一种高效聚乙烯管材挤出机专用螺杆的制作方法
1.本实用新型涉及属于高分子材料加工机械技术领域,涉及一种挤出机的螺杆结构,尤其涉及一种高效聚乙烯管材挤出机专用螺杆。
背景技术:
2.挤出机用于对多种颗粒原料进行充分混合挤压后并输出,主要用在塑料或橡胶制造领域。工作时挤出机将原料加热使之呈粘流状,在加压的情况下,使之通过具有一定形状的口模,而成为截面与口模形状相仿的连续体然后通过冷却,使之具有一定几何形状和尺寸的原料由粘流态变为高弹态,最后冷却定型为玻璃态,得到所需要的制品。
3.高效聚乙烯管材挤出机,是指是指聚乙烯(pe)塑料通过挤出机下料口进入螺杆与机筒之间的容腔里面,通过螺杆旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的摩擦,同时机筒外部加热而逐步熔化,熔融的塑料通过模具挤出,定径套和真空冷却箱,产生合格的产品。现有标准的挤出机螺杆在分离压缩段开始处容易机械能过大,导致此处原料通过不顺畅;还有塑化不完全,管材表面不均匀,有晶点。同时在螺杆在进料段容易出现回流而影响进料。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述现有技术提供一种高效聚乙烯管材挤出机专用螺杆,具有结构设计合理、剪切熔融充分、产品质量好、高产量的特点。
5.本实用新型解决上述技术问题所采用的技术方案为:一种高效聚乙烯管材挤出机专用螺杆,包括螺杆,其特征在于:所述螺杆从进料到出料沿长度方向依次分为进料段、分离型压缩段、计量段、屏障段和混炼段,所述进料段、分离型压缩段和计量段的螺杆圆柱面上沿长度方向设有主螺旋片,所述主螺旋片与螺杆之间形成螺槽和主螺棱,在分离型压缩段上还设有一条起屏障作用将固态塑胶和熔态塑胶分开的副螺旋片,所述副螺旋片的外径小于主螺旋片,其中所述分离型压缩段的主螺棱导程和副螺棱导程均大于进料段的主螺棱导程,分离型压缩段的主螺棱导程和副螺棱导程均为进料段的主螺棱导程的1.3~1.6倍,所述进料段的主螺棱导程呈等距、增大、等距的渐变式结构,所述螺杆的长径比38:1~40:1。
6.作为改进,所述副螺旋片将分离型压缩段上的螺槽分隔为熔态区螺槽和固态区螺槽,熔融的塑胶越过副螺旋片的外径进入熔态区,固态区螺槽宽度逐渐变窄,固态区螺槽深度逐渐变浅,熔态区螺槽宽度逐渐变宽,熔态区螺槽深度逐渐变深再变浅最后与计量段的螺槽深度接平。
7.作为改进,所述屏障段的螺杆圆柱面上等距开设有若干纵向沟槽,纵向沟槽分为进料槽和出料槽二组,二组纵向沟槽相间设置,其中进料槽的出口在轴线方向是封闭的,出料槽的入口在轴线方向是封闭的。
8.优选地,所述进料槽与出料槽之间的螺纹外径小于螺杆直径。
9.进一步的,所述混炼段的螺杆圆柱面上设有一排或几排销钉。
10.优选地,所述销钉为3~4排圆柱形或方形销钉。
11.优选地,所述分离型压缩段的长度占螺杆总长度的38%~42%。
12.优选地,所述螺杆的长径比为38:1,所述进料段的长径比为14:1,所述分离型压缩段的长径比为15:1,所述计量段的长径比为2:1,所述屏障段的长径比为3.5:1,所述混炼段的长径比为3.5:1。
13.与现有技术相比,本实用新型的优点在于:对螺杆的结构进行合理的设计,将压缩段设计成分离型压缩段,分离型压缩段上增设有一条起屏障作用的副螺纹,使聚乙烯塑料在螺杆里面熔融状态下,含有未熔融固体小颗粒的溶料流到分离型压缩时受到高剪切而熔融,改善熔融速率;通过分离型压缩段的主螺棱导程和副螺棱导程均大于进料段的主螺棱导程,从而使分离型压缩段不会产生过大的机械能,而保证原料通过顺畅;另外该螺杆通过增大主螺棱导程和副螺棱导程的尺寸,以提高了进料量。设置屏障段和混炼段,使得融料流过混炼段时,产生剪切发热,使未熔融物料熔融,同时进料段的主螺棱导程呈等距、增大、等距的渐变式结构,这样能增加减少塑料的回流,增大了出料量。
