一种发泡模具下模及发泡模具的制作方法
1.本实用新型属于模具领域,具体涉及一种发泡模具下模及发泡模具。
背景技术:
2.车辆内饰件多为聚氨酯硬泡材料,具体是在发泡模具内通过聚氨酯硬泡材料发泡成型来制造。为了提高内饰件的美观性,会在内饰件上设计出纹路,针对此类内饰件,其生产方法为:在发泡模具模腔内铺设带有纹路的面料,然后再向模腔内注入聚氨酯硬泡材料发泡成型。
3.目前发泡模具从材料上主要分为两大类,一类是发泡铝膜,一类是复合材料发泡模具(腔体主要以玻璃纤维为基础通过树脂糊制而成),无论哪种模具,都有相应的抽真空系统,以使面料能够紧密地贴合在成型面上,从而保证产品的外观和尺寸质量。其中,发泡铝膜的结构形如授权公告号为cn207190127u、授权公告日为2018年04月06日的中国实用新型专利公开的一种省料聚氨酯发模具。复合材料发泡模具的下模与申请公布号为cn106626190a、申请公布日为2017年05月10日的中国发明专利公开的一种成型件的成型模具相似,具有成型面,还具有内部空腔,内部空腔与成型面之间通过通孔连通,使用时,通过对内部空腔抽真空来使面料紧密的贴合在成型面上,不同的是,复合材料发泡模具的下模与相应的上模配合,围成模腔。发泡铝膜和复合材料发泡模具各有优缺点,其中,发泡铝模有着尺寸精度高、使用寿命长和批量产品稳定性强的优点,但相较于复合材料发泡模具其存在着制造成本高(是复合材料发泡模具的5-10倍)、制造周期长(是复合材料发泡模具的3-4倍)、设计好的结构不能轻易改动的劣势,而复合发泡材料模具则存在着结构强度低、批量产品稳定性差的缺点。
4.虽然各有优缺点,发泡铝膜和复合材料发泡模具都能够很好地满足小尺寸零部件的生产,但是对于大尺寸的零部件如客车的行李架长风道,其对应的发泡模具尺寸较大且需要有足够的强度和刚度,以满足开模方向的近70吨的压力,如果采用传统的发泡铝模,模具制造成本极大,如果采用传统的复合材料发泡模具,则无法满足强度和刚度需求,因此,需要一种具有高结构强度、能够对面料进行抽真空吸附且制造成本低的发泡模具,以满足生产制造大尺寸零部件的需要。
技术实现要素:
5.本实用新型的目的在于提供一种发泡模具下模,以解决现有技术中发泡模具无法满足同时具有较高结构强度、能够对铺设在成型面上的表皮面料进行抽真空吸附且制造成本体低的要求的技术问题;本实用新型的目的还在于提供一种使用上述发泡模具下模的发泡模具。
6.为实现上述目的,本实用新型所提供的发泡模具下模的技术方案是:
7.一种发泡模具下模,包括成型壁,所述成型壁具有与待成型的产品对应部位形状吻合且用于铺设面料的成型面,所述发泡模具下模还包括实心支撑结构,所述实心支撑结
构位于成型壁的背向成型面的一侧且具有与成型壁背向成型面的背面配合的支撑面,支撑面与成型壁被支撑的部位吻合,成型壁内具有负压抽吸管道,所述成型壁还具有将负压抽吸管道与成型面连通的抽气孔。
8.有益效果是:在成型壁背向成型面的一侧设置实心支撑结构,基于实心支撑结构的支撑使得发泡模具在整体上具有极高的结构强度,进而使得发泡模具下模能够承受更大的压力,与此同时,成型壁内具有负压抽吸管道,并通过抽气孔实现负压抽吸管道与成型面之间的连通,克服了在有实心支撑结构的情况下不易在发泡模具下模内成型出与成型面连通的负压抽吸管道的技术问题,使得发泡模具下模具有较高结构强度的同时,具有能够对铺设在成型面上的表皮面料进行抽真空吸附的抽真空结构,并且负压抽吸通路由设置在成型壁内的负压抽吸管道和抽气孔构成,在满足要求的前提下,可以将负压抽吸管道的横截面设置的尽可能的小,并可实现成型面上负压抽吸口的集中设置,提高发泡模具负压抽吸速率的同时,能够通过集中抽负压实现更加可靠的负压抽吸效果,具体制造时,成型壁可以不用过多地考虑其强度,选用低成本的材料制造即可,同样,实心支撑结构在结构上就具有极高的强度,其选材范围可以更广,也可以选择兼具合适硬度和价格低廉的材料。
