一种N95打片机的制作方法
一种n95打片机
技术领域
1.本实用新型涉及口罩机,尤其是一种n95打片机。
背景技术:
2.为了保护人民的日常生活健康,一定程度上防控可吸入微尘和飞沫、的危害,日常外出佩戴防护口罩成了人们日常生活的习惯,为了满足人们对防护型口罩的需要,制造合格的口罩以满足人们的日常要求是本项目的初衷。n95口罩是用n95无纺布材料为原料的一种立体口罩。可使用1~4层n95pp纺粘无纺布活性炭以及过滤材料,n95打片机从原材料入料到鼻线插入、熔接成型和外形裁切成型。搭配内耳带口罩机、外耳带口罩机、绑带式口罩机或耳带电焊机,就可以生产内耳带口罩、外耳带口罩、绑带口罩等各式口罩。现有n95打片机连续高速运作时容易出现故障,且不良率高。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种n95打片机,运行稳定,产量高,不良率低。
4.为解决上述技术问题,本实用新型的技术方案是:一种n95打片机,按物料输送方向依次包括料卷放料装置、裁切熔接装置和成品输出装置;所述裁切熔接装置按物料输送方向依次包括鼻梁条裁切机构、口罩熔接齿模辊熔接机构、自动模切机构和牵引机构,所述鼻梁条裁切机构包括鼻线导板、与鼻线导板配合的过线直轮、鼻线切刀和第一驱动机构;所述口罩熔接齿模辊熔接机构包括超声波振动子、与超声波振动子匹配的超声波换能器、设在超声波振动子上方的熔接齿模辊和驱动熔接齿模辊的第二驱动机构;所述自动模切机构包括模切刀辊、与模切刀辊配合的模切刀枕和驱动模切刀辊的第三驱动机构;所述牵引机构包括牵引上辊、牵引下辊和第四驱动机构。本实用新型原理:料卷放料装置用于鼻梁线材和布料的同步放卷;鼻梁条裁切机构中,利用过线直轮对鼻梁线的摩擦力将其往前带动,第一驱动机构驱动过线直轮和鼻线切刀同步转动,每转动一周,鼻线切刀切断一次;被切断的鼻梁条与布料一起进入口罩熔接齿模辊熔接机构,通过超声波振动子与熔接齿模辊的配合完成纹路熔接,利用超声波振动子与布料接触,上面压上熔接齿模辊,振动子产生热量把布料滚焊出齿模的形状;熔接好的布料通过牵引机构的带动穿过模切刀辊与模切刀枕之间,模切刀辊转动时,布料被切断成模切刀辊的形状;切断后的口罩片材和废料经成品输出装置分别输出。
5.作为改进,所述过线直轮枢接在第一滑块上,所述鼻线切刀枢接在第二滑块上,第一滑块和第二滑块与第一滑座滑动配合,第一滑块与第一调节螺杆连接,第二滑块与第二调节螺杆连接。
6.作为改进,所述第一驱动机构包括电机、链轮组和齿轮组,电机通过链条带动链轮组,链轮组通过转轴带动齿轮组,齿轮组由相互啮合的齿轮驱动鼻线切刀和过线直轮同步旋转。
7.作为改进,所述熔接齿模辊的两端枢接在第三滑块上,所述模切刀辊的两端枢接在第四滑块上,所述牵引上辊的两端枢接在第五滑块上,第三滑块、第四滑块和第五滑块与第二滑座滑动配合,第三滑块与第三调节螺杆连接,第四滑块与第四调节螺杆连接,第五滑块与第五调节螺杆连接。
8.作为改进,所述第二驱动机构、第三驱动机构和第四驱动机构为若干齿轮相互啮合的齿轮组,电机通过链条带动链轮,链条通过转轴带动齿轮组。
9.作为改进,所述料卷放料装置与鼻梁条裁切机构之间设有第一过渡辊组,所述鼻梁条裁切机构与口罩熔接齿模辊熔接机构之间设有第二过渡辊组。
10.作为改进,所述料卷放料装置包括料架、枢接在料架上的鼻梁线盘和若干枢接在料架上的布料放卷机构。
11.作为改进,所述布料放卷机构包括滑轨、与滑轨配合的滑板、驱动滑板沿滑轨左右移动的第五驱动机构、通过轴承座枢接在滑板上的放料轴和套在放料轴上的布料盘。
12.作为改进,还包括调节放料轴阻尼的松紧调节机构,所述松紧调节机构包括调节块、穿过调节块且固定在滑板上的螺杆、与螺杆螺纹连接的旋钮和设在旋钮与调节块之间的弹簧,所述调节块的一侧设有弧形槽,所述放料轴设在弧形槽内。
13.作为改进,成品输出装置包括成品输送料道和设在成品输送料道上方的废料拉料辊组。
14.本实用新型与现有技术相比所带来的有益效果是:
15.1、本实用新型料卷放料装置能实现鼻梁和布料的同时自动送料,配合松紧调节机构保证材料的张力,运行平稳,故障率低,维修保养简单,运行高速而稳定;
16.2、鼻梁条裁切机构、口罩熔接齿模辊熔接机构、自动模切机构和牵引机构的配合,结构简单,高速运行稳定,能实现熔接和裁切功能;
17.3、成品输送料道和废料拉料辊组能将产品与废料分开输出,提高生产效率。
附图说明
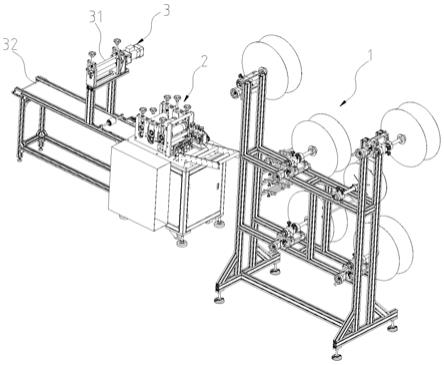
18.图1为本实用新型结构示意图。
19.图2为料卷放料装置示意图。
20.图3为布料放卷机构示意图。
