一种手机底壳顶出模具的制作方法
1.本实用新型涉及生产模具技术领域,特别涉及一种手机底壳顶出模具。
背景技术:
2.传统的手机底壳顶出模具,包括顶出组件以及具备模仁面的成形模;顶出组件包括与成形模直线滑动连接且具备直线动力的产品顶针,产品顶针的一端从模仁面外露。
3.综上,现有技术至少存在以下技术问题,
4.第一,产品顶针的脱模时运动速度恒定,工件比较容易卡住。
技术实现要素:
5.本实用新型的一个目的在于,解决或者缓解上述第一个技术问题。
6.本实用新型采取的手段为,一种手机底壳顶出模具,包括顶出组件以及具备模仁面的成形模;顶出组件包括与成形模直线滑动连接产品顶针,产品顶针的一端从模仁面外露;成形模包括具备直线动力的可动件;顶出组件还包括加速件以及与可动件铰接的旋转件;成形模设置有限位面;旋转件的两端分别为产品顶出端、加速端,旋转件与可动件铰接的轴心线位于产品顶出端、加速端之间;产品顶出端与可动件相抵,产品顶针与产品顶出端相抵,加速件位于加速端、限位面之间。
7.本实用新型达到的效果为,工件被产品顶针加速顶出一段距离,工件不容易卡住、生产比较顺畅。
8.进一步的技术方案,可动件位于成形模的空腔内,成形模的空腔的顶端面为限位面。
9.进一步的技术方案,可动件包括固定的安装件,加速件与安装件直线滑动连接且与加速端接触。
10.可动件与顶出组件组装为一体,便于模具的组装。
11.进一步的技术方案,加速件固定设置在限位面上。
12.进一步的技术方案,顶出组件还包括短于加速件的锁定件,旋转件包括固定部,锁定件设置在固定部、限位面之间,锁定件大致穿过旋转件与可动件的铰接轴心线。
13.能够锁定旋转件的旋转,确保工件w脱模后的位置比较稳定。
14.进一步的技术方案,可动件包括固定的安装件,锁定件与安装件直线滑动连接且与加速端接触。
15.可动件与顶出组件组装为一体,便于模具的组装。
16.进一步的技术方案,固定部的能够与锁定件相抵部分的断面的边缘为圆弧。
17.能够确保锁定旋转件旋转效果比较稳定。
18.进一步的技术方案,顶出组件还包括复位件,复位件分别与产品顶针、可动件连接,使得产品顶针具有复位的趋势。
19.进一步的技术方案,复位件为弹簧且套设在产品顶针上,可动件包括固定的安装
件,安装件固定设置有复位安装盖,复位件的两端分别与复位安装盖、产品顶针相抵。
20.可动件与顶出组件组装为一体,便于模具的组装。
21.综上,本实用新型能够达到以下技术效果,
22.1}工件被产品顶针加速顶出一段距离,工件不容易卡住、生产比较顺畅。
23.2}能够锁定旋转件的旋转,确保工件脱模后的位置比较稳定。
24.3}可动件与顶出组件组装为一体,便于模具的组装。
附图说明
25.图1是根据本实用新型的实施例的一种手机底壳顶出模具的俯视示意图;成形模1的部分未画出。
26.图2是剖面一sec1的示意图。
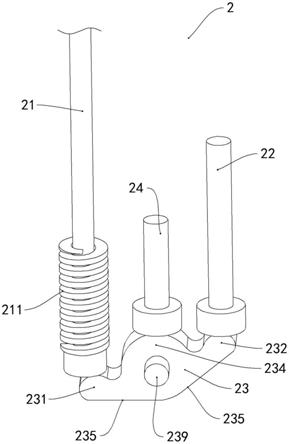
27.图3是根据本实用新型的实施例的一种手机底壳顶出模具的示意图。
28.剖面一sec1;成形模1;模仁面11;可动件12;铰接座121;安装件122;限位面13;顶出组件2;产品顶针21;复位件211;复位安装盖212;加速件22;旋转件23;产品顶出端231;加速端232;固定部234;定位面235;铰接轴239;锁定件24;工件w。
具体实施方式
29.下面将结合说明书附图,对本实用新型的具体实施方式进行说明。
30.作为具体的实施例,本实用新型的实施例的一种手机底壳顶出模具,其包括顶出组件2以及具备模仁面11的成形模1。模仁面11用于配合成形模1的其他部分形成模腔,将流体的塑料等注入模腔后,待流体的塑料冷却后形成工件w。
31.顶出组件2包括与成形模1直线滑动连接产品顶针21,产品顶针21的一端从模仁面11外露。产品顶针21嵌入成形模1开设的孔从而实现与成形模1直线滑动连接。产品顶针21的一端从模仁面11外露且大致与模仁面11平齐。产品顶针21直线移动,产品顶针21的一端抵持工件w,使得工件w脱模。
