一种汽车扒胎机支脚的注塑模具的制作方法
1.本实用新型涉及一种注塑模具,具体涉及一种汽车扒胎机支脚的注塑模具。
背景技术:
2.在汽修领域,人们常常使用汽车扒胎机将汽车的轮胎从轮毂上拆卸下来,以方便对轮胎进行维修或更换。现有一种汽车扒胎机支脚由支脚本体构成,支脚本体的两侧侧面上设置有多个轻量孔,支脚本体的顶部端面端头设置有圆弧状的支撑凹,支撑凹一侧的支脚本体顶部端面上设置有装配沉孔,装配沉孔的底部中心设置有半球状的定位凹,装配沉孔的圆周上沿径向设置有限位孔,限位孔与装配沉孔连通,限位孔的两端端头分别、各自与支脚本体的侧面外部连通。
3.普通的注塑模具由于结构原因的限制,其并不能很好的满足该支脚的注塑生产需要,存有“废品率高”的问题,为了保证支脚与汽车维修设备的精确安装,目前人们常常采用3 d打印方式完成支脚的生产,存有制造成本高和生产效率低下的问题;因此有必要研发一种注塑模具,使其能够“高效、精确”的注塑完成支脚的生产工作,以解决现有生产方式存有的以上问题。
技术实现要素:
4.本实用新型的目的在于:提供一种结构紧凑、设计巧妙的生产模具,从而使汽车维修设备用支脚的注塑生产成为可能,进而解决采用3 d打印的方式完成支脚生产过程中存有的制造成本高和生产效率低下的问题。
5.本实用新型的技术方案是:
6.一种汽车扒胎机支脚的注塑模具,它由上模和下模构成,下模上方通过上模驱动气缸安装有上模,下模通过下模四角上设置的导向杆与上模活动连接;上模和下模上分别设置有多个冷却接口;其特征在于:上模和下模上分别对称设置有模腔,模腔之间设置有射流孔,上模的中心部位设置有注塑孔,注塑孔通过射流孔与模腔连通;模腔中设置有轻量孔定位块a、轻量孔定位块b、轻量孔定位块c、轻量孔定位块d、轻量孔定位块e,模腔的外侧设置有定位滑槽,定位滑槽内通过堵头气缸活动安装有堵头,模腔一侧的堵头端面上设置有装配沉孔定位柱。
7.所述的轻量孔定位块a一侧设置有轻量孔定位块b,轻量孔定位块a另一侧设置有轻量孔定位块c,轻量孔定位块c的内侧设置有轻量孔定位块d;轻量孔定位块a的内侧设置有轻量孔定位块e。
8.所述的轻量孔定位块a分别与轻量孔定位块b和轻量孔定位块e之间、轻量孔定位块d分别与轻量孔定位块c和轻量孔定位块e之间以及轻量孔定位块a、轻量孔定位块b、轻量孔定位块c、轻量孔定位块d、轻量孔定位块e分别与模腔内壁之间分别设置有本体成型槽。
9.所述的上模的轻量孔定位块b端头的模腔底部设置有排气孔。
10.所述的轻量孔定位块a与轻量孔定位块c和轻量孔定位块d之间的端面上分别设置
有圆弧状的装配沉孔成型凹,装配沉孔成型凹与装配沉孔定位柱呈间隔状设置;装配沉孔定位柱的端面与轻量孔定位块d、轻量孔定位块e呈间隔状设置。
11.所述的装配沉孔定位柱的端面上设置有限位凹定位块,限位凹定位块呈半球形;轻量孔定位块d、轻量孔定位块e的端面上与限位凹定位块对应状设置有限位成型凹,限位成型凹与限位凹定位块呈间隔状设置。
12.所述的装配沉孔定位柱的圆周面上设置有限位孔定位凹,上模上与限位孔定位凹对应状设置有限位孔定位杆,限位孔定位杆穿过限位孔定位凹与下模抵靠连接;限位孔定位杆外侧的轻量孔定位块a上设置有限位孔成型凹。
13.所述的装配沉孔定位柱两侧的堵头侧面呈坡面状;定位滑槽两侧内壁呈倾斜状设置,定位滑槽两侧内壁与堵头侧面间歇密封连接。
14.所述的装配沉孔定位柱外侧的堵头上设置有装配沉孔成型槽,装配沉孔成型槽的内壁上呈放射状设置有多个加强筋成型槽。
15.所述的下模下方通过顶出气缸安装有顶升板,顶升板上分别与轻量孔定位块a、轻量孔定位块b、轻量孔定位块c、轻量孔定位块d、轻量孔定位块e对应状设置有多根顶杆,顶杆插入下模分别与下模的轻量孔定位块a、轻量孔定位块b、轻量孔定位块c、轻量孔定位块d、轻量孔定位块e活动插装连接。
16.本实用新型的有益效果在于:
17.该汽车扒胎机支脚的注塑模具,结构紧凑、设计巧妙;通过对上模与下模进行专门设计后,使汽车维修设备用支脚的注塑制造成为可能,进而解决了现有采用3 d打印的方式完成汽车维修设备用支脚生产过程中存有的制造成本高和生产效率低下的问题,满足了企业生产使用的需要。
附图说明
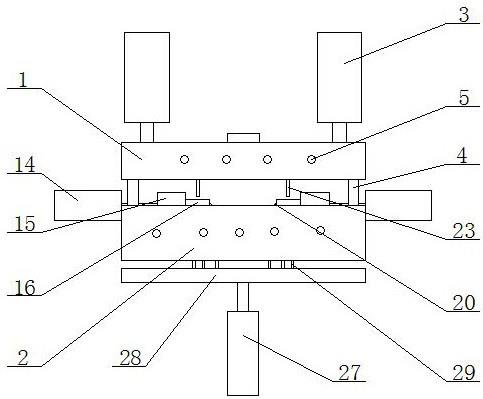
18.图1是本实用新型的结构示意图;
19.图2是本实用新型的俯视示意图;
20.图3是图2中a
‑
a向的结构示意图;
21.图4是本实用新型上模的结构示意图;
