螺母自动供料排料设备的制作方法
1.本实用新型涉及螺母上料设备技术领域,尤其涉及一种螺母自动供料排料设备。
背景技术:
2.在注塑工艺中,往往需要将螺母上料至目标位置,然后完成注塑,然而现有的螺母供料都是采用人工上料或者复杂治具上料等方式,不仅结构复杂,而且上料精确度较低,无法满足现有的生产需求。
3.目前,有必要提供一种螺母自动供料排料设备。
技术实现要素:
4.本实用新型的目的在于提供一种结构简单和上料精确度高的螺母自动供料排料设备。
5.为了实现上述目的,本实用新型提供的螺母自动供料排料设备包括机架和安装于所述机架的振动上料盘、承载件、顶升机构和上料机构,所述振动上料盘、顶升机构和上料机构沿所述机架的长度方向呈间隔开设置,所述承载件安装于所述顶升机构的一侧,所述振动上料盘用于将螺母送料至所述承载件,所述顶升机构用于抵顶所述承载件上的螺母使得螺母脱离所述承载件,所述上料机构用于将螺母上料至目标位置。
6.较佳地,所述承载件为安装于所述机架的板件,所述板件上开设有承载孔,所述板件向所述承载孔内延伸形成用于承载螺母的承托边缘,所述承载孔呈开放式设置。
7.较佳地,所述顶升机构包括第一移动装置、第一升降装置和顶升头,所述第一移动装置安装于所述机架,所述第一升降装置安装于所述第一移动装置的输出端,所述第一升降装置在所述第一移动装置的驱动下移动,所述第一升降装置安装于所述第一移动装置的输出端,所述顶升头安装于所述第一升降装置的输出端,所述顶升头在所述第一升降装置的驱动下升降。
8.较佳地,所述上料机构包括机械手和定位载具,所述定位载具安装于所述机架,所述定位载具位于所述顶升机构的一侧,所述机械手位于所述定位载具的上方,所述机械手用于将所述承载件上的螺母搬运至所述定位载具。
9.具体地,所述定位载具上设有用于定位的定位孔。
10.具体地,所述定位孔呈阵列设置。
11.具体地,所述上料机构还包括定位摄像机,所述定位摄像机安装于所述机架,所述定位摄像机的摄像头朝向所述定位载具。
12.较佳地,所述的螺母自动供料排料设备还包括操作显示屏,所述操作显示屏安装于所述机架。
13.较佳地,所述机架的底部设有防滑支撑脚座。
14.较佳地,所述机架的底部设有可升降的滑轮。
15.与现有技术相比,本实用新型的螺母自动供料排料设备通过将振动上料盘、承载
件、顶升机构和上料机构等结合在一起,振动上料盘、顶升机构和上料机构沿机架的长度方向呈间隔开设置,承载件安装于顶升机构的一侧,振动上料盘用于将螺母送料至承载件,从而实现螺母的上料,顶升机构用于抵顶承载件上的螺母使得螺母脱离承载件,从而便于上料机构抓取承载件上的螺母,上料机构用于将螺母上料至目标位置,从而精确将螺母运输至目标位置,具有结构简单和上料精确度高的优点。本实用新型的螺母自动供料排料设备还具有布局紧凑的优点。
附图说明
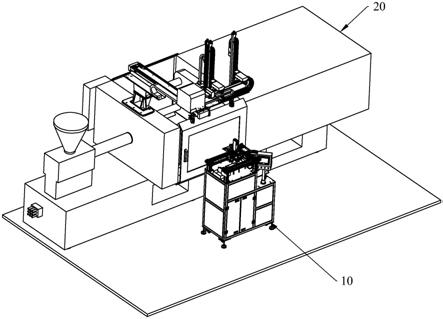
16.图1是本实用新型的螺母自动供料排料设备与注塑机的立体结构示意图。
17.图2是本实用新型的螺母自动供料排料设备的立体结构示意图。
18.图3是本实用新型的螺母自动供料排料设备的另一角度的立体结构示意图。
19.图4是图3中a处的局部放大图。
具体实施方式
20.为详细说明本实用新型的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
21.请参阅图1至图4,本实用新型提供一种螺母自动供料排料设备10,其设置于注塑机20的一侧,螺母自动供料排料设备10包括机架1和安装于机架1的振动上料盘2、承载件3、顶升机构4和上料机构5,振动上料盘2、顶升机构4和上料机构5沿机架1的长度方向呈间隔开设置,承载件3安装于顶升机构4的一侧,振动上料盘2用于将螺母送料至承载件3,从而实现螺母的上料,顶升机构4用于抵顶承载件3上的螺母使得螺母脱离承载件3,从而便于上料机构5抓取承载件3上的螺母,上料机构5用于将螺母上料至目标位置,从而精确将螺母运输至目标位置,具有结构简单和上料精确度高的优点。本实用新型的螺母自动供料排料设备10还具有布局紧凑的优点。更为具体地,如下:
