一种自动注塑及检测设备的制作方法
1.本实用新型涉及注塑生产用自动化设备技术领域,特别涉及一种自动注塑及检测设备。
背景技术:
2.随着我国人口红利的消失,劳动力价格上涨是必然趋势,我国制造业的成本优势已逐渐淡化;在劳动力成本优势不复存在的背景下,工业自动化将成为保证我国产品国际竞争力的有力推手,如今自动化技术已经广泛应用于生产制造、社会生活各个方面,已经成为提高劳动生产率的主要手段。
3.注塑生产以及配套的装配等工作一直占据着社会大量劳动力,不仅效率低、成本高、人员工作稳定性差,成品的品质和一致性更是得不到保证,所以注塑周边的自动化设备对于提升工厂的效率以及产品的品质起着很重要的促进作用,因此本实用新型也研制了一种自动注塑及检测设备,以解决现有技术中存在的问题,经检索,未发现与本实用新型相同或相似的技术方案。
技术实现要素:
4.本实用新型目的是:提供一种自动注塑及检测设备,以解决现有技术中注塑生产以及配套的装配等工作一直占据着社会大量劳动力,不仅效率低、成本高、人员工作稳定性差的问题。
5.本实用新型的技术方案是:一种自动注塑及检测设备,包括按加工工序依次并列设置的注塑机构,以及沿加工工序方向依次设置在注塑机构前侧端的上料工装、中转机构及下料工装,还包括依次对应注塑机构设置的用于实现物料转移的机械手组件、设置在下料工装末端的视觉检测机构;所述中转机构侧边还对应设置有二次上料工装。
6.优选的,所述注塑机构包括并列设置的注塑机a、注塑机b及注塑机c;所述机械手组件包括依次对应设置在注塑机构前端的三轴机械手a、三轴机械手b及三轴机械手c;所述中转机构包括设置在注塑机a与注塑机b之间的第一中转台、设置在注塑机b与注塑机c之间的第二中转台;所述二次上料工装设置在第一中转台侧边;所述上料工装设置在注塑机a前端侧边偏离第一中转台的一侧,所述下料工装初始端对应设置在注塑机c前侧;所述三轴机械手a的运动路径经过上料工装、注塑机a及第一中转台上方;所述三轴机械手b的运动路径经过第一中转台、注塑机b及第二中转台上方;所述三轴机械手c的运动路径经过第二中转台、注塑机c及下料工装的初始端上方。
7.优选的,所述注塑机a内通过三轴机械手a埋入上料工装内取出的镶件,并注塑形成半成品a;所述注塑机b内通过三轴机械手b埋入半成品a及二次上料工装内取出的铁条,并注塑形成半成品b;所述注塑机c内通过三轴机械手c埋入半成品b,并注塑形成成品。
8.优选的,所述上料工装、第一中转台及第二中转台上方分别设置仿形板a、仿形板b及仿形板c,并同时设置有分别驱动其沿加工工序方向运动的移栽模组;所述仿形板a上用
于放置镶件,所述仿形板b上用于放置半成品a及铁条的组合,所述仿形板c用于放置半成品b;所述第一中转台上端还设置有实现半成品a翻转的旋转机构,侧边的二次上料工装包括铁条供料组件、以及将铁条依次转移至仿形板b上的四轴机器人。
9.优选的,所述三轴机械手a端部具有夹取镶件的气缸夹爪a及夹取半成品a的气缸夹爪b,所述三轴机械手b端部具有夹取半成品a的气缸夹爪b、夹取铁条的气缸夹爪c、以及夹取半成品b的气缸夹爪d;所述三轴机械手c端部具有夹取半成品b的气缸夹爪d及夹取成品的气缸夹爪e;所述四轴机器人端部具有夹取铁条的气缸夹爪f。
10.优选的,所述旋转机构包括呈倒置l型设置的转板、固定在转板水平上端面的气缸夹爪g、驱动转板翻转180
°
的翻转模组;所述翻转模组包括齿条、与齿条啮合并与转板固定连接的齿轮、以及驱动齿条运动的推动气缸。
11.优选的,所述铁条供料组件包括用于放置若干铁条的料仓、设置在料仓下端的一对分料块、设置在分料块下方的载盘、驱动一对分料块同步转动的旋转气缸、以及驱动载盘运动的电缸;所述料仓呈y型结构,下端部的间距使铁条上下堆叠排列;所述分料块呈扁形柱状结构,中轴线沿水平方向设置,处在料仓正下方的侧壁处内凹设置有供铁料放置的缺口;所述载盘上端安装有供铁条落入,并具有v型开口的支承块。
12.优选的,所述料仓侧边还设置有防卡料组件,所述防卡料组件包括防卡料板及推动防卡料板升降的升降气缸;所述防卡料板端部靠近上下堆叠的若干铁条侧边,并可上升运动至y型结构的料仓上端部。
