一种真空预型设备的制作方法
1.本实用新型属于预浸料工艺的预型设备技术领域,尤其涉及一种真空预型设备。
背景技术:
2.目前,公知的预浸料预型工艺,如图1所示,现有技术中,在模具工装201内腔涂抹脱模剂202,将产品203的复合材料按照产品203形状铺贴在模具工装201内腔,依次铺放脱模布204、隔离膜205、透气毡206铺放至产品203边界,真空袋膜207包裹或覆盖住整个模具工装201,在真空袋膜207上设置真空阀209,使用密封胶条208将真空袋膜207与模具工装201密封后,通过真空阀209进行抽真空,使产品203的预浸料在大气压的作用下压实,达到预型目的。
3.但是,已有技术存在以下几点缺陷:
4.(1)工艺所需脱模布、隔离膜、透气毡等辅料种类复杂多样,且部分辅料的仅一次性使用,采购成本高;
5.(2)工人架构真空系统时,需要将所有辅料按照模具尺寸,以制定次序铺设,尤其是使用密封胶条粘接真空袋膜,需人工手动按压每一处缝隙,耗时时间长;
6.(3)产生大量报废的边角料,需提供区域存放,处理成本和库存成本高;
7.(4)真空袋膜在转运和使用过程中,比较容易被刺破,造成使用过程中的真空度不达标,未对预浸料起到压实作用,生产风险大;
8.(5)因架设真空系统需要较长时间,无法多次使用,实际往往需要铺设多层后,集中长时间抽真空压实,效果不如每层抽真空的压实效果显著,预型后的产品尺寸稳定性和精度较差。
技术实现要素:
9.为了克服现有预浸料预型工艺中的缺陷,本实用新型提供一种真空预型设备,该设备能降低预浸料预型工艺的人工成本、辅料成本和库存成本等,改善预型压实效果,提高外形尺寸稳定性,同时工序效率得到极大优化。
10.本实用新型所要解决的技术问题采用以下技术方案来实现:一种真空预型设备,包括平台、框架、吸附膜、尼龙网、柔性密封条和真空泵,所述框架设置有上下贯穿的内腔,所述内腔上方密封设置有可拆卸的吸附膜,所述尼龙网设置在吸附膜下表面,所述框架在其下端面设置有柔性密封条,所述柔性密封条具有较好的变形特性;
11.所述框架设置在平台上方,所述平台沿其周边设置有真空口,所述真空口位于柔性密封条内侧和尼龙网下方,所述真空口与所述真空泵相连。
12.本实用新型的有益效果:本实用新型利用框架、吸附膜、柔性密封条和平台形成密封空间,无需手动构建真空系统,减轻了工人的劳动量,提高了生产效率,有助于保证预型后的产品尺寸稳定性和精度;
13.另外在吸附膜下方设置尼龙网,尼龙网能够防止预浸料粘黏到吸附膜上,用于替
代现有技术中脱模布与隔离膜,有优秀的离型效果;尼龙网本身网状结构具有优良的透气效果,同时能够替代现有技术中的透气毡,节约了辅助用料,吸附膜和尼龙网能够多次使用,降低了制造成本;
14.并且该设备实现了成型模具与预型工艺相分离,降低了模具转运频率,有助于实现批量化生产。
15.本实用新型的技术方案还有:所述吸附膜为硅胶模。硅胶模本身具有优秀的弹性,延展性比真空袋膜高很多,用量小,可吸附的面积大,可随产品形状,真空袋膜延展性差,常压下需要花费大量时间调整才能随形,降低了预型效率,并且真空袋膜易破,需要正常更换,硅胶模耐久性更好一些。
16.本实用新型的技术方案还有:还包括减震垫,所述减震垫设置在所述平台上端面,所述减震垫位于内腔内,所述真空口位于减震垫边缘外侧。减震垫起到减震缓冲的作用,用于保护平台避免放置模具工装时被磨损。
17.本实用新型的技术方案还有:所述减震垫为eva垫板。eva材料对金属设备无腐蚀作用,同时具有减震缓冲的特性,材料质轻,富有弹性,能够减轻放置模具工装时对平台的冲击,抗老化性好。
