一种注塑模具不锈钢嵌件磁性定位的制作方法
1.本实用新型涉及注塑设备技术领域,具体为一种注塑模具不锈钢嵌件磁性定位。
背景技术:
2.注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑,橡胶注塑成型是一种将胶料直接从机筒注入模型硫化的生产方法。橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异;塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。有专门用于进行注塑的机械注塑机。目前最常使用的塑料是聚乙烯、聚丙烯、abs、pa、聚苯乙烯等。
3.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
4.在现有的注塑过程中,有时需要在注塑件内通过内嵌的方式设置不锈钢嵌件,而现有的不锈钢嵌件需要利用定位装置在注塑时对不锈钢嵌件进行固定,以防止其在注塑过程中出现偏移的情况,而现有的不锈钢嵌件大多采用磁性定位的方式进行固定,但是,现有的注塑模具在将注塑件制成后,由于磁性定位装置的原因,导致注塑件很难从注塑模具内取出,从而导致注塑件的取出需要耗费大量的时间和精力,使得工人在生产注塑件时效率较低。
5.现有的,因此需要研发一种注塑模具不锈钢嵌件磁性定位很有必要。
技术实现要素:
6.本实用新型的目的在于提供一种注塑模具不锈钢嵌件磁性定位,通过上述装置之间的配合作用,以解决上述背景技术中提出现有的注塑模具在将注塑件制成后,由于磁性定位装置的原因,导致注塑件很难从注塑模具内取出,从而导致注塑件的取出需要耗费大量的时间和精力,使得工人在生产注塑件时效率较低的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种注塑模具不锈钢嵌件磁性定位,包括下模座,所述下模座顶端部设有上模座,所述下模座底端部下方设有底座,所述底座底端外壁中心处通过铆钉连接的方式固定有蓄电池,所述下模座顶端外壁中心处设有成型槽,所述成型槽底端外壁两侧端部均设有通孔,所述通孔内通过套接的方式设有电磁铁,所述电磁铁通过电性连接线与蓄电池电性连接,所述蓄电池两侧端部均设有气泵,所述底座顶端外壁两侧端部固定有支撑组件,所述支撑组件顶端部与下模座底端外壁两侧端部固定连接,所述气泵与支撑组件配合使用。
8.优选的,所述下模座侧端外壁设有冷却液槽,所述冷却液槽设置在成型槽下方,所述下模座底端外壁两侧端部设有定位槽b,所述定位槽b设置在支撑组件与通孔之间。
9.优选的,所述底座顶端外壁两侧端部通过点焊的方式固定有定位销b,所述定位销
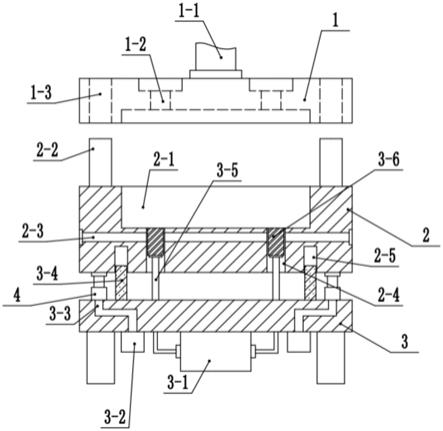
1,上模座1顶端外壁两侧端固定有注塑口1-2,注塑口1-2与成型槽2-1配合使用,上模座1顶端外壁四角处设有定位槽a1-3,下模座2顶端外壁四角处设有定位销a2-2,定位槽a1-3与定位销a2-2通过套接的方式连接,具体的,设置的升降装置1-1为电控升降机构,设置其是为控制上模座1进行上下移动,从而方便工人进行注塑或者取出,设置的注塑口1-2是为了方便工人将塑液倒入成型槽2-1内形成注塑件,设置的注塑口1-2与定位销a2-2是为了防止上模座1在移动过程中出现偏移的情况;
24.进一步的,下模座2顶端外壁中心处设有成型槽2-1,成型槽2-1底端外壁两侧端部均设有通孔2-4,下模座2侧端外壁设有冷却液槽2-3,冷却液槽2-3设置在成型槽2-1下方,下模座2底端外壁两侧端部设有定位槽b2-5,定位槽b2-5设置在支撑组件4与通孔2-4之间,具体的,设置的成型槽2-1是为了将塑液形成注塑件,设置的通孔2-4是为了储存电磁铁3-6,设置的冷却液槽2-3是为了向下模座2内通入冷却液,使得成型槽2-1内的塑液能快速进行冷却,使得注塑件成型的时间大幅缩短,设置的定位槽b2-5是为了配合定位销b3-4使得下模座2在移动过程中避免出现偏移的情况;
