一种塑钢模具的制作方法
1.本实用新型涉及模具技术领域,具体涉及一种塑钢模具。
背景技术:
2.塑钢型材简称塑钢,是指用于制作门窗用的pvc型材,早在20世纪五十年代末已经在德国出现,我国从1983年才开始引进,在20世纪90年代末才开始普及应用。因为单纯用pvc型材加工的门窗强度不够,通常在型腔内添加钢材以增强门窗的牢固性,因此型材内部添加钢材制作的塑料门窗通常被称为塑钢门窗。随着塑钢门窗的广泛使用,用于制作塑钢门窗的pvc型材习惯上被称作塑钢型材。
3.塑钢型材是以聚氯乙烯(pvc)树脂为主要原料,加上一定比例的稳定剂、着色剂、填充剂、紫外线吸收剂等,经挤出所成型材,随着国家经济的不断发展,人们的生活水平与健康意识也在不断提高,因此对环保的要求也越来越高,近年来国家要求不允许再添加带毒性的铅盐稳定剂。使用无重金属,耐污染耐结垢性强、环保的钙锌环保稳定剂,而钙锌稳定剂在生产过程中析出现象较严重,以往清模周期在一个周以上,而现在钙锌稳定剂添加后清模具周期缩短到八小时,频繁的清模操作,费时费力,浪费耽误生产时间,为解决上述技术问题,本发明提供一种塑钢模具。
技术实现要素:
4.本实用新型的目的在于:为解决背景技术中提出的技术问题,本实用新型提供一种塑钢模具。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.一种塑钢模具,包括下模,还包括和下模配合的上模,所述下模和上模内还设有芯模,所述上模和下模上均设有将上模和下模锁紧为一体的锁紧孔,所述芯模包括位于下模内的下芯模和位于上膜内的上芯模,所述下芯模包括水平设置的底板,所述底板的左侧和右侧设有上扣件,所述底板上还设有沿竖直方向的两块支撑板,所述上芯模包括顶板,所述顶板的下表面设有两块支撑板,顶板上两块支撑板的位置和底板上两块支撑板的位置相对,所述底板的上表面还设有辅助扣合组件,所述芯模的外表面镀有铬层。
7.进一步地,所述辅助扣合组件包括设置在下扣件上方的辅助扣件,还包括从左到右依次设置在顶部上表面的t型滑动块、v形槽和楔形块,所述t型滑动块设置在位于左侧的支撑板的正上方,所述楔形块设置在位于右侧的支撑板的正上方。
8.进一步地,所述v形槽设置在t型滑动块和楔形块连线的中点。
9.进一步地,所述位于底板左侧的支撑板上设有卡槽。
10.进一步地,所述上扣件和下扣件的侧边均与水平面呈45
°
夹角。
11.本实用新型的工作原理和有益效果:
12.(1)本实用新型包括下模,还包括和下模配合的上模,所述下模和上模内还设有芯模,所述上模和下模上均设有将上模和下模锁紧为一体的锁紧孔,所述芯模包括位于下模
内的下芯模和位于上膜内的上芯模,所述下芯模包括水平设置的底板,所述底板的左侧和右侧设有上扣件,所述底板上还设有沿竖直方向的两块支撑板,所述上芯模包括顶板,所述顶板的下表面设有两块支撑板,顶板上两块支撑板的位置和底板上两块支撑板的位置相对,所述底板的上表面还设有辅助扣合组件,所述芯模的外表面镀有铬层,本实用新型通过上模、下模和芯模的配合,可便于塑钢的初步成型,通过锁紧孔的设置便于将上模和下模连接为一体,从而促使其内的上芯模和下芯模组合形成完成的芯模,在芯模的外表面镀覆铬层,可有效缩短钙锌环保稳定剂在生产过程中析出而沉淀在芯模的表面的时间,可有效减少清模的频次,提高生产效率。
13.(2)本实用新型所述辅助扣合组件包括设置在下扣件上方的辅助扣件,还包括从左到右依次设置在顶部上表面的t型滑动块、v形槽和楔形块,所述t型滑动块设置在位于左侧的支撑板的正上方,所述楔形块设置在位于右侧的支撑板的正上方,所述v形槽设置在t型滑动块和楔形块连线的中点,所述上扣件和下扣件的侧边均与水平面呈45
°
夹角,所述位于底板左侧的支撑板上设有卡槽,本实用新型通过辅助扣件、t型滑动块、v形槽和楔形块的设置,可便于塑钢一次成型,缩短塑钢生产的工艺流程,缩减生产时间。
附图说明
