一种充电器的自动超声铆合机的制作方法
1.本实用新型涉及铆合机,尤其是涉及一种充电器的自动超声铆合机。
背景技术:
2.人们日常使用手机、笔记本电脑、游戏机、平板等都需配备充电器,市场需求大。现有电子制造公司在制造充电器的过程中,一般是由人工将充电器置于超声机下方的定位模具中,然后由人工启动超声机对充电器的外壳进行铆合。由于超声机的工作时发出的声音超出90db,工人离设备近,对工人耳膜的伤害非常大,长期从事此工种有患职业病的风险。
3.中国实用新型专利cn206254510u公开了一种充电器自动铆合打标检测一体化设备,该充电器自动铆合打标检测一体化设备具有两个超声波焊接装置和产品移位机械手ⅰ13,产品移位机械手ⅰ13一次性取出两个工件,输送给两个个超声波焊接装置3。该一体化设备很好避免了生产过程中产生的污染对人体进行伤害。
4.然而,对于不同型号的充电器,其铆合的位置会有所差别,进而需要调整铆合的角度,上述一体化设并未考虑铆合位置的问题,因此通用性较差。
技术实现要素:
5.本实用新型技术方案是针对上述情况的,为了解决上述问题而提供一种充电器的自动超声铆合机,所述自动超声铆合机包括:进料带、定位机构、超声波发射器和卸料带,所述定位机构包括:支架、接收台、旋转台、治具和机械手,所述接收台、旋转台和治具都设置在支架上并且从前往后依次排列,所述支架和机械手都位于进料带与卸料带之间,所述超声波发射器与治具沿上下方向正对。
6.进一步,所述自动超声铆合机还包括:进料轨道,所述进料轨道位于进料带的上侧。
7.进一步,所述自动超声铆合机还包括:同步传送带,并且所述同步传送带的前端与进料带的前端平齐,所述同步传送带的后端与卸料带的后端平齐。
8.进一步,所述旋转台包括:旋转电机、旋转柱和容纳座,所述旋转电机的活塞杆与旋转柱连接,所述容纳座设置在旋转柱的上表面。
9.进一步,所述治具包括:承接板、两个定位气缸和两个定位块,两个定位块都位于承接板的上侧,两个定位气缸的活塞杆分别与两个定位块连接,两个定位气缸的活塞杆沿水平方向放置,并且两个定位气缸的活塞杆朝向相反。
10.进一步,所述机械手包括:夹头、竖直滑台和水平滑台,所述夹头沿上下方向可移动地设置在竖直滑台上,所述竖直滑台沿前后方向可移动地设置在水平滑台上。
11.进一步,所述夹头包括:夹紧气缸、推动块、两个摆杆,两个基板和两个夹板,所述夹紧气缸的活塞杆与推动块连接,所述夹紧气缸的活塞杆沿前后方向放置,两个摆杆的一端都可旋转地设置在推动块上,两个摆杆的另一端分别可旋转地设置在两个基板上,两个夹板分别与两个基板固定,所述夹板上具有夹臂,两个夹板的夹臂相互对齐。
12.进一步,所述夹头还包括:两个夹头导轨和至少两个夹头滑块,所述夹头导轨沿前后方向放置,两个夹头滑块可移动地设置在两个夹头导轨上,两个基板分别与两个夹头滑块形成固定。
13.进一步,所述竖直滑台包括:竖直电机、竖直丝杠、竖直螺母和竖直支撑板,所述竖直电机的电机轴与竖直丝杠通过联轴器连接,所述竖直丝杠沿上下方向放置,所述竖直螺母与竖直丝杠啮合,所述竖直支撑板与竖直螺母形成固定,所述夹头设置在竖直支撑板上。
14.进一步,所述水平滑台包括:水平电机、水平丝杠、水平螺母和水平支撑板,所述水平电机的电机轴与水平丝杠通过联轴器连接,所述水平丝杠沿前后方向放置,所述水平螺母与水平丝杠啮合,所述水平支撑板与水平螺母形成固定,所述竖直滑台设置在水平支撑板上。
15.采用上述技术方案后,本实用新型的效果是:具有上述结构的自动超声铆合机,具有以下优点:
16.1、可以自动完成充电器外壳的超声波铆合工艺,不需要人工操作,可以保护人身安全及保障工人健康。
17.2、在进行铆合工艺之前,可以对充电器的放置角度进行调节,进而满足不同型号充电器的铆合位置的要求。
附图说明
18.图1为本实用新型涉及的自动超声铆合机的示意图;
19.图2为本实用新型涉及的自动超声铆合机的内部视图;
