具有转中板机构的双色射出模具的制作方法
1.本实用新型关于射出模具,特别是关于一种双色射出模具。
背景技术:
2.塑胶射出为现今制造塑料产品的主流方式,而塑胶射出的模具种类繁多,为因应不同的产品,模具设计者便必须设计不同的模具,一般的塑胶射出多仅能一次一种颜色或单一料种的射出,然而随着产品要求的改变,业界也具有供不同塑料射出的模具及机台。
3.不同塑料或颜色产品的制造是将其中一种塑胶包到另一种塑胶下方,在产品长度较长的情况下,依模具常规做法需做一二次母模滑块结构才能生产,如此一来将会导致成型机台吨位加大,产品利润下降等问题,为此需要一种能够以小吨位机台达成双色成型的模具。
技术实现要素:
4.本实用新型的目的在于提供一种具有转中板机构的双色射出模具,其主要目的是不须滑块做动同样能够生产不同塑料或颜色的产品。
5.为达前述目的,本实用新型提供一种具有转中板机构的双色射出模具,包括:
6.一公模、一中板及一母模,该公模、该中板及该母模共同具有一次成型侧及一二次成型侧;
7.该公模,具有一第一公模入子及一第二公模入子,该第一公模入子位于该一次成型侧,该第二公模入子位于该二次成型侧;
8.一转轴,贯穿于公模,该转轴可相对该公模旋转、位移;
9.该中板,可承靠或远离该公模,该转轴固定结合于该中板,该中板具有一第一穿孔及一第二穿孔,该第一穿孔位于该一次成型侧,该第一公模入子供以插设于该第一穿孔,该第二穿孔位于该二次成型侧,该第二公模入子供以插设于该第二穿孔;以及
10.一母模,可承靠或远离该中板。
11.综上所述,本实用新型主要是藉由该转轴带动该中板相对该公模旋转以达成不须滑块做动同样能够生产不同塑料或颜色产品的效果。
附图说明
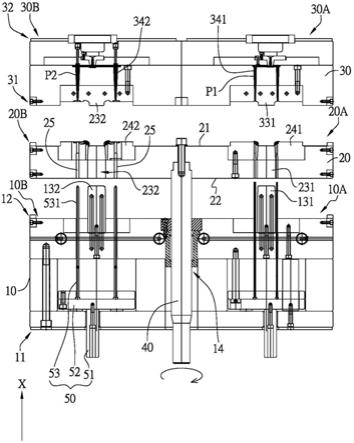
12.图1 为本实用新型实施例的示意图。
13.图2为本实用新型一次成形侧的局部放大图。
14.图3为本实用新型中板顶出的示意图。
15.图4为本实用新型二次成形侧的局部放大图。
16.图5为本实用新型顶出状态的示意图。
17.附图标记说明
18.公模10
19.第一端11
20.第二端12
21.第一公模入子131
22.第二公模入子132
23.贯孔14
24.中板20
25.顶端21
26.底端22
27.第一穿孔231
28.第二穿孔232
29.第一模仁241
30.第二模仁242
31.顶针穿孔25
32.母模30
33.成型端31
34.注入端32
35.第一母模仁331
36.第二母模仁332
37.第一流道系统341
38.第二流道系统342
39.一次成型侧10a、20a、30a
40.二次成型侧10b、20b、30b
41.转轴40
42.顶出系统50
43.顶杆51
44.连动板52
45.顶针53
46.顶出段531
47.顶出件531a
48.限位块54
49.轴向x
50.第一成型胶p1
51.第二成型胶p2
52.半成品e
53.成品f。
具体实施方式
54.有关于本实用新型的前述及其他技术内容、特点与功效,在以下配合参考图式的较佳实施例的详细说明中,将可清楚的呈现。
55.具有转中板机构的双色射出模具,请参照图1至5所示,包括:
56.依序设置的一公模10、一中板20及一母模30,该公模10、该中板20及该母模30具有一次成型侧10a、20a、30a及一二次成型侧10b、20b、30b,该公模10、该中板20及该母模30是沿着一轴向x设置。
57.该公模10,具有相反的一第一端11及一第二端12,该第一端11是背对该中板20的一端,该第二端12是面对该中板20的一端,该公模10于该第二端12凸出一第一公模入子131及一第二公模入子132,该第一公模入子131呈柱状且位于该一次成型侧10a,该第二公模入子132呈柱状且位于该二次成型侧10b,该公模10于该一次成型侧10a、二次成型侧10b之间沿着轴向x贯穿一贯孔14。