18.本实用新型的技术方案还有:所述框架与平台通过销轴铰接在一起。通过框架与平台铰接在一起,方便框架与平台的拼装对齐,保证了框架与平台之间的密封效果。
19.本实用新型的技术方案还有:还包括气压杆,所述气压杆包括活塞杆和压力管,所述活塞杆可上下活动的设置在压力管内,所述活塞杆上端铰接在框架上,所述压力管下端铰接在平台上。通过设置气压杆,在将框架与平台分离时,气压杆能够提供辅助力,更加省力快捷。
20.本实用新型的技术方案还有:所述柔性密封条轴截面为c型,所述柔性密封条c型开口向外设置。横截面为c型的柔性密封条,下方与平台形成线密封,当抽真空时,c型结构会在两侧压差作用下保证线接触处越压越紧,实现有效的密封,同时当柔性密封条上方与框架连接处出现缝隙时,在内外压差的作用下,能够使柔性密封条上方紧贴框架下端面形成新的线性密封,密封安全性高。
21.本实用新型的技术方案还有:还包括压板和密封圈,所述压板通过螺栓连接设置在框架上方,所述吸附膜、密封圈位于压板和框架之间,所述吸附膜位于密封圈下方,所述尼龙网粘接在吸附膜上。所述密封圈通过压缩变形用于保证吸附膜与框架接触面的密封,压板与框架利用螺栓连接将吸附膜固定,方便吸附膜的拆卸更换。
22.本实用新型的技术方案还有:所述密封圈设置有两条以上半圆形的密封凸起。通过设置多个密封凸起,在压板和框架之间形成多道线性密封,增强了硅胶模与框架接触面的密封效果,能够承受更大的压力。
23.本实用新型的技术方案还有:还包括快接接头和气源管,所述真空口设置有快接接头,所快接接头通过气源管与真空泵相连。通过快接接头将真空口与真空泵相连,方便气源管的拆装,方便预型完成后快速将真空口与真空泵分离,解除真空条件,从而有助于进一步将硅胶模与产品或预浸料分离,提高了生产效率。
24.本实用新型与现有技术相比具有以下优势:
25.(1)本实用新型设备能够半自动机械化预型,加快了预型速度,提高了产品预型工
艺的质量稳定性;
26.(2)该设备简化了真空预型流程,提高了预型工序效率,可实现每一层预浸料的抽真空预压实,因此尺寸精度得以保障,因此能够确保预型的尺寸稳定性,避免入模时,尺寸偏大而导致的成型缺陷问题;
27.(3)由于不需要人工构建真空系统,节省了人的劳动量,降低工人疲劳程度,进而有助于控制产品质量和提高产量;
28.(4)与现有技术在模具上抽真空必须配合相应的真空袋膜、透气毡等昂贵辅料相比,本设备利用硅胶模替代了真空袋膜,利用尼龙网替代了脱模布、隔离膜和透气毡,节省了辅料,降低了产品成本;
29.(5)因为本实用新型设备是模外抽真空,因此能够提高成型模具利用率,对于压力成型工艺,抽真空所用的工装因不需要承受成型压力,仅需承压一个大气压,无需使用能承受高压的金属模具,对于非压力成型工艺,无需使用大厚度的复材模具,不需要做高成本的表面维护,因此预型工装模具能够采用轻质低成本的材料进行制备,进一步节省了工艺成本;
30.(6)该设备实现了成型模具与预型工艺相分离,降低了模具转运频率,有助于实现批量化生产;
31.(7)该设备抽真空简化了密封系统,降低了漏气风险;
32.(8)该设备能够根据产品大小,调整平台尺寸,工艺适应性强;
33.(9)该设备有助于实现预浸料工艺的模块化生产。
附图说明
34.图1为现有技术预浸料预型工艺示意图;
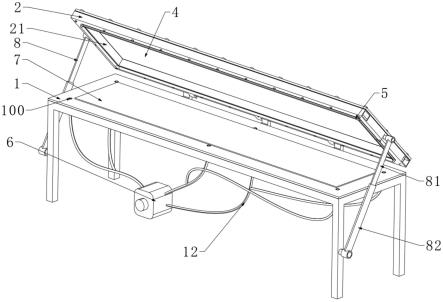
35.图2为本实用新型所述真空预型设备的结构示意图;
36.图3为本实用新型所述真空预型设备的剖视图;
