一种模具的制作方法
1.本实用新型涉及注塑技术领域,特别涉及一种模具。
背景技术:
2.注塑作业中要用到注塑机,注塑机具有模具,模具包括第一模块、第二模块和推板,第一模块、第二模块和推板配合将熔融塑料限定成预设形状的注塑件,推板是由第一模块内部的气缸带动,以顶出注塑件。
3.以往,注塑机的推板的顶出距离在180mm及以下,无法顶出更长的注塑件,如果用更大的注塑机来注塑,则注塑成本高。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种模具,能够顶出长度大于180mm的注塑件,还能避免用更大的注塑机产生的较高注塑成本。
5.根据本实用新型的第一方面实施例的一种模具,包括:第一模块;顶升动力件,一端可拆卸连接所述第一模块的外壁,所述顶升动力件的另一端的伸出长度大于等于250mm;推板,连接所述顶升动力件的所述另一端,所述推板用于推顶注塑件;第二模块,对应所述第一模块设置,所述第一模块、所述第二模块和所述推板配合注塑所述注塑件。
6.根据本实用新型实施例的一种模具,至少具有如下有益效果:所述顶升动力件连接在所述第一模块的外壁,使得所述顶升动力件能够方便更换,因此所述顶升动力件的所述另一端的伸出长度可以大于等于250mm,因为所述推板是连接在所述顶升动力件的所述另一端的,所以所述顶升动力件可以带动所述第一模块伸出250mm以上,能够将长度大于180mm的注塑件顶出所述第一模块,既方便所述注塑机脱模,也免去了使用更大的注塑机产生的较高注塑成本。
7.根据本实用新型的一些实施例,所述顶升动力件设置有至少两个,所述至少两个所述顶升动力件沿所述第一模块的周向均匀分布,使得所述推板受力均匀,方便将所述注塑件顶出。
8.根据本实用新型的一些实施例,所述第一模块的外壁设置有阶梯台,所述阶梯台用于安装所述顶升动力件,设置的所述阶梯台方便安装不同规格的所述顶升动力件。
9.根据本实用新型的一些实施例,所述顶升动力件为气缸、液压缸或者电缸,来源广,容易获得。
10.根据本实用新型的一些实施例,所述第一模块和所述第二模块均是设置有冷却液流道,设置的所述冷却液流道方便冷却注塑件,方便注塑件脱模。
11.根据本实用新型的一些实施例,所述冷却液流道呈s形分布在对应的所述第一模块或所述第二模块中,s形的所述冷却液流道与对应的所述第一模块或所述第二模块接触时间长,冷却效果更好。
12.根据本实用新型的一些实施例,所述第一模块或所述第二模块中的所述冷却液流道设置有多条,多条所述冷却液流道可以增加冷却液与所述第一模块或所述第二模块的接触面积,冷却效果更好。
13.根据本实用新型的一些实施例,所述第一模块设置有第一模腔,所述推板设置有与所述第一模腔对应的第二模腔,所述第二模块设置有与所述第二模腔对应的第三模腔,所述第一模腔的内壁、所述第二模腔的内壁和所述第三模腔的内壁均是设置有不粘层,所述第一模腔、所述第二模腔和所述第三模腔组合成注塑模腔,结构简单,所述不粘层方便注塑件脱模。
14.根据本实用新型的一些实施例,所述第一模块和所述第二模块上设置有耐磨层,设置的所述耐磨层避免所述第一模块和所述第二模块磨损,避免所述第一模块和所述第二模块对位不准。
15.根据本实用新型的一些实施例,所述第一模块、所述第二模块和所述推板均是由不锈钢制成,避免所述第一模块、所述第二模块和所述推板生锈。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
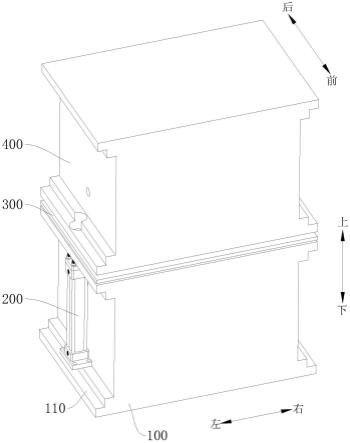
18.图1为本实用新型实施例的模具的结构示意图;
19.图2为图1示出的模具的第二模块和推板打开的结构示意图;
20.图3为图1示出的模具的左视图;
21.图4为图3中a-a处的剖面图;
22.图5为图1示出的模具的仰视角度的立体图。
23.第一模块100、阶梯台110、第一模腔120;
24.顶升动力件200;
25.推板300、第二模腔310;
26.第二模块400、第三模腔410;
27.冷却液流道500。
具体实施方式
28.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