13.优选的,所述下料工装选用两组传送带,其中一组所述传送带设置在成品下料时的起始端,并与注塑机c前端对齐;另一组所述传送带沿平行于注塑机构的分布方向设置,传送方向与注塑机构的分布方向相反;所述三轴机械手a、三轴机械手b及三轴机械手c下端均设置有支撑架,平行于注塑机构分布方向设置的传送带贯穿支撑架,该传送带处在成品下料时的末端由三轴机械手a下方的支撑架贯穿而出,且末端部还设置有阻挡板。
14.优选的,所述视觉检测机构设置在传送带处在成品下料时的末端上方,包括遮光壳体、设置在遮光壳体内部的相机、光源及感应传感器、设置在遮光壳体外壁上的电容触摸屏。
15.与现有技术相比,本实用新型的优点是:
16.本实用新型主要采用多台注塑机联动,串联注塑生产的各个工序,可实现从供料到最后出成品的全过程自动化,人工只需固定时间为设备添加材料,设备的诞生取代人工,实现高度的自动化,释放劳动力,减轻员工负荷,消减企业成本;同时设备可实现24小时不间断工作,高速、高准确性、高连续性的设备保证了产品的产能和品质。
附图说明
17.下面结合附图及实施例对本实用新型作进一步描述:
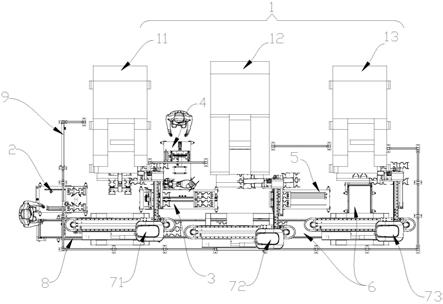
18.图1为本实用新型所述的一种自动注塑及检测设备的俯视图;
19.图2为本实用新型所述的一种自动注塑及检测设备的局部结构示意图(缺省注塑机构及安全围栏);
20.图3为本实用新型所述上料工装的结构示意图;
21.图4为本实用新型所述第一中转台的结构示意图;
22.图5为本实用新型所述旋转机构的结构示意图;
23.图6为本实用新型所述二次上料工装的结构示意图;
24.图7、图8为本实用新型所述铁条供料组件的结构示意图;
25.图9为本实用新型所述第二中转台的结构示意图;
26.图10为本实用新型所述三轴机械手a的结构示意图;
27.图11为本实用新型所述三轴机械手b的结构示意图;
28.图12为本实用新型所述三轴机械手b在图11中的a处结构放大图;
29.图13为本实用新型所述三轴机械手c的结构示意图;
30.图14为本实用新型所述下料工装的设置结构示意图;
31.图15为本实用新型所述视觉检测机构的结构示意图;
32.图16为本实用新型所述的一种自动注塑及检测设备工作时的动作流程图。
33.其中:1、注塑机构;
34.11、注塑机a,12、注塑机b,13、注塑机c;
35.2、上料工装;
36.21、仿形板a,22、移栽模组;
37.3、第一中转台;
38.31、仿形板b,32、旋转机构;
39.321、转板,322、气缸夹爪g,323、翻转模组,324、推动气缸,325、驱动齿条,326、齿轮;
40.4、二次上料工装;
41.41、铁条供料组件,42、四轴机器人;
42.411、料仓,412、分料块,413、载盘,414、旋转气缸,415、电缸,416、支承块,417、防卡料板,418、升降气缸;
43.5、第二中转台;
44.51、仿形板c;
45.6、下料工装;
46.61、传送带,62、阻挡板;
47.7、机械手组件;
48.71、三轴机械手a,72、三轴机械手b,73、三轴机械手c,74、支撑架;
49.8、视觉检测机构;
50.81、遮光壳体,82、相机,83、光源,84、感应传感器,85、电容触摸屏;
51.9、安全围栏;
52.01、气缸夹爪a,02、气缸夹爪b,03、气缸夹爪c,04、气缸夹爪d,05、气缸夹爪e。
具体实施方式
53.下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
54.如图1、图2所示,一种自动注塑及检测设备,其组成结构主要如下:
55.第一,按加工工序依次并列设置的注塑机构1,注塑机构1包括并列设置的注塑机a11、注塑机b12及注塑机c13;
56.第二,沿加工工序方向依次设置在注塑机构1前侧端的上料工装2、中转机构及下料工装6;其中,中转机构包括设置在注塑机a11与注塑机b12之间的第一中转台3、设置在注塑机b12与注塑机c13之间的第二中转台5;上料工装2设置在注塑机a11前端侧边偏离第一中转台3的一侧;下料工装6初始端对应设置在注塑机c13前侧;