9.作为进一步地改进,所述成型面具有阴角结构,所述抽气孔将阴角结构的底部与负压抽吸管道连通。
10.有益效果是:设置阴角结构使得使用该发泡模具下模的发泡模具能够用于成型具有凸起或者凹槽的产品,由于面料不易与阴角结构的底部完全贴合,通过抽气孔将阴角结构的底部与负压抽吸通道连通,能够对阴角结构的底部重点抽负压,克服面料不易与阴角结构底部贴合的技术问题。
11.作为进一步地改进,所述发泡模具下模具有多个并列布置的负压抽吸管道,所述发泡模具下模还包括将各负压抽吸管道的相同端连通的汇聚管路。
12.有益效果是:设置多根负压抽吸管道,使得成型面上具有更多的负压抽吸口,使得使用该发泡模具下模的发泡模具具有更高的负压抽吸速率,与此同时,可以针对更多的部位进行重点集中抽负压,提高使用该发泡模具下模的发泡模具的负压抽吸效果。
13.作为进一步地改进,所述成型壁包括依次设置的表层、加强层和保温层,所述成型面由表层的表面构成,所述负压抽吸管道设置在加强层与保温层之间。
14.有益效果是:在表层下侧设置加强层和保温层,使得成型壁具有更高的结构强度的同时,还具有良好的保温效果。另外,将负压抽吸管道设置在加强层和保温层之间,利用负压抽吸管道对加强层进行辅助加强,进一步提高成型壁自身的结构强度。
15.作为进一步地改进,所述实心支撑结构包括支撑箱,支撑箱与所述成型壁围出填充腔,实心支撑结构还包括在填充腔内固化形成的实心支撑块。
16.有益效果是:通过材料固化成型出实心支撑块来对成型壁进行支撑,使得实心支撑结构自身具有较高的结构强度,与此同时,基于这样的结构,在制造发泡模具下模时,可以在围出支撑腔后在支撑腔内浇注成型实心支撑块的材料,使得实心支撑块的支撑面能够完全地与成型壁的背面吻合,从而实现对成型壁更加可靠的支撑。
17.作为进一步地改进,所述填充腔内具有相对支撑箱固定的加强撑,使得加强撑能够与实心支撑块固化在一起对实心支撑块的结构进行加强。
18.有益效果是:利用加强撑在实心支撑结构内形成骨架,使得实心支撑结构具有更
高的结构强度。
19.作为进一步地改进,至少部分加强撑位于成型壁与实心支撑块的过渡配合处,以对成型壁进行支撑。
20.有益效果是:设置加强撑对成型壁进行支撑,避免成型壁变形,与此同时,加强撑在实心支撑结构内形成骨架结构,提高发泡模具下模整体的结构强度的同时,避免在固化形成实心支撑块时产生的应力对成型壁的形状和精度造成影响。
21.作为进一步地改进,所述支撑箱的开口形状与成型壁的形状相吻合。
22.有益效果是:支撑箱的开口与成型壁吻合,利用成型壁对支撑箱的开口进行严密的封堵,避免成型腔出现易泄漏材料的豁口和缝隙,便于发泡模具下模的生产制造。
23.作为进一步地改进,所述支撑箱为由钢板拼接成的钢质箱,与负压抽吸管路连接的抽真空专用接头焊接固定在支撑箱上。
24.有益效果是:支撑箱采用钢质结构,确保发泡模具下模具有可靠的结构强度的同时,支撑箱作为抽真空专用接头提供安装基体,无需针对抽真空专用接头额外设计和设置安装结构,使得发泡模具下模具有尽可能简单的结构的同时,还便于生产制造。
25.为实现上述目的,本实用新型所提供的发泡模具的技术方案是:
26.一种发泡模具,包括对合围出成型腔的上模和下模,所述下模包括成型壁,所述成型壁具有与待成型的产品对应部位形状吻合且用于铺设面料的成型面,所述发泡模具下模还包括实心支撑结构,所述实心支撑结构位于成型壁的背向成型面的一侧且具有与成型壁背向成型面的背面配合的支撑面,支撑面与成型壁被支撑的部位吻合,成型壁内具有负压抽吸管道,所述成型壁还具有将负压抽吸管道与成型面连通的抽气孔。
