一种结构紧凑的金属包胶产品的模具脱模结构的制作方法
1.本实用新型涉及包金属件塑胶产品模具技术领域,尤其涉及一种结构紧凑的金属包胶产品的模具脱模结构。
背景技术:
2.很多带金属件包胶的塑胶零件都需要满足产品结构尺寸和外观镀层完好的产品要求,特别产品结构紧凑、塑胶产品需要复杂模具滑块、斜销等脱模结构成型的产品,会因为产品结构空间有限,导致使用滑块、斜销等模具机构正常脱模,但只能使用非常小的模具结构才能放下,因脱模距离要求导致滑块、斜销结构非常薄弱,生产模具经常断裂等问题时常发生,模具几乎无法生产。
3.一般结构紧凑的塑包金产品需要细致设计模具结构才可得到好的产品。现有技术的产品如图1、图2所示,产品1包括金属件,金属件弯制成不等边的u型结构,不等边的u型结构的长边上设置有远离短边的斜边,不等边的u型结构上设置有四个不同角度结构的塑胶包胶件,四个塑胶包胶件分别对应第一塑胶件101、第二塑胶件102、第三塑胶件103、第四塑胶件104,其中第一塑胶件101设置于不等边的u型结构短边上,第二塑胶件102设置于不等边的u型结构底边上,第三塑胶件103设置于不等边的u型结构长边上,第四塑胶件104设置于不等边的u型结构斜边上,结构空间非常有限;塑胶包胶件的结构还需要各种不同脱模方向的紧凑产品,导致模具结构非常复杂且精细,需要模具在非常有限的空间里,使脱模机构设计精巧、脱模可靠且顺利而得到结构、外观、尺寸都较好的产品。一般有金属件且带镀层的塑包金产品,每个塑胶块在金属件旁边的封胶位置需要
±
0.02mm的间隙来保证操作人员能顺利把金属件竖起来放入模具,同时金属件有镀层需要保护不能被擦伤,保护外观不划伤,且金属件封胶定位又不能过定位导致产品放置困难;一般有金属件的塑包金产品,保证金属件在注塑的时候不歪斜外露,还需要内滑块或者斜销去支撑金属件,去顶住射出成型的压力,这样才能得到客户认可的功能良好的产品塑胶包胶件的结构。
4.这类结构尺寸小又带卡勾的塑包金产品,同时需要用模具结构让有塑胶块位置的金属件封胶,使得塑胶块不会漏胶产品毛边,但又要让生产操作人员好放置金属件进入模具型腔,否则无量产性。可是放入时需要准确定位且有封胶要求导致金属件侧壁容易划伤镀层,因封胶过定位会导致退出时产品在模具内太紧,导致使用顶针、斜销机构脱模时顶伤或把金属件产品顶变形,导致产品在模具成型后也无法正常取出,结构和外观均无法保证,影响产品正常组装而使得功能不良。
技术实现要素:
5.本实用新型的目的在于提供一种结构紧凑的金属包胶产品的模具脱模结构,以解决上述至少一个技术问题。
6.本实用新型所解决的技术问题可以采用以下技术方案来实现:
7.一种结构紧凑的金属包胶产品的模具脱模结构,包括产品,产品包括金属件,金属
件弯制成不等边的u型结构,不等边的u型结构的长边上设置有远离短边的斜边,不等边的u型结构上设置有四个不同角度结构的塑胶包胶件,四个塑胶包胶件分别对应第一塑胶件、第二塑胶件、第三塑胶件、第四塑胶件,其中第一塑胶件设置于不等边的u型结构短边上,第二塑胶件设置于不等边的u型结构底边上,第三塑胶件设置于不等边的u型结构长边上,第四塑胶件设置于不等边的u型结构斜边上,所述产品安装在公模仁上,公模仁的上方设置有对应的母模仁,公模仁上设置有数个滑块、数个斜销;第一塑胶件远离第二塑胶件的一端、第二塑胶件与第三塑胶件之间、以及第三塑胶件与第四塑胶件之间均设置有扁顶针。