附图说明
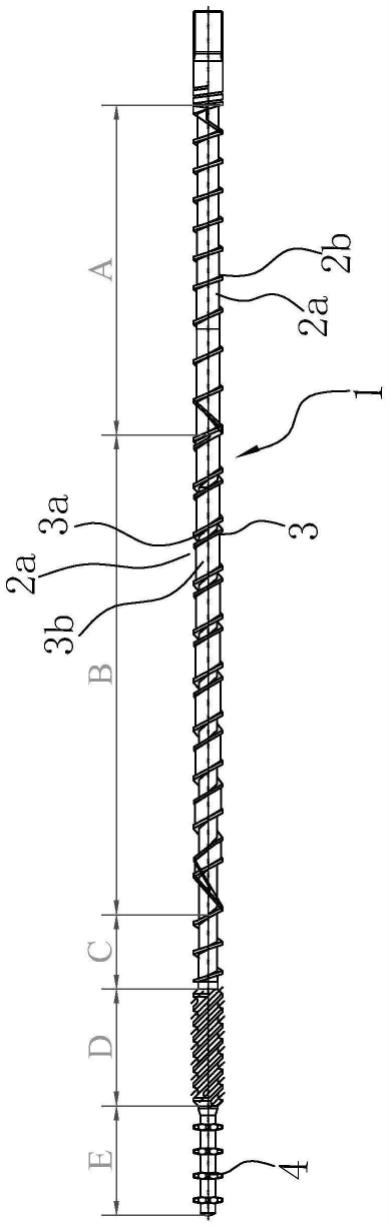
14.图1为本实用新型实施例中螺杆的结构示意图。
具体实施方式
15.以下结合附图实施例对本实用新型作进一步详细描述。
16.如图1所示,本实施例中的高速聚乙烯管材挤出机专用螺杆包括螺杆1,螺杆1从进料到出料沿长度方向依次分为进料段a、分离型压缩段b、计量段c、屏障段d和混炼段e,进料段a、分离型压缩段b和计量段c螺杆圆柱面上沿长度方向设有螺旋片,螺旋片与螺杆1之间形成螺槽2a和主螺棱2b;这样通过进料段a保证进料稳定不发热,进料均匀,进料段a的主螺棱导程呈等距、增大、等距的渐变式结构,这样能减少塑料的回流,增大了出料量;同时通过分离型压缩段b保证原料能够充分剪切,挤出稳定,屏障段d是为了使没有熔化的原料能够充分剪切,并进一步塑化;混炼段e是为了使原料进行充分混炼,进一步起到塑化作用,并且保证挤出稳定。本实施例中进料段a的底径比现有螺杆加深10%~20%,进而增加进料量;计量段c的底径比现有螺杆加深6%~12%,以减小阻力,增加出料量。
17.其中,进料段a的螺槽2a深度相同,压缩段b的螺槽2a深度逐渐变浅到计量段c,计量段c的螺槽2a深度相同;在分离型压缩段b上还设有一条起屏障作用将固态塑胶和熔态塑胶分开的副螺旋片3,副螺旋片3的外径小于主螺旋片;副螺旋片3将分离型压缩段b上的螺槽2a分隔为熔态区螺槽3a和固态区螺槽3b,熔融的塑胶越过副螺旋片3的外径进入熔态区,固态区螺槽3b宽度逐渐变窄,固态区螺槽3b深度逐渐变浅,熔态区螺槽3a宽度逐渐变宽,熔态区螺槽3a深度逐渐变深再变浅最后与计量段c的螺槽2b深度接平。这样使聚乙烯塑料在螺杆1里面熔融状态下,含有未熔融固体小颗粒的溶料流到分离型压缩段b时受到副螺旋片3高剪切而熔融,改善熔融速率;同时使得聚乙烯在螺杆1输送过程中,物料到达分离型压缩段b时能够畅通通过,不易堵塞,保证螺杆1使用寿命。
18.本实施例中,分离型压缩段b的主螺棱导程和副螺棱导程均大于进料段a的主螺棱导程,分离型压缩段b的主螺棱导程和副螺棱导程均为进料段a的主螺棱导程的1.3~1.6倍,这样能保证分离型压缩段b处不会产生过大的机械能,而避免原料通过不顺畅的问题,进而提高产能。
19.屏障段d的每个屏障5对应在螺杆圆柱面上等距开设有若干纵向沟槽,纵向沟槽分为进料槽和出料槽二组,二组纵向沟槽相间设置,其中进料槽的出口在轴线方向是封闭的,出料槽的入口在轴线方向是封闭的,进料槽与出料槽之间的螺纹外径小于螺杆1直径。本实用新型中计量段的物料由进料槽流入通过较小螺纹外径进入出料槽,使聚乙烯塑料在螺杆1里面熔融状态下,含有未熔融固体小颗粒的溶料流到屏障段d时受到剪切作用,大量的机械能变成热能,使未熔融固体小颗粒熔融、混合,从而通过屏障段d对计量段c的原料进行充分剪切,并进一步塑化而使制品表面无晶点,光泽度好。
20.混炼段e的螺杆圆柱面上设有一排或几排销钉4,销钉4可以为圆柱形或方形销钉,本实施例中,销钉4为4排,并等间隔设置在螺杆1上。融料流过混炼段e时,产生剪切发热,也能使未熔融物料塑化,熔融物料中的气体通过剪切混炼变的细小及均匀。
21.分离型压缩段b的长度占螺杆1总长度的38%~42%。本实施例中,螺杆1的长径比为38:1,进料段a的长径比为14:1,分离型压缩段b的长径比为15:1,计量段c的长径比为2:1,屏障段d的长径比为3.5:1,混炼段e的长径比为3.5:1。
22.本实施例经实际使用,上述螺杆中的进料段a、分离型压缩段b和计量段c比现有螺杆增加了原料出料量,本实施例中的螺杆适用于电机为132kw,转速为150转/分钟,常量为600kg/h,同时保证制品表面无晶点,光泽度好,厚度均匀,提高产品质量。
23.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1