27.有益效果是:在成型壁背向成型面的一侧设置实心支撑结构,基于实心支撑结构的支撑使得发泡模具在整体上具有极高的结构强度,进而使得发泡模具下模能够承受更大的压力,与此同时,成型壁内具有负压抽吸管道,并通过抽气孔实现负压抽吸管道与成型面之间的连通,克服了在有实心支撑结构的情况下不易在发泡模具下模内成型出与成型面连通的负压抽吸管道的技术问题,使得发泡模具下模具有较高结构强度的同时,具有能够对铺设在成型面上的表皮面料进行抽真空吸附的抽真空结构。并且,负压抽吸通路由设置在成型壁内的负压抽吸管道和抽气孔构成,在满足要求的前提下,可以将负压抽吸管道的横截面设置的尽可能的小,并可实现成型面上负压抽吸口的集中设置,提高发泡模具负压抽吸速率的同时,能够通过集中抽负压实现更加可靠的负压抽吸效果,具体制造时,成型壁可以不用过多地考虑其强度,选用低成本的材料制造即可,同样,实心支撑结构在结构上就具有极高的强度,其选材范围可以更广,也可以选择兼具合适硬度和价格低廉的材料。
28.作为进一步地改进,所述成型面具有阴角结构,所述抽气孔将阴角结构的底部与负压抽吸管道连通。
29.有益效果是:设置阴角结构使得发泡模具能够用于成型具有凸起或者凹槽的产品,由于面料不易与阴角结构的底部完全贴合,通过抽气孔将阴角结构的底部与负压抽吸通道连通,能够对阴角结构的底部重点抽负压,克服面料不易与阴角结构底部贴合的技术问题。
30.作为进一步地改进,所述发泡模具下模具有多个并列布置的负压抽吸管道,所述发泡模具下模还包括将各负压抽吸管道的相同端连通的汇聚管路。
31.有益效果是:设置多根负压抽吸管道,使得成型面上具有更多的负压抽吸口,使得发泡模具具有更高的负压抽吸速率,与此同时,可以针对更多的部位进行重点集中抽负压,提高发泡模具的负压抽吸效果。
32.作为进一步地改进,所述成型壁包括依次设置的表层、加强层和保温层,所述成型面由表层的表面构成,所述负压抽吸管道设置在加强层与保温层之间。
33.有益效果是:在表层下侧设置加强层和保温层,使得成型壁具有更高的结构强度的同时,还具有良好的保温效果,另外,将负压抽吸管道设置在加强层和保温层之间,利用负压抽吸管道对加强层进行辅助加强,进一步提高成型壁自身的结构强度。
34.作为进一步地改进,所述实心支撑结构包括支撑箱,支撑箱与所述成型壁围出填充腔,实心支撑结构还包括在填充腔内固化形成的实心支撑块。
35.有益效果是:通过材料固化成型出实心支撑块来对成型壁进行支撑,使得实心支撑结构自身具有较高的结构强度,与此同时,基于这样的结构,在制造发泡模具下模时,可以在围出支撑腔后在支撑腔内浇注成型实心支撑块的材料,使得实心支撑块的支撑面能够完全地与成型壁的背面吻合,从而实现对成型壁更加可靠的支撑。
36.作为进一步地改进,所述填充腔内具有相对支撑箱固定的加强撑,使得加强撑能够与实心支撑块固化在一起对实心支撑块的结构进行加强。
37.有益效果是:利用加强撑在实心支撑结构内形成骨架,使得实心支撑结构具有更高的结构强度。
38.作为进一步地改进,至少部分加强撑位于成型壁与实心支撑块的过渡配合处,以对成型壁进行支撑。
39.有益效果是:设置加强撑对成型壁进行支撑,避免成型壁变形,与此同时,加强撑在实心支撑结构内形成骨架结构,提高发泡模具下模整体的结构强度的同时,避免在固化形成实心支撑块时产生的应力对成型壁的形状和精度造成影响。
40.作为进一步地改进,所述支撑箱的开口形状与成型壁的形状相吻合。
41.有益效果是:支撑箱的开口与成型壁吻合,利用成型壁对支撑箱的开口进行严密的封堵,避免成型腔出现易泄漏材料的豁口和缝隙,便于发泡模具下模的生产制造。
42.作为进一步地改进,所述支撑箱为由钢板拼接成的钢质箱,与负压抽吸管路连接的抽真空专用接头焊接固定在支撑箱上。
43.有益效果是:支撑箱采用钢质结构,确保发泡模具下模具有可靠的结构强度的同时,支撑箱作为抽真空专用接头提供安装基体,无需针对抽真空专用接头额外设计和设置安装结构,使得发泡模具下模具有尽可能简单的结构的同时,还便于生产制造。
