上;所述拨动底板58上设置有拨动气缸53,其伸缩端连接有拨动架54,所述拨动架54通过拨动滑轨 56配合拨动滑块55实现滑动;所述拨动架54的下端面设置有拨动挡板57,所述拨动挡板57的设置间距与产品9的尺寸
匹配;
32.本实施例中,运料装置5通过进料带51和出料带52的双带设计实现同时进出料;当产品9在进料带51运行至末端指定位置时,工控主机7控制拨动气缸53驱动拨动架54,进而带动拨动挡板57,将产品从进料带51转运至出料带52上;实现同平台快速转运;所述进料带51末端位置与放料装置2的位置对应。
33.进一步的,所述调整装置6的调整安装板固定在设备架体1上,所述调整轮带62固定在调整安装板上,用于驱动调整底板61,所述调整底板61通过调整滑轨63滑动安装在调整安装板上;调整底板 61上设置有纵向调整气缸64和横向调整气缸65;所述纵向调整气缸 64和横向调整气缸65的输出端均固定有调整台;所述调整台均滑动安装在调整底板61上;所述调整台包括底部座块66、固定架69和放置架68;所述底部座块66上设置有调节滑轨67,所述固定架69 按需求间距固定在调节滑轨67上;
34.本实施例中,所述调整装置6为双平台设计,为纵向调整台和横向调整台,通过纵向调整气缸64和横向调整气缸65分别控制滑动调整,以配合调整装置6上方的第一取放装置3和第二取放装置4进行位置调整,并且调整台上通过调节轨道67上的若干固定孔,可以自行设定固定架69的安装间距,实现多种间距的放置设计。
35.采用本实用新型,整体结构集成化设计,通过工控主机7控制各个电机气缸的启停,底部运料,中层调整,上层执行;合理利用空间,实现注塑机产品的快速取模摆放,减少人工作操作,降低人工失误引发的产品损坏风险,提高了整体的工艺流程稳定性,增加生产制造效率。
36.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1