8.本实用新型采用产品在型腔中成型完成后,首先开模使得全部滑块脱开之后,再通过斜销及扁顶针顶住镶件及塑胶件底部,将产品一起顶出,滑块、斜销机构强度足够,镶件放入取出方便,不导致镶件拉伤变形,保证了产品制造过程中的尺寸和结构变形需求。
9.优选,第二塑胶件上远离第二外侧滑块一侧的端面上部与斜销接触形成支撑镶件位置。
10.本实用新型采用斜销与第二外侧滑块对第二塑胶件及镶件进行支撑,斜销开合模方便,保证了产品制造过程中的尺寸和结构变形需求。
附图说明
11.图1为现有技术的产品主视图。
12.图2为图1的俯视图。
13.图3为本实用新型的三板模点进胶结构示意图。
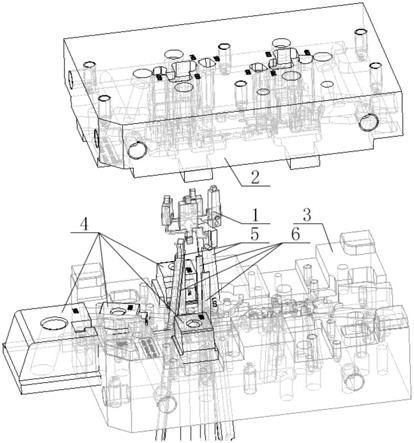
14.图4为本实用新型的模具排布开模状态结构示意图。
15.图5为本实用新型的滑块与斜销支撑位置示意图。
16.图6为本实用新型的隧道式滑块与第一塑胶件安装爆炸图。
17.图7为本实用新型的第一外侧滑块与第一塑胶件安装结构示意图。
18.图8为本实用新型的第二外侧滑块与第二塑胶件安装爆炸图。
19.图9为本实用新型的第三外侧滑块与第三塑胶件安装爆炸图。
20.图10为本实用新型的斜销与第二塑胶件安装结构示意图。
21.图11为本实用新型的斜销与第四塑胶件安装爆炸图。
具体实施方式
22.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本实用新型。
23.参照图1~2,实施例一、一种结构紧凑的金属包胶产品的模具脱模结构,包括产品1,产品1包括金属件,金属件弯制成不等边的u型结构,不等边的u型结构的长边上设置有远离短边的斜边,不等边的u型结构上设置有四个不同角度结构的塑胶包胶件,四个塑胶包胶件分别对应第一塑胶件101、第二塑胶件102、第三塑胶件103、第四塑胶件104,其中第一塑胶件101设置于不等边的u型结构短边上,第二塑胶件102设置于不等边的u型结构底边上,第三塑胶件103设置于不等边的u型结构长边上,第四塑胶件104设置于不等边的u型结构斜边上,
24.参照图4,所述产品1安装在公模仁3上,公模仁3的上方设置有对应的母模仁2,公
模仁3上设置有数个滑块4、数个斜销5;
25.参照图5,第一塑胶件101远离第二塑胶件102的一端、第二塑胶件102与第三塑胶件103之间、以及第三塑胶件103与第四塑胶件104之间均设置有扁顶针6。本实用新型采用产品在型腔中成型完成后,首先开模使得全部滑块脱开之后,再通过斜销及扁顶针顶住镶件及塑胶件底部,将产品一起顶出,滑块、斜销机构强度足够,镶件放入取出方便,不导致镶件拉伤变形,保证了产品制造过程中的尺寸和结构变形需求。
26.数个所述滑块4包括隧道式滑块401、第一外侧滑块402、第二外侧滑块403、第三外侧滑块404,其中隧道式滑块401和第一外侧滑块402用于第一塑胶件101的支撑;第二外侧滑块403用于第二塑胶件102的支撑;第三外侧滑块404用于第三塑胶件103的支撑。本实用新型采用多个滑块,开模时,全部滑块都能顺利脱开。
27.参照图7,所述第一外侧滑块402支撑第一塑胶件101上部的镶件位置,
28.参照图6,隧道式滑块401支撑第一塑胶件101的下部;所述隧道式滑块401与产品1的镶件距离为2~3mm,第一塑胶件101两侧的卡勾倒勾距离为2~3mm。本实用新型采用隧道式滑块与第一外侧滑块配合支撑第一塑胶件及镶件。