附图说明
44.图1为本实用新型中发泡模具实施例1的垂直于长度方向的截面图;
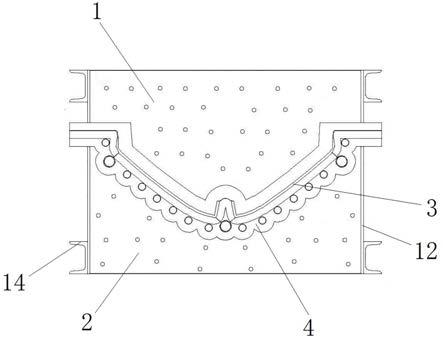
45.图2为本实用新型中发泡模具实施例1下模的垂直于长度方向的截面图;
46.图3为图2中的左侧阴角结构所在位置的局部放大图;
47.图4为图2中的中部阴角结构所在位置的局部放大图;
48.图5为本实用新型中发泡模具实施例1的真空管路系统和模温控制系统的管路布局示意图;
49.图6本实用新型中发泡模具实施例1在对应的模座上安装的结构示意图;
50.图7本实用新型中发泡模具实施例2在对应的模座上安装的结构示意图;
51.附图标记说明:
52.1、上模;2、下模;3、模腔;4、成型壁;5、成型面;6、阴角结构;7、负压抽吸管路;8、抽气孔;9、汇聚管路;10、温控管;11、汇流管;12、支撑箱;13、实心支撑块;14、槽钢;15、模座;16、螺栓螺母组件;17、压块;18、上模;19、下模;20、垫块。
具体实施方式
53.为了使本实用新型的目的、技术方案及优点更加清楚明了,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型,即所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
54.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
55.需要说明的是,可能出现的术语如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的关系或者顺序。而且,术语如“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
等限定的要素,并不排除在包括所述要素的过程、方法。
56.在本实用新型的描述中,除非另有明确的规定和限定,可能出现的术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接相连,或者可以是两个元件内部的连通。对于本领域技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
57.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,可能出现的术语“设有”应做广义理解,例如,“设有”的对象可以是本体的一部分,也可以是与本体分体布置并连接在本体上,该连接可以是可拆连接,也可以是不可拆连接。对于本领域技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
58.以下结合实施例对本实用新型作进一步地详细描述,本实施例中,以发泡成型的产品为客车行李架长风道为例对本实用新型中的发泡模具的结构和工作方式进行介绍,以说明本实用新型中发泡模具的核心创新点所在,当然,基于该核心创新点,发泡模具可以设计为生产其他任何类似产品的模具。
59.本实用新型所提供的发泡模具的具体实施例1:
60.如图1所示,发泡模具包括上模1和下模2,上模1和下模2对合围出模腔3。
61.其中,下模2的结构如图2所示,包括成型壁4和实心支撑结构5。本实施例中,成型壁4为根据已处理好的原模模型采用树脂浸润玻璃纤维糊制而成,制作完成的成型壁4具有与行李架长风道产品对应部分吻合的成型面5,本实施例中,基于已经设计好的行李架长风道产品的结构,成型壁4的成型面5具有阴角结构6,阴角结构6为相较于其他部位曲率更大的结构。具体地,制作成型壁4时,先采用树脂浸润玻璃纤维糊制一遍表层,再糊制一遍加强层,最后再糊制保温层。