57.第三,中转机构侧边还对应设置有二次上料工装4,具体的,二次上料工装4设置在第一中转台3侧边;
58.第四,依次对应注塑机构1设置的用于实现物料转移的机械手组件7,包括依次对应设置在注塑机构1前端的三轴机械手a71、三轴机械手b72及三轴机械手c73;三轴机械手a71的运动路径经过上料工装2、注塑机a11及第一中转台3上方;三轴机械手b72的运动路径经过第一中转台3、注塑机b12及第二中转台5上方;三轴机械手c73的运动路径经过第二中转台5、注塑机c13及下料工装6的初始端上方;进而实现注塑机a11内通过三轴机械手a71埋入上料工装2内取出的镶件,并注塑形成半成品a;注塑机b12内通过三轴机械手b72埋入半成品a及二次上料工装4内取出的铁条,并注塑形成半成品b;注塑机c13内通过三轴机械手c73埋入半成品b,并注塑形成成品;
59.第五,设置在下料工装6末端的视觉检测机构8。
60.具体的,关于上料工装2,如图3所示,其上端设置有仿形板a21及驱动仿形板a21沿水平方向运动的移栽模组22,仿形板a21上用于放置镶件。
61.关于第一中转台3,如图4所示,其上端设置有仿形板b31、驱动仿形板b31沿水平方向运动的移栽模组22、靠近上料工装2的一侧还设置有实现半成品a翻转的旋转机构32;如图5所示,旋转机构32包括呈倒置l型设置的转板321、固定在转板321水平上端面的气缸夹爪g322、驱动转板321翻转180
°
的翻转模组323;翻转模组323包括齿条325、与齿条325啮合并与转板321固定连接的齿轮326、以及驱动齿条325运动的推动气缸324;推动气缸324驱动齿条325运动,进而带动与之啮合的齿轮326的转动,并实现转板321的翻转;仿形板b31上用于放置翻转后的半成品a及后续待上料的铁条。
62.关于二次上料工装4,如图6所示,包括铁条供料组件41、以及将铁条依次转移至仿形板b31上的四轴机器人42;如图7所示,铁条供料组件41包括用于放置若干铁条的料仓411、设置在料仓411下端的一对分料块412、设置在分料块412下方的载盘413、驱动一对分料块412同步转动的旋转气缸414、以及驱动载盘413向四轴机器人42一侧运动的电缸415;料仓411呈y型结构,下端部的间距使铁条上下堆叠排列;分料块412呈扁形柱状结构,中轴线沿水平方向设置,处在料仓411正下方的侧壁处内凹设置有供铁料放置的缺口;载盘413上端安装有供铁条落入,并具有v型开口的支承块416;如图8所示,料仓411后侧端还设置有防卡料组件,防卡料组件包括防卡料板417及推动防卡料板417升降的升降气缸418;防卡料板417端部靠近上下堆叠的若干铁条侧边,并可上升运动至y型结构的料仓411上端部;由于料仓411内部用于放置若干铁条,铁条会受重力作用依次排列落入料仓411下端部的空间内,但是y型结构的中部位置处容易出现多根铁条卡料而无法下落的情况,因此通过防卡料板417进行拨料,保证铁条能够顺利进入料仓411下端部;四轴机器人42端部具有夹取载盘413上铁条的气缸夹爪f,夹取铁条后并用于放置在仿形板b31上,进而实现仿形板b31上放置半成品a和铁条。
63.关于第二中转台5,如图9所示,其上端设置有仿形板c51、驱动仿形板c51沿水平方
向运动的移栽模组22;仿形板c51上用于放置半成品b。
64.关于上料工装2、第一中转台3及第二中转台5上设置的移栽模组22可选用电缸、活塞型气缸、无杆气缸中的任意一种。
65.关于机械手组件7,如图10所示,三轴机械手a71端部具有夹取镶件的气缸夹爪a01及夹取半成品a的气缸夹爪b02,气缸夹爪a01及气缸夹爪b02分设在三轴机械手a71端部两侧,并可实现同步转动;如图11、图12所示,三轴机械手b72端部具有夹取半成品a的气缸夹爪b02、夹取铁条的气缸夹爪c03、以及夹取半成品b的气缸夹爪d04;其中,气缸夹爪b02及气缸夹爪c03设置在同侧,气缸夹爪d04设置在另一侧,并可实现同步转动;如图13所示,三轴机械手c73端部具有夹取半成品b的气缸夹爪d04及夹取成品的气缸夹爪e05,气缸夹爪d04及气缸夹爪e05分设在三轴机械手c73端部两侧,并可实现同步转动。
