塑料扣件生产流水线的制作方法
1.本实用新型涉及塑料扣件生产流水线的结构改进。
背景技术:
2.传统塑料扣件生产流水线仅具有饰条成型功能而不具贴膜功能,塑料扣件需在成型后另行粘贴饰膜,不利于提高塑料扣件的生产效率和降低塑料扣件的成本。
技术实现要素:
3.本实用新型旨在提供一种兼具成型功能和贴膜功能的塑料扣件生产流水线。
4.为此本实用新型采用了如下技术方案:
5.塑料扣件生产流水线,包括:
6.挤出机;该挤出机包括炮筒及设于炮筒前端的机头;
7.口模;该口模内设有一条塑料扣件成型通道和一条贴膜通道,塑料扣件成型通道的入口连通机头的出口、出口与外界相通,贴膜通道的入口与外界相通、出口汇入塑料扣件成型通道出口;
8.饰膜放料架;该饰膜放料架设于贴膜通道的入口端外侧。
9.作为优选方案,口模包括前模板和后模板,前模板和后模板之间设有第一中模板,第一中模板和后模板之间设有第二中模板,前模板、第一中模板、第二中模板和后模板板面前后相贴,并通过螺栓固定连接为一体;前模板内前后相通地设有模腔、侧部设有连通模腔和外界的螺孔,模腔内设有芯模,螺孔内旋接有顶杆,顶杆的内端支顶芯模侧部,以将芯模固定于模腔内,塑料扣件成型通道和贴膜通道设于芯模、第一中模板、第二中模板和后模板内。
10.作为优选方案,芯模内前后相通地设有t形出料口,第一中模板内前后相通地设有与出料口对接的t形连接腔,后模板的前端面设有t形盲腔、侧部设有连通该t形盲腔和外界的注塑孔,第二中模板内前后相通地设有前口对接t形连接腔、后口对接t形盲腔的t形成型腔,t形出料口、t形连接腔t形成型腔和t 形盲腔共同组成一条t形塑料扣件成型通道。
11.作为优选方案,后模板内还前后相通地设有c形进膜孔,第二中模板内前后相通地设有与c形进模孔相对接第一c形过膜孔,第一中模板内还前后相通地设有第二c形过膜孔,芯模内前后相通地设有后口与第一c形过膜孔相对接、前口汇入t形出料口t头部的c形出膜孔,c形进膜孔、第二c形过膜孔、第一c形过膜孔和c形出膜孔共同组成一条供饰膜穿过的c形贴膜通道。
12.作为优选方案,该流水线还包括降温台,该降温台上设有承托塑料扣件的托杆和用于朝塑料扣件喷水的喷水嘴。
13.作为优选方案,该流水线还包括牵引架,该牵引架上设有用于夹持且拉动塑料扣件向前移动的滚轮组。
14.作为优选方案,该流水线还包括切断机,该切断机上设有用于分切塑料扣件的切
刀结构。
15.本实用新型在口模内同时设置了塑料扣件成型通道和贴膜通道,贴膜通道的出口汇入塑料扣件成型通道的出口内,塑料扣件可在出口处即被粘贴上饰膜。本实用新型有助于提高塑料扣件的生产效率和降低塑料扣件的生产成本。
附图说明
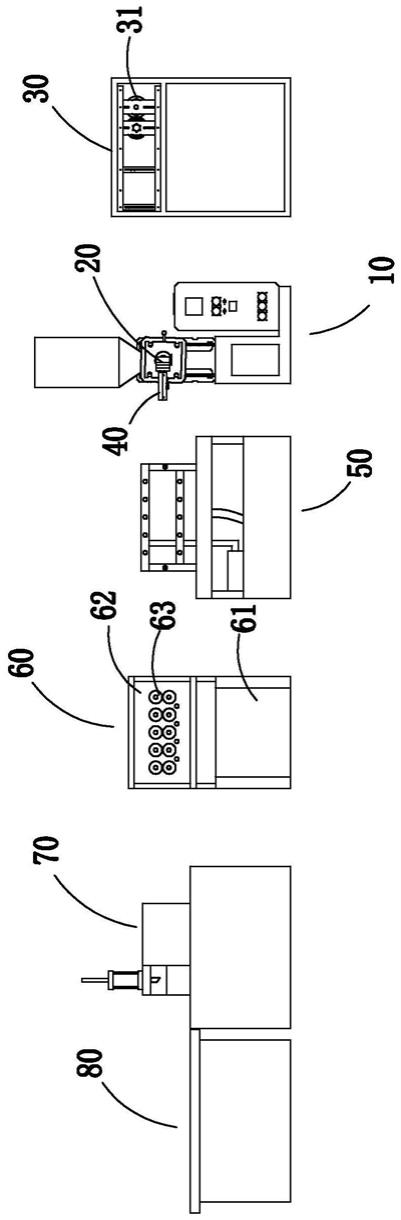
16.图1为本实用新型实施例的总体结构示意图;
17.图2为本实用新型实施例的挤出机及口模、定型模连接结构示意图;
18.图3为本实用新型实施例的口模结构爆炸图;
19.图4为本实用新型实施例的口模结构剖视图;
20.图5为本实用新型实施例的前模板结构示意图;
21.图6为本实用新型实施例的后模板结构示意图;
22.图7为本实用新型实施例的定型模结构示意图;
23.图8为本实用新型实施例的降温台结构示意图;
24.图9为本实用新型实施例的切断机结构示意图。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行说明。
26.参照图1-9:
27.塑料扣件生产流水线,包括挤出机10,挤出机10包括挤出台13,挤出台13 顶部设有挤出电机14,挤出电机14的一侧安装有炮筒11,炮筒11后顶部设有与炮筒11相通、用于供应塑料颗粒的料斗15,炮筒11的内部设有与挤出电机 14传动连接、用于熔融塑料颗粒的螺杆16,炮筒11的前端设有与炮筒11相通、用于向前导出塑料熔液的机头12。
28.该塑料扣件生产流水线还包括口模20,口模20固定安装在机头12的前端且与机头12相连通。