62.由于设计好的行李架长风道产品表面具有纹路,因此,在生产该行李架长风道产品时需要在发泡模具的模腔内铺设具有相应纹路的面料,为使面料能够与成型壁4的成型面5完全贴合,如图2所示,成型壁4内设置有负压抽吸管路7,由于阴角结构6处曲率较大,为面料最难与成型面5贴合的位置,因此,本实施例中,将负压抽吸管路7与阴角结构对应布置,具体地,成型面5在沿下模2的宽度方向上具有四处阴角结构6,中间两处距离较近,因此,在成型壁4内并列设置三根负压抽吸管路7,各负压抽吸管路7的轴线延伸方向与下模2的长度延伸一致,其中一根负压抽吸管路7与成型面5最左侧处的阴角结构6对准,一根负压抽吸管路7与成型面5最右侧处的阴角结构6对准,一根负压抽吸管路7位于成型面5中间两处的阴角结构6的中部,即同时与该两处阴角结构6对准,为对面料进行吸附,如图3和图4所示,在成型壁4上开设有抽气孔8将各负压抽吸管路7与对应的阴角结构6的最低处连通。
63.在其他实施例中,负压抽吸管路的数量可以结合模具的实际结构做适应性地增减,可以大于三根,也可以少于三根甚至仅设置一根。对于负压抽吸管路的形态,也可以不是直管状,如可以为s型、盘状等。
64.如图5所示,为了将各负压抽吸管路7的同一端连通,发泡模具还包括汇聚管路9,本实施例中,汇聚管路9有两根,一根汇聚管路9将各负压抽吸管路7的前端连通汇聚,另一根汇聚管路9将各负压抽吸管路7的后端连通汇聚。汇聚管路9与负压抽吸管路7的接口之间使用玻璃钢腻子进行密封处理,然后在各汇聚管路9端部连接专用抽真空接头。关于负压抽吸管路7的具体设置位置,本实施例中,负压抽吸管路7设置在成型壁4的加强层和保温层之间。本实施例中,负压抽吸管路7为pvc铝塑管。
65.除了真空管路系统外,成型壁4内还具有对模腔3内温度进行控制的模温控制系统,具体的,如图2和图5所示,模温控制系统包括与负压抽吸管路7并列布置的温控管10,还包括对各温控管10相同端进行汇聚连通的汇流管11。汇流管11有两个,其中一个汇流管11为温控流体流入管,一个为温控流体流出管。工作时,流体经温控流体流入管进入温控管,与周围结构热交换后经温控流体流出管流出。
66.由于用于生产行李架长风道,下模2需要能够在合模方向上承受70吨的压力,因此,为确保下模2具有足够的结构强度和刚度,下模2还具有对成型壁4进行支撑的实心支撑结构,本实施例中,实心支撑结构包括支撑箱12和实心支撑块13,支撑箱12由钢板焊接而成,且其上端开口与成型壁4的形状相适配,支撑箱12与成型壁4围出填充腔,实心支撑块13由填充在填充腔内的水泥固化形成。实心支撑块13和支撑箱12的上端面构成支撑面,如此,支撑面和成型壁4被支撑的部分相吻合。为确保实心支撑块13具有足够高的强度,本实施例中,在填充腔内设置有对实心支撑块13的结构强度进行加强的加强撑(图中未示出),具体的,本实施例中,加强撑的相对于支撑箱12固定的加强型材,加强型材与填充腔内填充的水泥固化在一起,对实心支撑块13的结构进行加强,另外,本实施例中部分加强撑位于成型壁
4与实心支撑块13的过渡配合处,如此,能够在浇注水泥前利用加强撑对成型壁4进行支撑,同时避免水泥在固化过程中产生的应力导致成型壁4变形。本实施例中,如图2所示,成型壁4背向成型面的背面的横截面为波纹状,如此,使得成型壁4与实心支撑块13能够更好的固化结合。基于支撑箱12的钢质结构,本实施例中,与各汇流管11连接的抽真空专用接头满焊焊接固定在支撑箱12上。