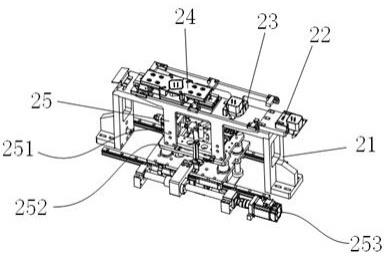
20.图3为本实用新型涉及的定位机构的示意图;
21.图4为本实用新型涉及的旋转台的示意图;
22.图5为本实用新型涉及的治具的示意图;
23.图6为本实用新型涉及的夹头的示意图;
24.图7为本实用新型涉及的竖直滑台的示意图;
25.图8为本实用新型涉及的水平滑台的示意图。
具体实施方式
26.特别指出的是,本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定;“若干个”的含义是至少一个。本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
27.下面通过实施例对本实用新型技术方案作进一步的描述:
28.本实用新型提供一种充电器的自动超声铆合机,结合图1和图2所示,自动超声铆合机包括:进料带1、定位机构2、超声波发射器3和卸料带4,如图 3所示,定位机构2包括:支架21、接收台22、旋转台23、治具24和机械手 25,接收台22、旋转台23和治具24都设置在支架21上并且从前往后依次排列,支架21和机械手25都位于进料带1与卸料带4之间,超声波发射器3与治具 24沿上下方向正对。
29.上述自动超声铆合机工作时,进料带1将充电器输入至接收台22上,机械手25把接
收台22上的充电器转移至旋转台23,旋转台23将充电器旋转至将要铆合的角度,接着机械手25把旋转台23上的充电器转移至治具24中,超声波发射器3利用超声波对充电器的外壳进行铆合(即焊接),最后机械手25把治具24中的充电器转移至卸料带4,卸料带4输出铆合完成的充电器。
30.可见,具有上述结构的自动超声铆合机,具有以下优点:
31.1、可以自动完成充电器外壳的超声波铆合工艺,不需要人工操作,可以保护人身安全及保障工人健康。
32.2、在进行铆合工艺之前,可以对充电器的放置角度进行调节,进而满足不同型号充电器的铆合位置的要求。
33.具体地,请继续参考图1所示,自动超声铆合机还包括:机箱5,定位机构 2和超声波发射器3都位于机箱5内部,进料带1和卸料带4都从机箱5的外部延伸至内部。机箱5可以对定位机构2和超声波发射器3起到保护作用,并且机箱5可以避免超声波大面积扩散。
34.具体地,请继续参考图2,自动超声铆合机还包括:进料轨道6,进料轨道 6位于进料带1的上侧。进料轨道6可以限定充电器输入时的角度,方便机械手 25夹取。
35.具体地,自动超声铆合机还包括:同步传送带7,并且同步传送带7的前端与进料带1的前端平齐,同步传送带7的后端与卸料带4的后端平齐。设置同步传送带7可以同步传输充电器的电力线,以便后续的装配操作。
36.具体地,进料带1、定位机构2、超声波发射器3、卸料带4、进料轨道6 和同步传送带7都为两个。在本实施例中,自动超声铆合机为双工位机器。
37.具体地,如图4所示,旋转台23包括:旋转电机231、旋转柱232和容纳座233,旋转电机231的活塞杆与旋转柱232连接,容纳座233设置在旋转柱 232的上表面。通过旋转电机231可以驱动容纳座233旋转,从而调节充电器的放置角度。
38.具体地,如图5所示,治具24包括:承接板241、两个定位气缸242和两个定位块243,两个定位块243都位于承接板241的上侧,两个定位气缸242的活塞杆分别与两个定位块243连接,两个定位气缸242的活塞杆沿水平方向(即前后方向或左右方向)放置,并且两个定位气缸242的活塞杆朝向相反。当充电器转移至承接板241上后,两个定位气缸242分别移动两个定位块243,使两个定位块243夹紧充电器。