21.图4为裁切熔接装置立体图。
22.图5为裁切熔接装置侧面视图。
23.图6为鼻梁条裁切机构示意图。
具体实施方式
24.下面结合说明书附图对本实用新型作进一步说明。
25.如图1所示,一种n95打片机,按物料输送方向依次包括料卷放料装置1、裁切熔接装置2和成品输出装置3。
26.如图4所示,所述裁切熔接装置2按物料输送方向依次包括鼻梁条裁切机构21、口罩熔接齿模辊熔接机构22、自动模切机构23和牵引机构24。
27.如图6所示,所述鼻梁条裁切机构21包括鼻线导板211、与鼻线导板211配合的过线
直轮212、鼻线切刀213和第一驱动机构217。所述过线直轮212和鼻线切刀213设在鼻线导板211的上方,且过线直轮212设在鼻线切刀213的前方,本实施例一共设有两个过线直轮212,所述过线直轮212的表面设有滚花以增大器摩擦力,通过过线直轮212对鼻线的摩擦力将其带动。所述过线直轮212枢接在第一滑块218上,所述鼻线切刀213枢接在第二滑块219上,第一滑块218和第二滑块219与第一滑座滑216动配合,第一滑块218与第一调节螺杆214连接,第二滑块219与第二调节螺杆215连接,通过调节螺杆调节过线直轮212和鼻线切刀213的上下位置。所述第一驱动机构217包括电机、链轮组和齿轮组,电机通过链条带动链轮组,链轮组通过转轴带动齿轮组,齿轮组由相互啮合的齿轮驱动鼻线切刀213和过线直轮212同步旋转,每转动一周,鼻线切刀213切断一次形成鼻梁条。
28.如图4、5所示,所述口罩熔接齿模辊熔接机构22包括超声波振动子222、与超声波振动子222匹配的超声波换能器、设在超声波振动子222上方的熔接齿模辊221和驱动熔接齿模辊221的第二驱动机构。
29.如图4、5所示,所述自动模切机构23包括模切刀辊231、与模切刀辊231配合的模切刀枕232和驱动模切刀辊231的第三驱动机构。
30.如图4、5所示,所述牵引机构24包括牵引上辊241、牵引下辊242和第四驱动机构。
31.如图4、5所示,所述熔接齿模辊221的两端枢接在第三滑块223上,所述模切刀辊231的两端枢接在第四滑块233上,所述牵引上辊241的两端枢接在第五滑块243上,第三滑块223、第四滑块233和第五滑块243与第二滑座6滑动配合,第三滑块233与第三调节螺杆224连接,第四滑块233与第四调节螺杆234连接,第五滑块243与第五调节螺杆244连接。所述第二驱动机构、第三驱动机构和第四驱动机构为若干齿轮相互啮合的齿轮组,电机通过链条带动链轮,链条通过转轴带动齿轮组。
32.如图4所示,所述料卷放料装置1与鼻梁条裁切机构21之间设有第一过渡辊组4,所述鼻梁条裁切机构21与口罩熔接齿模辊221熔接机构22之间设有第二过渡辊组5。
33.如图2、3所示,所述料卷放料装置1包括铝合金料架13、枢接在料架13上的鼻梁线盘12和若干枢接在料架13上的布料放卷机构11。所述布料放卷机构11包括滑轨112、与滑轨112配合的滑板113、驱动滑板113沿滑轨112左右移动的第五驱动机构114、通过轴承座115枢接在滑板113上的放料轴116和套在放料轴116上的布料盘111。第五驱动机构114为丝杆螺母的配合。放料轴配有调节阻尼的松紧调节机构,所述松紧调节机构包括调节块117、穿过调节块117且固定在滑板113上的螺杆119、与螺杆119螺纹连接的旋钮110和设在旋钮110与调节块117之间的弹簧118,所述调节块的一侧设有弧形槽,所述放料轴设在弧形槽内,依靠弹簧118的弹力迫使调节块117与放料轴接触,二者压力越大,摩擦力越大。
34.如图1所示,所述成品输出装置3包括成品输送料道32和设在成品输送料道32上方的废料拉料辊组31,废料拉料辊组31把废料和口罩片一起带出。
35.本实用新型原理:料卷放料装置1用于鼻梁线材和布料的同步放卷;鼻梁条裁切机构21中,利用过线直轮212对鼻梁线的摩擦力将其往前带动,第一驱动机构驱动过线直轮212和鼻线切刀213同步转动,每转动一周,鼻线切刀213切断一次;被切断的鼻梁条与布料一起进入口罩熔接齿模辊221熔接机构22,通过超声波振动子与熔接齿模辊221的配合完成纹路熔接,利用超声波振动子与布料接触,上面压上熔接齿模辊221,振动子产生热量把布料滚焊出齿模的形状;熔接好的布料通过牵引机构24的带动穿过模切刀辊231与模切刀枕
232之间,模切刀辊231转动时,布料被切断成模切刀辊231的形状;切断后的口罩片材和废料经成品输出装置3分别输出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1