一种汽车内饰件包覆工装结构的制作方法
1.本实用新型涉及交通工具内饰件技术领域,尤其涉及一种汽车内饰件包覆工装结构。
背景技术:
2.随着汽车工业的快速发展,人们对汽车尤其是汽车内饰的要求越来越高,汽车内饰是汽车车身的重要组成部分,汽车内饰的功能及品质直接影响整辆车的品质,故需要提高内饰的品质来满足人们的需求。
3.汽车内饰包括内饰件和内饰板,需要把内饰件粘贴至内饰板上,如今汽车内饰件常常会设计成带有缝纫线的,汽车内饰件上设置有一条将上下两块布料或皮料缝合的缝合线,从而会使在两块布料或皮料的缝合处厚度略大一点,而内饰板上设置有一条与缝合线相配合且对齐的内饰板对齐线,需要将内饰件粘贴至内饰板上,并且使内饰件上的缝合线与内饰板上的内饰板对齐线对齐,粘贴后再将内饰件放置在包覆工装上,将内饰件超出内饰板的部分包覆在内饰板上。
4.现有的操作是通过工人拿着内饰件,将内饰件上的缝合线沿着内饰板上的内饰板对齐线一点点进行粘贴,并且在粘贴中通过热风枪将内饰件和内饰板上的胶水加热,使内饰件和内饰板粘贴在一起,这样通过人工粘贴,粘贴效率非常慢,并且无法保证加工出来的产品统一性,也容易造成粘贴错误,增加成品报废率。
技术实现要素:
5.本实用新型所要解决现有的内饰件包覆效率慢的技术问题,提供了一种汽车内饰件包覆工装结构,该结构通过工装治具本体上的对线限位卡槽能够直接将内饰件定位在工装治具本体上,能够直接一次性粘贴至内饰板上,提升加工效率。
6.为本实用新型之目的,采用以下技术方案予以实现:
7.一种汽车内饰件包覆工装结构,该结构包括工装治具本体,所述的工装治具本体上设置有用于与内饰件结构相匹配的内饰件放置槽;所述的内饰件放置槽上设置有对线限位卡槽,内饰件放置槽内且位于对线限位卡槽外侧设置有多个用于对内饰件进行吸附的真空吸附孔组。
8.作为优选,所述的对线限位卡槽设置在内饰件放置槽的中部;对线限位卡槽横向设置。
9.作为优选,所述的对线限位卡槽的中部设置有长条状的v型凹口。
10.作为优选,所述的对线限位卡槽从左往右向下倾斜,且对线限位卡槽的右端向下弯曲。
11.作为优选,位于内饰件放置槽的外圈设置有多个用于固定内饰件的固定件。
12.作为优选,所述的固定件为用于固定内饰件的固定顶针。
13.作为优选,每个所述的真空吸附孔组包括多个用于吸附内饰件的真空吸附孔。
14.作为优选,所述的多个真空吸附孔组分别位于对线限位卡槽的前侧和后侧,工装治具本体内设置有两条水平的真空吸附通道,两条所述的真空吸附通道通过多条真空吸附连通道相连通,且前侧的真空吸附通道与前侧的每个真空吸附孔组相连通,后侧的真空吸附通道与后侧的每个真空吸附孔组相连通。
15.作为优选,位于前侧所述的真空吸附通道右端连通工装治具本体外,且位于前侧的真空吸附通道上设置有多条向前连通工装治具本体外的第一真空吸附支道;位于后侧所述的真空吸附通道上设置有多条向后连通工装治具本体外的第二真空吸附支道。
16.采用上述技术方案的一种汽车内饰件包覆工装结构,该结构通过内饰件放置槽能够根据不同的内饰件,从而形成与内饰件相匹配的形状,便于使对应的内饰件吻合的放置在内饰件放置槽上,提升定位的精准性。通过对线限位卡槽的形状与内饰件上的缝合线形状相匹配,从而便于更好的将内饰件上的缝合线对准对线限位卡槽,从而能够精准的将内饰件放置在内饰件放置槽内。通过v型凹口能够更好的与内饰件的缝合线处进行匹配,由于内饰件的缝合线是两块重合的布料,从而会形成一定的凸起,从而能够更好的将内饰件的缝合线卡入至v型凹口内,便于操作工人进行放置,不会出现将内饰件放置错误,并且能够使内饰件轻松的放入至v型凹口内,进一步将内饰件的缝合线精准定位在v型凹口内。通过真空吸附孔组能够直接将内饰件吸附在内饰件放置槽内,防止定位好的内饰件进行移动。通过将内饰件的边缘处压入固定顶针上,从而进一步将内饰件进行固定,提升内饰件的牢固性,防止内饰件在粘贴时进行移动,从而进一步提升内饰件粘贴的精准度。
17.综上所述,本实用新型的优点是一次性将内饰板粘贴至内饰件上,大大提升内饰件和内饰板的粘贴效率,并且提升粘贴质量。