37.图4为本实用新型所述真空预型设备的工作原理图;
38.图中,1平台、2框架、21内腔、22销轴;
39.3吸附膜、4尼龙网、5柔性密封条、6真空泵、7减震垫;
40.8气压杆、活塞杆81、压力管82;
41.9压板、10密封圈、101密封凸起;
42.100真空口;
43.11快接接头、12气源管;
44.201模具工装、202脱模剂、203产品;
45.204脱模布、205隔离膜、206透气毡、207真空袋膜、208密封胶条、209真空阀。
具体实施方式
46.下面结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
47.实施例1
48.如图2和图3所示,一种真空预型设备,包括平台1、框架2、吸附膜3、尼龙网4、柔性密封条5和真空泵6,所述框架2设置有上下贯穿的内腔21,所述内腔21上方密封设置有可拆卸的吸附膜3,所述尼龙网4设置在吸附膜3下表面,所述尼龙网4边缘距离框架2内侧壁50-100mm,所述框架2在其下端面粘接有一圈柔性密封条5。
49.所述框架2设置在平台1上方,所述平台1采用钢材制备,所述平台1沿其周边设置有真空口100,所述真空口100位于柔性密封条5内侧和尼龙网4下方,所述真空口100与所述真空泵6相连。
50.所述吸附膜3为硅胶模。
51.所述真空预型设备还设置有减震垫7,所述减震垫7设置在所述平台1上端面,所述减震垫7位于内腔21内,所述真空口100位于减震垫7边缘外侧。
52.所述减震垫7为eva垫板。
53.所述框架2与平台1通过销轴22铰接在一起。
54.所述真空预型设备还设置有气压杆8,所述气压杆8包括活塞杆81和压力管82,所述活塞杆81可上下活动的设置在压力管82内,所述活塞杆81上端铰接在框架2上,所述压力管82下端铰接在平台1上。
55.所述柔性密封条5轴截面为c型,所述柔性密封条5c型开口向外设置。
56.如图3所示,所述真空预型设备还设置有还包括压板9和密封圈10,所述压板9通过螺栓连接设置在框架2上方,所述吸附膜3、密封圈10位于压板9和框架2之间,所述吸附膜3位于密封圈10下方,所述尼龙网4粘接在吸附膜3上,所述密封圈10设置有两条半圆形的密封凸起101,所述密封圈10通过压缩变形用于保证吸附膜3与框架2接触面的密封,所述尼龙网4粘接在吸附膜3上。
57.所述真空预型设备还设置有还包括快接接头11和气源管12,所述真空口100设置有快接接头11,所述快接接头11通过气源管12与真空泵6相连。
58.工作原理:如图4所示,将模具工装201放在减震垫7的中间位置,产品203或预浸料放在模具工装201上,适当固定即可。闭合框架2,柔性密封条5可代替原技术中的密封胶条208,具有可重复性高,使用寿命长,密封性好的特点,其接触到平台1上端面,与吸附膜3构成密闭空间,启动真空泵6,空气顺着尼龙网4被抽出,吸附膜3弹性贴敷到产品203或预浸料表面,在大气压的作用下,使其随形状紧贴模具工装201,达到指定时间后,关闭真空泵6,拔掉一组快接接头11,通过气压杆8将框架2撑起,使吸附膜3与产品203或预浸料分离,尼龙网4能够防止预浸料粘黏到吸附膜3上,用于替代原技术中脱模布204与隔离膜205,有优秀的离型效果,本身网状结构具有优良的透气效果,同时能够替代原结构中的透气毡206,节约了辅助用料。
59.实施例2
60.与实施例1不同之处,所述吸附膜3为真空袋膜207。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1