29.参照图8,所述第二外侧滑块403支撑第二塑胶件102上部的镶件位置,第二塑胶件102两侧的卡勾倒勾距离为2.5~3.5mm。本实用新型采用第二外侧滑块支撑第二塑胶件及镶件。
30.参照图9,所述第三外侧滑块404支撑第三塑胶件103上部的镶件位置,第三塑胶件103两侧的卡勾倒勾距离为2.5~3.5mm;所述第四塑胶件104两侧的卡勾倒勾距离为3.5~4.5mm。本实用新型采用第三外侧滑块支撑第三塑胶件及镶件。
31.参照图11,所述斜销5对第四塑胶件104下部接触形成支撑镶件位置。本实用新型采用斜销对第四塑胶件及镶件进行支撑,斜销开合模方便,保证了产品制造过程中的尺寸和结构变形需求。
32.参照图10,所述第二塑胶件102上远离第二外侧滑块403一侧的端面上部与斜销5接触形成支撑镶件位置。本实用新型采用斜销与第二外侧滑块对第二塑胶件及镶件进行支撑,斜销开合模方便,保证了产品制造过程中的尺寸和结构变形需求。
33.实施例二、所述隧道式滑块401与产品1的镶件距离为2.5mm,第一塑胶件101两侧的卡勾倒勾距离为2.9mm。
34.实施例三、所述第二塑胶件102两侧的卡勾倒勾距离为3mm。
35.实施例四、所述第三塑胶件103两侧的卡勾倒勾距离为3mm。
36.实施例五、所述第四塑胶件104两侧的卡勾倒勾距离为4mm。
37.具体实施时,产品1用塑胶材料成型,最小塑胶件之间距离最窄处仅为6.33m,产品长宽尺寸大约为20mm到35mm。本实用新型的产品1需要3个外侧滑块加一个隧道式滑块401及2支斜销5共同成型,每个塑胶件在金属件旁边的封胶位置需要
±
0.02mm的间隙来保证操作人员能顺利把金属件竖起来放入模具,同时金属件有镀层需要保护不能被擦伤,保护外观不划伤,且金属件封胶定位又不能过定位导致产品放置困难。整个产品需要保证产品结构、尺寸稳定性、放置顺利、封胶毛边不明显、金属件镀层不划伤、顶出顺利。产品重点要求尺寸为,每个塑胶件的高度尺寸,厚度支撑点宽度,整个产品弯曲的角度尺寸。
38.参照图3,本实用新型采用模具总体三板模点进胶结构,产品1安装在公模仁3上,
公模仁3上与产品1的镶件拐角设置避空,避空位置避免过定位干涉,封胶能精定位;
39.产品1上方设置有产品流道20,产品流道20的入口在上方且为浇注口,产品流道20的出口在下方且分别与第一塑胶件101、第二塑胶件102、第三塑胶件103、第四塑胶件104对应布置,其中第一塑胶件101、第三塑胶件103因镶件可能被塑胶冲歪且内侧无空间做模具结构支撑,故进点偏内侧向外冲避免歪斜;第二塑胶件102因镶件可能被塑胶冲歪,内外侧均做模具结构支撑,故进点从产品头部中心进胶;第四塑胶件104因镶件高度较低,不做模具结构支撑,故进点从产品头部中心进胶。本实用新型的塑包金产品结构非常紧凑,且有四个塑胶件需要单独成型,导致无法使用正常两板模的流道系统加上潜伏浇口成型包胶产品,所以采用三板模点浇口成型四个塑胶件,同时每个塑胶件进点位置需要考虑到所包覆的镶件是否会被塑胶成型压力冲歪斜,导致每个塑胶件进点位置需要考虑不同位置;通过三板模点浇口实现不同塑胶块之间顺利进胶。
40.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1