29.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个及两个
以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
31.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
32.参照图1至图5,一种模具,包括:第一模块100;顶升动力件200,一端可拆卸连接第一模块100的外壁,顶升动力件200的另一端的伸出长度大于等于250mm;推板300,连接顶升动力件200的另一端,推板300用于推顶注塑件;第二模块400,对应第一模块100设置,第一模块100、第二模块400和推板300配合注塑注塑件。顶升动力件200连接在第一模块100的外壁,使得顶升动力件200能够方便更换,因此顶升动力件200的另一端的伸出长度可以大于等于250mm,因为推板300是连接在顶升动力件200的另一端的,所以顶升动力件200可以带动第一模块100伸出250mm以上,能够将长度大于180mm的注塑件顶出第一模块100,既方便注塑件脱模,也免去了使用更大的注塑机产生的较高注塑成本。可以理解的是,以往的模具,是将顶升动力件200安装在第一模块100的内部,顶升动力件200的顶升距离有限,只能达到180mm及以下,而将顶升动力件200可拆卸连接在第一模块100的外壁,可以随时更换不同伸长的顶升动力件200,即顶升动力件200可以将伸长距离延伸到180mm以上,既方便注塑件脱模,也免去了使用更大的注塑机产生的较高注塑成本,也省去了改造成本。要说明的是,注塑机的大小是相对而言的,以往的注塑机针对的是顶出距离在180mm及以下的注塑机。
33.在一些实施例中,参照图2、图4和图5,顶升动力件200设置有至少两个,至少两个顶升动力件200沿第一模块100的周向均匀分布,使得推板300受力均匀,方便将注塑件顶出,要说明的是,顶升动力件200设置有两个,而第一模块100设置为立方体形状,两个顶升动力件200分布在立方体相对的两个面上。
34.在一些实施例中,第一模块100的外壁设置有阶梯台110,阶梯台110用于安装顶升动力件200,设置的阶梯台110方便安装不同规格的顶升动力件200,可以理解的是,根据不同的伸出距离,可以选择不同的顶升动力件200进行安装,设置的阶梯台110方便安装顶升动力件200。
35.在一些实施例中,顶升动力件200为气缸、液压缸或者电缸,来源广,容易获得。
36.在一些实施例中,第一模块100和第二模块400均是设置有冷却液流道500,设置的冷却液流道500方便冷却注塑件,方便注塑件脱模,可以理解的是,冷却液流道500用于流通冷却液,而冷却液是由外部泵将冷却液容器中的冷却液泵至冷却液流道500。
37.在一些实施例中,冷却液流道500呈s形分布在对应的第一模块100或第二模块400中,s形的冷却液流道500与对应的第一模块100或第二模块400接触时间长,冷却效果更好。
38.在一些实施例中,第一模块100或第二模块400中的冷却液流道500设置有多条,多条冷却液流道500可以增加冷却液与第一模块100或第二模块400的接触面积,冷却效果更好,可以理解的是,相邻的两条冷却液流道500中的冷却液流向相反,冷却效果更好。
39.在一些实施例中,第一模块100设置有第一模腔120,推板300设置有与第一模腔120对应的第二模腔310,第二模块400设置有与第二模腔310对应的第三模腔410,第一模腔
120的内壁、第二模腔310的内壁和第三模腔410的内壁均是设置有不粘层,第一模腔120、第二模腔310和第三模腔410组合成注塑模腔,结构简单,不粘层方便注塑件脱模,可以理解的是,不粘层可以是特氟龙层。
40.在一些实施例中,第一模块100和第二模块400上设置有耐磨层,设置的耐磨层避免第一模块100和第二模块400磨损,避免第一模块100和第二模块400对位不准,耐磨层可以是镍铬合金层,也可以是氧化铝层。
41.在一些实施例中,第一模块100、第二模块400和推板300均是由不锈钢制成,避免第一模块100、第二模块400和推板300生锈。
42.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1