附图说明
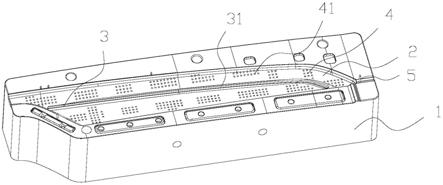
18.图1是本实用新型汽车内饰件包覆工装结构的结构示意图。
19.图2是本实用新型汽车内饰件包覆工装结构的剖视图。
20.其中:1、工装治具本体;2、内饰件放置槽;3、对线限位卡槽;31、v型凹口;4、真空吸附孔组;41、真空吸附孔;5、固定件; 6、真空吸附通道;60、真空吸附连通道;61、第一真空吸附支道;62、第二真空吸附支道。
具体实施方式
21.下面结合附图和具体实施方式对本实用新型作进一步说明。
22.如图1所示,一种汽车内饰件包覆工装结构,该结构包括工装治具本体1,工装治具本体1上设置有用于与内饰件结构相匹配的内饰件放置槽2,内饰件可以通过布料或皮料或者其他材料制成。通过内饰件放置槽2能够根据不同的内饰件,从而形成与内饰件相匹配的形状,便于使对应的内饰件吻合的放置在内饰件放置槽2上,提升定位的精准性。内饰件放置槽2上设置有对线限位卡槽3,对线限位卡槽3设置在内饰件放置槽2的中部;对线限位卡槽3横向设置,对线限位卡槽3从左往右向下倾斜,且对线限位卡槽3的右端向下弯曲,通过对线限位卡槽3的形状与内饰件上的缝合线形状相匹配,从而便于更好的将内饰件上的缝合线对准对线限位卡槽3,从而能够精准的将内饰件放置在内饰件放置槽2内。对线限位卡槽3的中部设置有长条状的v型凹口31,通过v型凹口31能够更好的与内饰件的缝合线处进
行匹配,由于内饰件的缝合线是两块重合的布料,从而会形成一定的凸起,从而能够更好的将内饰件的缝合线卡入至v型凹口31内,便于操作工人进行放置,不会出现将内饰件放置错误,并且能够使内饰件轻松的放入至v型凹口31内,进一步将内饰件的缝合线精准定位在v型凹口31内。
23.如图1和图2所示,内饰件放置槽2内且位于对线限位卡槽3外侧设置有多个真空吸附孔组4;每个包括多个用于吸附内饰件的真空吸附孔41,多个真空吸附孔41规则排列,且每组的真空吸附孔组4上真空吸附孔41数量不同。通过真空吸附孔组4能够直接将内饰件吸附在内饰件放置槽2内,防止定位好的内饰件进行移动。多个真空吸附孔组4分别位于对线限位卡槽3的前侧和后侧,工装治具本体1内设置有两条水平的真空吸附通道6,两条真空吸附通道6通过多条真空吸附连通道60相连通,且前侧的真空吸附通道6与前侧的每个真空吸附孔组4相连通,通过前侧的真空吸附通道6给前侧的每个真空吸附孔组4提供吸附力。后侧的真空吸附通道6与后侧的每个真空吸附孔组4相连通,通过后侧的真空吸附通道6给后侧的每个真空吸附孔组4提供吸附力。位于前侧真空吸附通道6右端连通工装治具本体1外,且位于前侧的真空吸附通道6上设置有多条向前连通工装治具本体1外的第一真空吸附支道61;给位于后侧真空吸附通道6上设置有多条向后连通工装治具本体1外的第二真空吸附支道62,通过多个吸附口能够前侧真空吸附通道6提供更大更均匀的吸附力,从而进一步保证了内饰件放置的稳定性和牢固性。位于内饰件放置槽2的外圈设置有多个用于固定内饰件的固定件5,固定件5为用于固定内饰件的固定顶针,通过将内饰件的边缘处压入固定顶针上,从而进一步将内饰件进行固定,提升内饰件的牢固性,防止内饰件在粘贴时进行移动,从而进一步提升内饰件粘贴的精准度。
24.通过将内饰件固定在内饰件放置槽2内,并且使内饰件的缝合处限位在对线限位卡槽3的v型凹口31内,能够将内饰件精准的进行定位,通过加热管能够将内饰件上的胶水加热,使内饰件上的胶水附有粘性,并将内饰板也进行加热,使内饰板上的胶水也附有粘性,通过将内饰板移动定位至内饰件上方,使内饰板上的内饰板对齐线与内饰件上的缝合处对齐,直接将两者进行粘合,省时省力,无需人工用热风枪一点点沿着内饰板对齐线进行粘贴,大大提升了粘合效率和粘合效果,且进一步确保了产品粘合的一致性。
25.综上所述,本实用新型的优点一次性将内饰板粘贴至内饰件上,大大提升内饰件和内饰板的粘贴效率,并且提升粘贴质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1