22.图5是图4中轻量孔定位块b处的放大示意图;
23.图6是本实用新型下模的结构示意图;
24.图7是图6中c
‑ꢀ
c向的结构示意图;
25.图8是本实用新型堵头的装配示意图;
26.图9是图8的右视示意图。
27.图中:1、上模,2、下模,3、上模驱动气缸,4、导向杆,5、冷却接口,6、射流孔,7、注塑孔,8、轻量孔定位块a,9、轻量孔定位块b,10、轻量孔定位块c,11、轻量孔定位块d,12、轻量孔定位块e,13、定位滑槽,14、堵头气缸,15、堵头,16、装配沉孔定位柱,17、本体成型槽,18、排气孔,19、装配沉孔成型凹,20、限位凹定位块,21、限位成型凹,22、限位孔定位凹,23、限位孔定位杆,24、限位孔成型凹,25、装配沉孔成型槽,26、加强筋成型槽,27、顶出气缸,28、顶升板,29、顶杆。
具体实施方式
28.该汽车扒胎机支脚的注塑模具由上模1和下模2构成,下模2上方通过上模驱动气缸3安装有上模1,下模2通过下模2四角上设置的导向杆4与上模1活动连接,以在工作时通过导向杆4保证上模1与下模2的相对位置,进而保证上模1与下模2能准确对接;上模1和下模2上分别设置有多个冷却接口5,冷却接口5与冷源(冷却水)连接,以在工作时通过冷却接口5向上模1和下模2中输入冷源,进而对上模1和下模2进行冷却,使上模1和下模2中的塑料能冷却成型;上模1和下模2上分别对称设置有模腔,模腔之间设置有射流孔6,上模1的中心部位设置有注塑孔7,注塑孔7通过射流孔6与模腔连通,注塑孔7在装配时与注塑机连通,从而通过注塑孔7和射流孔6向模腔内注入熔融的塑料,使其在模腔中成型,进而生产支脚;模腔的外侧设置有定位滑槽13,定位滑槽13内通过堵头气缸14活动安装有堵头15,模腔一侧的堵头15端面上设置有装配沉孔定位柱16。
29.模腔中设置有轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12,轻量孔定位块a8一侧设置有轻量孔定位块b9,轻量孔定位块a8另一侧设置有轻量孔定位块c10,轻量孔定位块c10的内侧设置有轻量孔定位块d11;轻量孔定位块a8的内侧设置有轻量孔定位块e12;轻量孔定位块a8分别与轻量孔定位块b9和轻量孔定位块e12之间、轻量孔定位块d11分别与轻量孔定位块c10和轻量孔定位块e12之间以及轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12分别与模腔内壁之间分别设置有本体成型槽17;上模1的轻量孔定位块b9端头的模腔底部设置有排气孔18,排气孔18设置在距离射流孔6出口处的最远端,以通过排气孔18在注塑过程中能排出模腔中全部的空气;轻量孔定位块a8与轻量孔定位块c10和轻量孔定位块d11之间的端面上分别设置有圆弧状的装配沉孔成型凹19,装配沉孔成型凹19与装配沉孔定位柱16呈间隔状设置;装配沉孔定位柱16的端面与轻量孔定位块d11、轻量孔定位块e12呈间隔状设置;装配沉孔定位柱16的端面上设置有限位凹定位块20,限位凹定位块20呈半球形;轻量孔定位块d11、轻量孔定位块e12的端面上与限位凹定位块20对应状设置有限位成型凹21,限位成型凹21与限位凹定位块20呈间隔状设置;本体成型槽17的作用是在注塑过程中使塑料液能通过本体成型槽17向模腔的各处流动,从而充满整个模腔,同时对支脚本体定型;轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12的作用分别是在注塑成型过程中对汽车维修设备用支脚上的轻量孔进行定位,通过轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12在支脚本体上成型对应的轻量孔;装配沉孔定位柱16的作用是与轻量孔定位块a8、轻量孔定位块c10和轻量孔定位块d11配合使装配沉孔在装配沉孔定位柱16、轻量孔定位块a8、轻量孔定位块c10和轻量孔定位块d11之间定位,从而使装配沉孔在装配沉孔定位柱16与轻量孔定位块a8、轻量孔定位块c10和轻量孔定位块d11之间成型;限位凹定位块20的作用是与限位成型凹21配合对限位凹进行定位,使限位凹在限位凹定位块20与限位成型凹21之间成型。