67.如图6所示,由于下模2在使用时要固定在模座15上,因此,在实心支撑结构上设置有与模座15上的固定结构配合的固定配合结构,本实施例中,模座15上的固定结构为通过螺栓螺母组件16安装在模座15上的压块17,对应的,固定配合结构为固定在支撑箱上的槽钢14,槽钢14具体设置在实心支撑结构远离成型壁4的一端,如此可方便地与压块17配合,通过压块17压紧槽钢14的下折边的内壁面实现下模2在模座15上的安装。具体安装时,在压块17与槽钢14之间放置垫块20。在其他实施例中,模座上的固定结构还可以为固定在模座15上的螺杆,对应的,固定结构为固定在实心支撑结构上的固定板,固定板上开设有与螺杆配合的穿孔,固定时,螺杆向上穿出穿孔,在螺杆的伸出端上旋装螺母实现下模在模座上的固定。
68.上模1的结构与下模2的结构类似,不同的是,由于上模1的成型面上无需吸附面料,因此,上模1内未设置真空管路系统。同时,基于下模2内设置的模温控制系统已经能够满足对模腔温度的控制,上模1上也未设置模温控制系统。在其他实施例中,结合所要生产的产品的形状,上模内也可设置真空管路系统和模温控制系统。
69.本实用新型中上述结构的发泡模具,包括成型壁4和实心支撑结构,基于实心支撑结构的支撑,对成型壁4自身的结构强度要求大大降低,可以选择尽可能低的成本的材料和工艺来制造成型壁4,并且,而实心支撑结构在结构上独立于成型壁,在制造成型壁时不受实心支撑结构的影响,这样具有实心支撑结构的下模上能够设置出真空管路系统,使得发泡模具能够对面料进行抽真空吸附,对于实心支撑结构自身,其选材范围更广,只要能够满足对成型壁提供可靠的支撑使得下模整体具有可靠的强度和刚度即可,大大降低发泡模具的生产制造成本。对于实心支撑块的材料,在其他实施例中,可以为任何能够在固化后具有合适硬度的材料,具体结合发泡模具的生产制造成本进行选择即可。同时,基于上述构思,成型壁还可以选用铝合金、钢等金属材料,相较于发泡模具整体,成型壁体积相对较小,在实心支撑结构选择低成本材料制作的基础上,成型壁选择铝合金、钢等金属材料不会导致发泡模具整体成本的大幅提升。
70.本实用新型所提供的发泡模具的具体实施例2,如图7所示,本实施例中,发泡模具包括上模18和下模19,与实施例1不同的是,发泡模具的型面与实施例1中发泡模具的型面不同,用于成型与实施例1中行李架长风道形状不同的产品,与实施例1中模具相同的是,发泡模具通过固定在实心支撑结构侧壁上的槽钢14与模座15上的压块17配合以实现发泡模具在模座15上的固定。
71.本实用新型所提供的发泡模具的具体实施例3,与实施例1的区别主要在于:实施例1中,下模的成型面上具有阴角结构,使得发泡模具能够用于生产带有凸起或者凹槽的产品,本实施例中,针对生产不具有凸起和凹槽的产品,发泡模具下模的成型面上不再具有阴角结构。
72.本实用新型所提供的发泡模具的具体实施例4,与实施例1的区别主要在于:实施
例1中,设置汇聚管路对并列设置在负压抽吸管路的端部进行连通汇聚,本实施例中,不再设置汇聚管路,每根负压抽吸管路的端部连接抽真空专用接头。
73.本实用新型所提供的发泡模具的具体实施例5,与实施例1的区别主要在于:实施例1中,成型壁为树脂浸润玻璃钢的复合材料,本实施例中,成型壁为代木材料。
74.本实用新型所提供的发泡模具的具体实施例6,与实施例1的区别主要在于:实施例1中,实心支撑结构包括支撑箱和在支撑箱内固化成型的实心支撑块。本实施例中,实心支撑结构为水泥块或其他固体块状材料。
75.本实用新型中发泡模具下模的实施例,发泡模具下模的结构与上述发泡模具实施例1-5任意一实施例中的下模的结构相同,在此不再赘述。
76.最后需要说明的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细地说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行不需付出创造性劳动地修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1