25.进一步的,下模座2底端部下方设有底座3,底座3底端外壁中心处通过铆钉连接的方式固定有蓄电池3-1,通孔2-4内通过套接的方式设有电磁铁3-6,电磁铁3-6通过电性连接线与蓄电池3-1电性连接,蓄电池3-1两侧端部均设有气泵3-2,底座3顶端外壁两侧端部固定有支撑组件4,支撑组件4顶端部与下模座2底端外壁两侧端部固定连接,气泵3-2与支撑组件4配合使用,底座3顶端外壁两侧端部通过点焊的方式固定有定位销b3-4,定位销b3-4通过插接的方式与定位槽b2-5连接,定位销b3-4与定位槽b2-5配合使用,蓄电池3-1两侧端外壁通过电性连接的方式设有电性线,电性线另一端穿过空心支撑杆3-5与电磁铁3-6底端部连接,气泵3-2顶端部通过铆钉连接的方式与底座3底端外壁连接,底座3内壁在与气泵3-2连接处设有通气槽3-3,通气槽3-3上端部与通气口4-4套接连接,具体的,设置的蓄电池3-1是为了向电磁铁3-6提供电源,使得电磁铁3-6能完成不锈钢嵌件的定位功能,设置的气泵3-2是为了配合支撑组件4控制下模座2进行上下移动,设置的通气槽3-3是为了将气泵3-2产生的空气输送至支撑组件4内,设置的空心支撑杆3-5一是为了对电磁铁3-6进行支撑固定,使得电磁铁3-6不会再通孔2-4内出现偏移和晃动的情况,二是为可通过其内部的空心结构可用来穿插电性线,使得电性线能与电磁铁3-6连接,同时也不会将电磁铁3-6直接裸露在外部,避免电磁铁3-6受到损伤,设置的电磁铁3-6是为了通过蓄电池3-1产生磁力而对不锈钢嵌件进行定位,避免不锈钢嵌件在注塑的过程中出现偏移的情况;
26.进一步的,支撑组件4包括套筒4-1,套筒4-1顶端部通过套接连接的方式设有连杆4-2,连杆4-2顶端部与底座3底端外壁固定连接,连杆4-2设置在套筒4-1内的一端通过卡接的方式固定有橡胶活塞4-3,橡胶活塞4-3与套筒4-1配合使用,套筒4-1底端部中心处设有通气口4-4,具体的,设置的气泵3-2可通过通气槽3-3与通气口4-4向套筒4-1内输送空气,在输送的过程中,由于套筒4-1内压强增大,会使得橡胶活塞4-3带动连杆4-2向上移动,从而使得底座3向上移动,当注塑完成后需要取出注塑件时,可关闭气泵3-2,下模座2在重力的作用下会向下移动,这时电磁铁3-6由于无法移动会从成型槽2-1内凸出,从而可将成型槽2-1内的注塑件从下模座2上顶出,从而能方便用户将注塑件快速取出。
27.工作原理:首先,技术人员可控制气泵3-2向支撑组件4内输送空气,使得支撑组件4将下模座2向上顶起,然后将内嵌的不锈钢嵌件放置在电磁铁3-6处,随后启动蓄电池3-1,
蓄电池3-1会通过电性线向电磁铁3-6启动电源,电磁铁3-6由此产生磁力对不锈钢嵌件进行固定,随后控制升降装置1-1使得上模座1向下移动并对下模座2顶端部进行压盖,随后通过注塑口1-2向下模座2内注入塑液,随后利用冷却液输送装置向冷却液槽2-3内通入冷却液,使得注塑件成型加快,一段时间后,注塑件成型完成后,用户在控制升降装置1-1使得上模座1向上移动,随后关闭气泵3-2,这时下模座2会在重力的作用下压动连杆4-2向下移动,使得下模座2整体向下移动,而设置的电磁铁3-6是固定的,所以在下模座2下降的过程中,设置的电磁铁3-6会将注塑件从成型槽2-1内顶出,随后在关闭蓄电池3-1,这时用户即可将注塑件取出。
28.虽然在上文中已经参考实施例对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1