30.装配沉孔定位柱16外侧的堵头15上设置有装配沉孔成型槽25,以在注塑过程中通过装配沉孔成型槽25对装配沉孔的端部定位,从而使装配沉孔的端部成型;装配沉孔成型槽25的内壁上呈放射状设置有多个加强筋成型槽26,以通过加强筋成型槽26对装配沉孔端部上的加强筋进行定位,从而在注塑过程中使加强筋在加强筋成型槽26中成型;装配沉孔定位柱16的圆周面上设置有限位孔定位凹22,上模1上与限位孔定位凹22对应状设置有限
位孔定位杆23,限位孔定位杆23穿过限位孔定位凹22与下模2抵靠连接;限位孔定位杆23外侧的轻量孔定位块a8上设置有限位孔成型凹24,限位孔定位杆23的作用是与限位孔定位凹22和装配沉孔定位柱16配合对支脚本体的限位孔进行定位,从而在限位孔定位杆23、限位孔定位凹22、装配沉孔定位柱16和限位孔成型凹24的作用下在注塑时时限位孔成型;装配沉孔定位柱16两侧的堵头15侧面呈坡面状;定位滑槽13两侧内壁呈倾斜状设置,定位滑槽13两侧内壁与堵头15侧面间歇密封连接,定位滑槽13的作用一方面是对堵头15的位置进行引导,使堵头15在运动过程中在定位滑槽13的作用下能准确的插入定位滑槽13中,由此使装配沉孔定位柱16能准确地插入轻量孔定位块a8、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12之间,保证装配沉孔定位柱16不会偏移,另一方面在堵头15插入定位滑槽13中时通过定位滑槽13和堵头15侧面的斜面配合,使堵头15与定位滑槽13密封,从而使定位滑槽13一侧的模腔密封。
31.下模2下方通过顶出气缸27安装有顶升板28,顶升板28上分别与轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12对应状设置有多根顶杆29,顶杆29插入下模2分别与下模2的轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12活动插装连接;顶出气缸27的作用是在脱模过程中通过顶升板28带动顶杆29向下模运动,使顶杆29穿出轻量孔定位块a8、轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12,从而将下模2上成型的支脚顶出下模2,由此进行脱模。
32.该注塑模具支脚前,启动堵头气缸14,使堵头气缸14推动堵头15向模腔一侧运动,使堵头15与定位滑槽13密封,从而使定位滑槽13一侧的模腔密封;堵头15与定位滑槽13密封过程中,同时装配沉孔定位柱16插入轻量孔定位块a8、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12之间;堵头15与定位滑槽13密封后,启动上模驱动气缸3,上模驱动气缸3启动后带动上模1向下模2运动,从而使上模1与下模2对接,上模1与下模2对接过程中限位孔定位杆23穿过装配沉孔定位柱16上的限位孔定位凹22抵靠在下模2上。
33.该注塑模具注塑生产时,注塑机依次通过注塑孔7、射流孔6向模腔中注入熔融的塑料,使塑料液通过本体成型槽17充满模腔以及堵头15上的装配沉孔成型槽25和加强筋成型槽26中,在模腔中轻量孔定位块a8 轻量孔定位块b9、轻量孔定位块c10、轻量孔定位块d11、轻量孔定位块e12以及装配沉孔定位柱16、限位凹定位块20和限位孔定位杆23的作用下对支脚本体上的各个轻量孔、限位孔、装配沉孔和加强筋进行定位;注塑完成后,通过冷却接口5向上模1及下模2中通入冷源,从而对上模1及下模2进行冷却,使支脚本体在冷却过程中成型;支脚本体成型后,启动上模驱动气缸3,上模驱动气缸3启动后带动上模1上行,上模1上行过程中在装配沉孔定位柱16的作用下,支脚本体与上模1脱模而留在下模2中;在上模1脱模过程中,上模1带动限位孔定位杆23上行,使限位孔定位杆23由支脚本体的限位孔中抽出;限位孔定位杆23抽出后,启动堵头气缸14,使堵头气缸14带动堵头15向堵头气缸14一侧运动,由此将堵头15以及装配沉孔定位柱16由支脚本体上抽出;堵头15以及装配沉孔定位柱16抽出后,启动顶出气缸27,使顶出气缸27通过顶升板28带动顶杆29插入下模2中,将支脚本体由下模2中顶出,完成支脚本体与下模2的脱模。
34.该汽车扒胎机支脚的注塑模具,结构紧凑、设计巧妙;通过对上模1与下模2进行专门设计后,使汽车维修设备用支脚的注塑制造成为可能,进而解决了现有采用3 d打印的方
式完成汽车维修设备用支脚生产过程中存有的制造成本高和生产效率低下的问题,满足了企业生产使用的需要。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1