32.成形模1包括具备直线动力的可动件12。可动件12通过液压缸、气缸等直线动力件(附图未画出)而具备直线动力。
33.顶出组件2还包括加速件22以及与可动件12铰接的旋转件23。旋转件23设置有与铰接轴239,可动件12设置有铰接座121,铰接轴239嵌入铰接座121,从而使得旋转件23与可动件12铰接。
34.成形模1设置有限位面13。作为具体的实施方式之一,可动件12位于成形模1的空腔(附图未标出)内,成形模1的空腔的顶端面为限位面13。
35.旋转件23的两端分别为产品顶出端231、加速端232,旋转件23与可动件12铰接的轴心线位于产品顶出端231、加速端232之间。
36.产品顶出端231与可动件12相抵(即定位面235与可动件12相抵),产品顶针21与产品顶出端231相抵,使得可动件12能够驱动产品顶针21移动。
37.加速件22位于加速端232、限位面13之间。
38.顶出组件2还包括复位件211,复位件211分别与产品顶针21、可动件12连接,使得产品顶针21具有靠近旋转件23而复位的趋势。
39.作为具体的实施方式之一,复位件211为弹簧且套设在产品顶针21上,可动件12包括固定的安装件122,安装件122固定设置有复位安装盖212,复位件211的两端分别与复位安装盖212、产品顶针21相抵,从而使得产品顶针21具有靠近旋转件23而复位的趋势。可动件12与顶出组件2组装为一体,便于模具的组装。
40.工作原理为,需要使得工件w脱模时,可动件12移动使得产品顶针21移动,直至加速件22的两端分别抵持加速端232、限位面13,使得旋转件23旋转,从而使得产品顶针21具备比可动件12快的移动速度,从而使得工件w被产品顶针21加速顶出一段距离,工件w不容易卡住、生产比较顺畅。
41.作为具体的实施方式之一,可动件12包括固定的安装件122,加速件22与安装件122直线滑动连接且与加速端232接触。可动件12与顶出组件2组装为一体,便于模具的组装。
42.作为具体的实施方式之一,加速件22固定设置在限位面13上。
43.顶出组件2还包括短于加速件22的锁定件24,旋转件23包括固定部234,锁定件24设置在固定部234、限位面13之间,锁定件24大致穿过旋转件23与可动件12的铰接轴心线。可动件12移动使得产品顶针21移动,直至加速件22的两端分别抵持加速端232、限位面13,使得旋转件23旋转;直至锁定件24的两端分别与固定部234、限位面13相抵,锁定件24对固定部234施加指向旋转件23与可动件12的铰接轴心线的力,从而使得旋转件23停止旋转,即能够锁定旋转件23的旋转,确保工件w脱模后的位置比较稳定。
44.作为具体的实施方式之一,可动件12包括固定的安装件122,锁定件24与安装件122直线滑动连接且与加速端232接触。可动件12与顶出组件2组装为一体,便于模具的组装。
45.固定部234的能够与锁定件24相抵部分的断面的边缘为圆弧。能够确保锁定旋转件23旋转效果比较稳定。
46.如在本实用新型中使用用语:第一、第二等,不表示任何顺序、量或重要性,仅是用于区分。
47.如在本实用新型中使用用语:一个、一种等,不表示数量的限制,而是表示至少一个提到的对象的存在。
48.如在本实用新型中使用指示方位或位置的用语:顶部、底部、侧部、纵向、横向、中间、中心、外、内、水平、竖直、左、右、上方、下方等,意指反映相对位置,而非绝对位置。
49.如在本实用新型中使用的用语:大致、整体、近似、相近等,是为了指出存在特征但允许一定偏差的限定用语。允许一定偏差的量可取决于特定背景而变化;例如,针对尺寸的偏差、可取决于的特定背景包括但不限于尺寸公差的国家标准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1