39.具体地,请继续参考图3,机械手25包括:夹头251、竖直滑台252和水平滑台253,夹头251沿上下方向可移动地设置在竖直滑台252上,竖直滑台 252沿前后方向可移动地设置在水平滑台253上。通过竖直滑台252和水平滑台 253可以分别控制夹头251沿上下方向和前后方向移动。夹头251夹取充电器后,竖直滑台252控制夹头251向上移动,然后水平滑台253控制夹头251后移动,接着竖直滑台252再控制夹头251向下移动,最后夹头251释放充电器,完成转移操作。转移完成后控制夹头251沿上述路径反向回到夹取位置,重新夹取充电器,以此循环。
40.更具体地,如图6所示,夹头251包括:夹紧气缸2511、推动块2512、两个摆杆2513,两个基板2514和两个夹板2515,夹紧气缸2511的活塞杆与推动块2512连接,夹紧气缸2511的活塞杆沿前后方向放置,两个摆杆2513的一端都可旋转地设置在推动块2512上,两个摆杆2513的另一端分别可旋转地设置在两个基板2514上,两个夹板2515分别与两个基板2514固定,夹板2515上具有夹臂2516,两个夹板2515的夹臂2516相互对齐。通过夹紧气缸2511可
以驱动推动块2512沿前后方向移动,摆杆2513的一端发生旋转,并且另一端推动两个基板2514沿左右方向移动,从而使两个夹板2515沿左右方向相互靠近或远离,两个夹板2515的夹臂2516在上述过程中完成对充电器的夹取和释放操作。
41.在本实施例中,夹板2515上具有三个夹臂2516,三个夹臂2516从前往后依次排列。上述夹头251可同时完成三个充电器的转移操作。
42.作为一种优选的方案,夹臂2516的内端(即与充电器的接触端)具有橡胶头25160。橡胶头25160为软质材料,可以避免划伤充电器的外壳。
43.更具体地,夹头251还包括:多个旋转轴2517,旋转轴2517沿上下方向放置,摆杆2513的一端和推动块2512被一个旋转轴2517穿过,摆杆2513的另一端和基板2514也被一个旋转轴2517穿过。摆杆2513的两端分别绕两个旋转轴2517发生旋转。
44.更具体地,夹头251还包括:两个夹头导轨2518和至少两个夹头滑块2519,夹头导轨2518沿前后方向放置,两个夹头滑块2519可移动地设置在两个夹头导轨2518上,两个基板2514分别与两个夹头滑块2519形成固定。通过夹头导轨2518和夹头滑块2519的配合可以限定基板2514的移动方向。
45.更具体地,如图7所示,竖直滑台252包括:竖直电机2521、竖直丝杠2522、竖直螺母2523和竖直支撑板2524,竖直电机2521的电机轴与竖直丝杠2522通过联轴器连接,竖直丝杠2522沿上下方向放置,竖直螺母2523与竖直丝杠2522 啮合,竖直支撑板2524与竖直螺母2523形成固定,夹头251设置在竖直支撑板2524上。通过竖直电机2521可以驱动竖直丝杠2522旋转,促使竖直螺母2523 移动,从而使竖直支撑板2524带动夹头251沿上下方向移动。
46.更具体地,如图8所示,水平滑台253包括:水平电机5231、水平丝杠2532、水平螺母2533和水平支撑板2534,水平电机5231的电机轴与水平丝杠2532通过联轴器连接,水平丝杠2532沿前后方向放置,水平螺母2533与水平丝杠2532 啮合,水平支撑板2534与水平螺母2533形成固定,竖直滑台252设置在水平支撑板2534上。通过水平电机5231可以驱动水平丝杠2532旋转,促使水平螺母2533移动,从而使水平支撑板2534带动竖直滑台252沿前后方向移动。
47.更具体地,水平滑台253还包括:水平导轨2535和水平滑块2536,水平导轨2535沿前后方向放置,水平滑块2536可移动地设置在水平导轨2535上,水平支撑板2534与水平滑块2536形成固定。通过水平导轨2535和水平滑块2536 的配合可以限定水平支撑板2534的移动方向。
48.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1