58.一转轴40,贯穿于公模10的该贯孔14,该转轴40沿着该轴向x延伸并可相对该公模10旋转,该转轴40亦可相对该公模10沿着轴向x位移,该转轴40的其中一端供以装设于机台的一顶出装置,于本实施例中,该一次成型侧10a、20a、30a及二次成型侧10b、20b、30b是位于该转轴40的相对二侧。
59.该中板20,可承靠或远离该公模10的第二端12,该转轴40装设于机台的另一端固定结合于该中板20,使该中板20能被该转轴40带动位移、旋转,该中板20具有相反的一顶端21及一底端22,该底端22是面对该公模10、该顶端21是面对该母模30,该中板20具有一第一穿孔231及一第二穿孔232,该第一穿孔231位于该一次成型侧20a,该第一公模入子131供以插设于该第一穿孔231,该第二穿孔232位于该二次成型侧20b,该第二公模入子132供以插设于该第二穿孔232,该顶端21具有一第一模仁241及一第二模仁242,该第一模仁241位于该一次成型侧20a,该第二模仁242位于该二次成型侧20b。
60.一母模30,可承靠或远离该中板20的该顶端21,该母模30具有相反的一成型端31及一注入端32,该注入端32供以为一射嘴抵顶,该成型端31是面对该中板20,该注入端32是背对该中板20,该成型端31具有一第一母模仁331及一第二母模仁332,该第一母模仁331位于该一次成型侧30a且位置与该第一模仁241对应,该第二母模仁332位于该二次成型侧30b且位置与该第二模仁242对应,该母模30具有一第一流道系统341、一第二流道系统342,该第一流道系统341位于该一次成型侧30a并连通该第一母模仁331,该第一流道系统341供以让一第一成型胶p1达到该第一母模仁331,该第二流道系统342位于该二次成型侧30b并连通该第二母模仁332,该第二流道系统342供以让一第二成型胶p2达到该第二母模仁332。
61.一顶出系统50,装设于该公模10,该顶出系统50具有一顶杆51、一连动板52、一顶针53,该顶杆51设置于该公模10的第一端11,该顶杆51的其中一端为该机台驱动使该顶杆51得沿着轴向x位移,该顶杆51的另一端固定结合于该连动板52,以驱动该连动板52沿着该轴向x位移,该顶针53是装设于该连动板52且沿着该轴向x设置,该顶针53是沿着轴向x穿设于该公模10并部分外露于该公模10,定义该顶针53外露于该公模10的部分为一顶出段531,该中板20具有一顶针穿孔25,该顶针穿孔25是邻近于该第二穿孔232,当该中板20承靠于该公模10时,该顶出段531是贯穿该顶针穿孔25并供以顶出第二模仁242上的成品f,较佳的,该顶出段531另具有一顶出件531a,该顶出件531a为勾状,该顶出件531a供以将该成品f顶出。
62.于较佳实施例中,该顶出系统50另具有一限位块54,设置于该连动板52连接顶杆51的另一侧,该限位块54供以限制该连动板52的位移行程,以限制顶出行程。
63.以上所述即为本实用新型各实施例主要构件的组态说明,至于本实用新型的功效说明如下:
64.请参照图1、2所示,首先于一次成型侧10a、20a、30a,通过第一流道系统341使该第一母模仁331及第一模仁241之间成型一半成品e,以完成第一次成型。
65.请参照图3所示,母模30离开该中板20,待母模30打开足够距离后,机台的顶出装置便顶出该转轴40,以带动该中板20脱离该公模10,该转轴40另旋转180度带动中板20也旋转180度,而后机台再将该转轴40拉回,使该中板20复位,中板20再次承靠于该公模10,此时原本位于一次成型侧10a、20a、30a的半成品e便转移至该二次成型侧10b、20b、30b。
66.最后,请参照图4所示,此时母模30再次复位,并进行二次成型以完成成品f,于同一时间一次成型侧10a、20a、30a也完成另一个半成品e,请参照图5,随后该顶出系统50的顶针53便将该成品f顶出,以完成脱模的程序。
67.综上所述,本实用新型主要是藉由该转轴40带动该中板20相对该公模10旋转以达成不须滑块做动同样能够生产不同塑料或颜色产品的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1