66.关于下料工装6,结合图1、图14所示,该下料工装6选用两组传送带61,其中一组传送带61设置在成品下料时的起始端,并与注塑机c13前端对齐;另一组传送带61沿平行于注塑机构1的分布方向设置,传送方向与注塑机构1的分布方向相反;三轴机械手a71、三轴机械手b72及三轴机械手c73下端均设置有支撑架74,平行于注塑机构1分布方向设置的传送带61贯穿支撑架74,该传送带61处在成品下料时的末端由三轴机械手a71下方的支撑架74贯穿而出,且末端部还设置有阻挡板62。
67.关于视觉检测机构8,如图15所示,该视觉检测机构8设置在传送带61处在成品下料时的末端上方,包括遮光壳体81、设置在遮光壳体81内部的相机82、光源83及感应传感器84、设置在遮光壳体81外壁上的电容触摸屏85,用于检测注塑完成的成品是否符合加工要求。
68.结合图1所示,本实用新型中,设备外围设置有安全围栏9,其中上料工装2的上料端、铁条供料组件41及下料公转的末端均处在安全围栏9外侧。
69.结合图16所示,本实用新型的工作原理具体如下:
70.①
镶件上料:结合图1、图2、图3所示,操作人员从安全围栏9外侧将镶件放置在仿形板a21上,仿形板a21通过移栽模组22移动至安全围栏9内侧,并通过三轴机械手a71端部的气缸夹爪a01从仿形板a21上取走镶件;
71.②
注塑机a11内上一轮注塑完成的半成品a的取料:三轴机械手a71运动至注塑机a11上方,通过气缸夹爪b02取走注塑机a11内的半成品a;
72.③
镶件埋入注塑机a11:三轴机械手a71端部旋转,通过气缸夹爪a01将夹取的镶件埋入注塑机a11内,完成后,气缸夹爪b02继续将取出的半成品a转移至转板321上方,并通过气缸夹爪g322夹紧;
73.④
半成品a的翻转及移送:如图4、图5所示,翻转模组323驱动半成品a转动180
°
,翻转完成后,此时仿形板b31处于转板321正下方,气缸夹爪g322及半成品a朝下,气缸夹爪g322再将半成品a放置在仿形板b31上;接着,仿形板b31通过移栽模组22向远离翻转模组323的一侧运动;
74.⑤
铁条的上料:如图7所示,铁条从料仓411下方进入分料块412的缺口内,并随着分料块412转动,当缺口转动至朝向下方时,铁条受自身重力作用落入载盘413上端的支承块416上;接着载盘413通过电缸415作用向靠近四轴机器人42一侧运动,四轴机器人42端部的气缸夹爪f夹取铁条,并放置在仿形板b31上的指定位置,此时仿形板b31上具有半成品a
和铁条,如图12所示,并通过气缸夹爪b02和气缸夹爪c03同步工作,分别夹取半成品a和铁条;
75.⑥
注塑机b12内上一轮注塑完成的半成品b的取料:三轴机械手b72运动至注塑机b12上方,并通过气缸夹爪d04取走注塑机b12内的半成品b;
76.⑦
半成品a和铁条埋入注塑机b12:三轴机械手b72端部旋转,气缸夹爪b02和气缸夹爪c03同步将半成品a和铁条埋入注塑机b12内;完成后,气缸夹爪d04继续将取出的半成品b转移至仿形板c51上;
77.⑧
半成品b的移送及夹取:结合图2、图9所示,仿形板c51通过移栽模组22向靠近注塑机c13的一侧移动,三轴机械手c73端部的气缸夹爪d04夹取仿形板c51上的半成品b;
78.⑨
注塑机c13内上一轮注塑完成的成品的取料:三轴机械手c73运动至注塑机c13上方,并通过气缸夹爪e05取走注塑机c13内的成品;
79.⑩
半成品b埋入注塑机c13:三轴机械手c73端部旋转,气缸夹爪d04将半成品b埋入注塑机c13,完成后,气缸夹爪e05将成品放置在传送带61上;
80.成品的下料:进入传送带61上的成品沿传送带61运动方向依次下料;
81.视觉检测:成品下料的过程中,当感应传感器84检测到有成品运动至下方,此时相机82拍照,通过照片分析成品是否存在瑕疵,并将结果通过电容触摸屏85显示。
82.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1