22.请参阅图4,承载件3为安装于机架1的板件,板件上开设有承载孔31,承载孔31与螺母之螺帽的六边形对应,从而避免螺母发生转动,板件向承载孔31内延伸形成用于承载螺母的承托边缘32,承载孔31呈开放式设置,即承载孔31的一侧具有供螺母进入的开口。
23.请参阅图1至图3,顶升机构4包括第一移动装置41、第一升降装置42和顶升头43,第一移动装置41安装于机架1,第一升降装置42安装于第一移动装置41的输出端,第一升降装置42在第一移动装置41的驱动下移动,第一升降装置42安装于第一移动装置41的输出端,顶升头43安装于第一升降装置42的输出端,顶升头43在第一升降装置42的驱动下升降,借由第一升降装置42与第一移动装置41的驱动使得顶升头43移动至板件的承载孔31下方,通过抵顶螺母的底部使得螺母上升并脱离承载件3,以便于后续的机械手51抓取。
24.请参阅图1至图3,上料机构5包括机械手51和定位载具52,定位载具52安装于机架1,定位载具52位于顶升机构4的一侧,机械手51安装于机架1,机械手51位于定位载具52的上方,机械手51用于将承载件3上的螺母搬运至定位载具52。定位载具52上设有用于定位的定位孔521,利用定位孔521能够对螺母进行定位。较优的是,定位孔521呈阵列设置,但不限于此。
25.请参阅图1至图3,上料机构5还包括定位摄像机53,定位摄像机53安装于机架1,定
位摄像机53的摄像头朝向定位载具52,定位摄像机53能够自动识别螺母的位置,定位摄像机53与机械手51电性连接,根据定位摄像机53所获取的图像信息控制机械手51调整螺母的位置,从而提高精确度。
26.请参阅图1至图4,本实用新型的螺母自动供料排料设备10还包括操作显示屏6,操作显示屏6安装于机架1,从而便于使用人员的操作。
27.请参阅图1至图4,机架1的底部设有防滑支撑脚座7,机架1的底部设有可升降的滑轮8,当机架1整体需要定位时,可以上升滑轮8从而使得防滑支撑脚座7支撑于地面,从而实现定位,当机架1整体需要移动时,可以下降滑轮8从而使得防滑支撑脚座7离开地面,从而实现机架1整体的移动。
28.请参阅图1至图3,下面对本实用新型的螺母自动供料排料设备10的使用方法进行进一步地说明:
29.振动上料盘2将螺母送料至承载件3,从而实现螺母的上料至承载件3上,借由第一升降装置42与第一移动装置41的驱动使得顶升头43移动至板件的承载孔31下方,通过抵顶螺母的底部使得螺母上升并脱离承载件3,顶升机构4通过抵顶承载件3上的螺母使得螺母脱离承载件3,从而便于上料机构5抓取承载件3上的螺母,机械手51将承载件3上的螺母搬运至定位载具52,定位载具52上设有用于定位的定位孔521,利用定位孔521能够对螺母进行定位,后续注塑机20的机械手51将定位好的螺母搬运至注塑机20。
30.通过将振动上料盘2、承载件3、顶升机构4和上料机构5等结合在一起,振动上料盘2、顶升机构4和上料机构5沿机架1的长度方向呈间隔开设置,承载件3安装于顶升机构4的一侧,振动上料盘2用于将螺母送料至承载件3,从而实现螺母的上料,顶升机构4用于抵顶承载件3上的螺母使得螺母脱离承载件3,从而便于上料机构5抓取承载件3上的螺母,上料机构5用于将螺母上料至目标位置,从而精确将螺母运输至目标位置,具有结构简单和上料精确度高的优点。本实用新型的螺母自动供料排料设备10还具有布局紧凑的优点。
31.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1