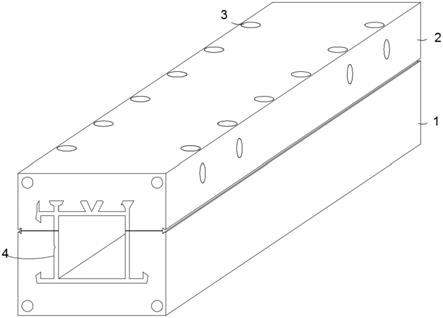
14.图1是本实用新型结构示意图;
15.图2是本实用新型芯模结构示意图;
16.附图标记:1-下模、2-上模、3-锁紧孔、4-芯模、4.1-底板、4.2-上扣件、4.3-支撑板、4.4-下扣件、4.5-t型滑动块、4.6-v形槽、4.7-楔形块、4.8-顶板。
具体实施方式
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
18.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
20.在本实用新型实施方式的描述中,需要说明的是,术语“内”、“外”、“上”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.实施例1
22.如图1-2所示,一种塑钢模具,包括下模1,还包括和下模1配合的上模2,下模1和上模2内还设有芯模4,上模2和下模1上均设有将上模2和下模1锁紧为一体的锁紧孔3,芯模4包括位于下模1内的下芯模4和位于上膜内的上芯模4,下芯模4包括水平设置的底板4.1,底板4.1的左侧和右侧设有上扣件4.2,底板4.1上还设有沿竖直方向的两块支撑板4.3,上芯模4包括顶板4.8,顶板4.8的下表面设有两块支撑板4.3,顶板4.8上两块支撑板4.3的位置和底板4.1上两块支撑板4.3的位置相对,底板4.1的上表面还设有辅助扣合组件,芯模4的外表面镀有铬层。
23.优选地,辅助扣合组件包括设置在下扣件4.4上方的辅助扣件,还包括从左到右依次设置在顶部上表面的t型滑动块4.5、v形槽4.6和楔形块4.7,t型滑动块4.5设置在位于左侧的支撑板4.3的正上方,楔形块4.7设置在位于右侧的支撑板4.3的正上方。
24.优选地,v形槽4.6设置在t型滑动块4.5和楔形块4.7连线的中点。
25.优选地,位于底板4.1左侧的支撑板4.3上设有卡槽。
26.优选地,上扣件4.2和下扣件4.4的侧边均与水平面呈45
°
夹角。
27.本实用新型的工作原理及有益效果如下:
28.本实用新型包括下模1,还包括和下模1配合的上模2,下模1和上模2内还设有芯模4,上模2和下模1上均设有将上模2和下模1锁紧为一体的锁紧孔3,芯模4包括位于下模1内的下芯模4和位于上膜内的上芯模4,下芯模4包括水平设置的底板4.1,底板4.1的左侧和右侧设有上扣件4.2,底板4.1上还设有沿竖直方向的两块支撑板4.3,上芯模4包括顶板4.8,顶板4.8的下表面设有两块支撑板4.3,顶板4.8上两块支撑板4.3的位置和底板4.1上两块支撑板4.3的位置相对,底板4.1的上表面还设有辅助扣合组件,芯模4的外表面镀有铬层,本实用新型通过上模2、下模1和芯模4的配合,可便于塑钢的初步成型,通过锁紧孔3的设置便于将上模2和下模1连接为一体,从而促使其内的上芯模4和下芯模4组合形成完成的芯模4,在芯模4的外表面镀覆铬层,可有效缩短钙锌环保稳定剂在生产过程中析出而沉淀在芯模4的表面的时间,可有效减少清模的频次,提高生产效率。
29.本实用新型辅助扣合组件包括设置在下扣件4.4上方的辅助扣件,还包括从左到右依次设置在顶部上表面的t型滑动块4.5、v形槽4.6和楔形块4.7,t型滑动块4.5设置在位于左侧的支撑板4.3的正上方,楔形块4.7设置在位于右侧的支撑板4.3的正上方,v形槽4.6设置在t型滑动块4.5和楔形块4.7连线的中点,上扣件4.2和下扣件4.4的侧边均与水平面呈45
°
夹角,位于底板4.1左侧的支撑板4.3上设有卡槽,本实用新型通过辅助扣件、t型滑动块4.5、v形槽4.6和楔形块4.7的设置,可便于塑钢一次成型,缩短塑钢生产的工艺流程,缩减生产时间。
30.由技术常识可知,本实用新型可以通过其他的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1