29.口模20包括前模板21和后模板24,前模板21和后模板24之间设有第一中模板22,第一中模板22和后模板24之间设有第二中模板23,前模板21、第一中模板22、第二中模板23和后模板24板面前后相贴,并通过螺栓25固定连接为一体;前模板21内前后相通地设有模腔21.1、侧部设有连通模腔21.1和外界的螺孔21.2,模腔21.1内设有芯模26,螺孔21.2内旋接有顶杆27,顶杆27 的内端芯模26侧部,以将芯模26固定于模腔21.1内。
30.芯模26内前后相通地设有t形出料口26.1,第一中模板22内前后相通地设有与出料口26.1对接的t形连接腔22.1,后模板24的前端面设有t形盲腔24.1、侧部设有连通该t形盲腔24.1和外界的注塑孔24.2,第二中模板23内前后相通地设有前口对接t形连接腔22.1、后口对接t形盲腔24.1的t形成型腔23.1; t形出料口26.1、t形连接腔22.1、t形成型腔23.1和t形盲腔24.1共同组成一条t形塑料扣件成型通道。
31.后模板23内还前后相通地设有从外侧包围t形盲腔24.1的t头顶部及t头两侧的c形进膜孔24.3,第二中模板23内前后相通地设有与c形进模孔24.3 相对接、从外侧包围t形成型腔23.1的t头顶部及t头两侧的第一c形过膜孔 23.2,第一中模板22内还前后相通地设有与第一c形过膜孔23.2相对接、从外侧包围t形连接腔22.1的t头顶部及t头两侧的第二c
形过膜孔22.2,芯模26 内前后相通地设有后口与第一c形过膜孔22.2相对接、前口汇入t形出料口26.1 t头部的c形出膜孔26.2,c形进膜孔24.3、第二c形过膜孔23.2、第一c形过膜孔22.2和c形出膜孔26.2共同组成一条供饰膜穿过的c形贴膜通道。
32.口模20的后方设有饰膜放料架30,该饰膜放料架30上设有饰膜释放辊31。
33.口模20的前方设有定型模40,该定型模40固定安装在口模20上。定型模40内沿前后相通地设有横截面和出料口26.1一致的t形定型通道41,t形定型通道41的入口与塑料扣件成型通道的出料口26.1相对接、出口与外界相通。
34.定型模40的出料端外侧设有降温台50,降温台50包括水箱51,水箱51的顶部设有用于从下方承托从定型模40输出的t形塑料扣件的托杆52。托杆52 下方的水箱51顶部还水平设有接水盘53,接水盘53通过设于其盘底的水管与水箱51连通;接水盘53侧方的水箱51顶部还立设有喷水架54,喷水架54上设有用于朝经过接水盘53上方的t形塑料扣件喷水的喷淋梁55,喷淋梁55上设有喷水嘴56,喷水嘴56通过水管连接一抽水泵57的出水端,抽水泵57的进水端通过水管连通水箱51。
35.降温台50的出料端外侧设有牵引架60,该牵引架60包括牵引台61,牵引台61顶部设有板面与t形塑料扣件移动方向平行的立板62,立板2上设有用于夹持并驱动t形塑料扣件向前移动的滚轮组63。
36.牵引架60的出料端外侧设有切断机70,该切断机70包括切断台71,切断台71的台面上设有刀座72和刀架73,刀架73上倒置地设有气缸74,气缸74 的活塞杆上设有相对于刀座72上下活动、用于将经过刀座72顶部的t形塑料扣件分切成t型塑料扣件段的切刀75。
37.切断机70的出料端外侧还设有用于承接分切后的t形塑料扣件的包装台80。
38.将饰膜卷套接在饰膜放料架30的饰膜释放辊31上,并将饰膜卷的卷头预先展开后穿接在口模20的c形贴膜通道及t形塑料扣件成型通道的出料口26.1内。挤出机10内的塑料熔浆可沿机头12和注塑孔24.1注入口模20的t型塑料扣件成型通道内,被塑化成t形塑料扣件后从出料口26.1排出。将t形塑料扣件的前端插入牵引架60上的滚轮驱动组63内,滚轮组63可驱动t形塑料扣件朝切断机70方向移动。饰膜可在出料口26.1处粘贴在t形塑料扣件的t头顶面,定型模40内的定型通道41将饰膜更紧密贴合地在t形塑料扣件上,降温台50上的喷水嘴58朝t形塑料扣件喷水以使其降温。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1