一种钢管湿法连续缠绕装置的制作方法
1.本发明涉及钢管防腐领域,具体涉及一种钢管湿法连续缠绕装置。
背景技术:
2.3pe钢管是由具有粘合官能团的热粘合聚烯烃形成的粘合层的热收缩聚烯烃带围绕钢管的外周表面螺旋缠绕,同时在侧边缘部分部分形成重叠。现有技术通常采用湿法缠绕。
3.江苏玖尚新材料有限公司公开了一种管道外保护层旋转缠绕机(cn106738843 a 20170531),包括缠绕机构1和出料机构2,出料机构2的机架底部设有胶槽22,机架上方挂有挂膜架,挂膜辊架i旋转设有上承载膜38,挂膜辊夹ii旋转设有玻璃纤维39,玻璃纤维 39经胶槽浸环氧树脂胶后压合在上承载膜38上形成外保护层片40,外保护层片40卷绕在钢管外周。
4.在这种钢管防腐层中,在防腐带的重叠部分和管子之间形成空隙,并且很难在缠绕起点和终点形成聚烯烃带缠绕的良好粘合,这些地方最易引起腐蚀。此外,在气候温度较低的季节或地区,热收缩聚烯烃胶带在户外变硬并失去柔韧性。因此,当缠绕紧贴在钢管表面上时,聚烯烃胶带也不会紧密贴合在表面上,即使将钢管预热到预定温度,刚缠绕粘结到钢管表面的聚烯烃胶带的形状也不稳定并且聚烯烃胶带和钢管之间仍然存在空隙。即使在将聚烯烃胶带压力粘合到管道上之后,这也会影响管道并阻止胶带形成均匀的涂层。
5.因此,迫切需要一种钢管湿法连续缠绕装置,不留空隙地将聚烯烃带缠绕在钢管上,是业界钢管湿法连续缠绕需迫切解决的难题。
技术实现要素:
6.针对上述现有技术中存在的缺陷,本发明的目的在于提供一种钢管湿法连续缠绕装置,能解决不留空隙地将聚烯烃带缠绕在钢管上,以解决钢管湿法缠绕领域的技术难题。
7.本发明的目的是这样实现的,一种钢管湿法连续缠绕装置,包括
8.支撑旋管器,所述支撑旋管器水平地设于地面,用于支撑钢管且绕钢管轴线以固定速度转动所述钢管;
9.浸胶复合器,所述浸胶复合器设于支撑旋管器旁侧,载膜卷、纤维布卷置于浸胶复合器,用于使纤维布浸胶后与载膜复合形成复合带并以固定速度平行于钢管轴线直移的同时连续输出所述复合带;
10.缠绕辊压器,所述缠绕辊压器固定于浸胶复合器并与其一起沿移动轨道移动,用于将复合带以每螺距固定的叠缝宽度缠绕到钢管外表面;
11.叠缝辊压器,固定于缠绕辊压器并与其一起沿移动轨道移动,用于将叠缝辊压平整。
12.进一步地,所述支撑旋管器包括左端滚撑和右端滚撑,所述左端滚撑和右端滚撑为转动支撑,所述转动支撑包括垂直于钢管轴线设置的支撑架,支撑架以固定间距以旋转
轴线平行于钢管轴线地分别旋转设有主动转辊和被动转辊,主动转辊和被动转辊于钢管轴线两侧旋转支撑于钢管外周面。
13.进一步地,所述浸胶复合器包括料架,所述料架被驱动机构驱动地沿平行于钢管轴线的移动轨道移动,所述料架底部固定设有浸胶槽,料架在浸胶槽上方一侧设有载膜卷辊架和纤维布辊架,另一侧设有辊压复合。
14.进一步地,所述缠绕辊压器包括缠压撑架,缠压撑架顶部固定有缠料辊架,缠料辊架包括横架和竖架,横架枢转地设有张紧辊,竖架枢转地设有缠绕压辊。
15.进一步地,压缝辊压器包括铰接于浸胶复合器侧边的压缝辊架,压缝辊架的中部铰接连接施压油缸,压缝辊架固定连接压缝辊,压缝辊正对叠缝,前后两个压缝辊安装于压缝辊座,压缝辊座通过安装臂固定连接压缝辊架。
16.进一步地,浸胶复合器还包括烘干定型,所述烘干定型设于浸胶复合器和缠绕辊压器之间,复合带从浸胶复合器出料口出来进入烘干定型。
17.所述钢管湿法连续缠绕装置,通过冷的聚烯烃胶带复合纤维浸渍形成复合带,缠绕形成防腐涂层,压缝辊压器40使得在防腐带的重叠部分、缠绕起点和终点位置,相比行业标准 gb/t 37587-2019规定的涂层性能指标,聚烯烃复合带与和钢管表面之间的剥离强度增大 65%-100%,大大增加了防腐能力。
附图说明
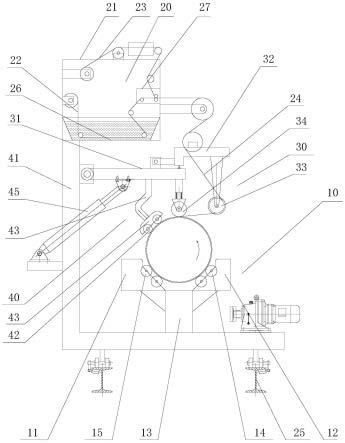
18.图1为本发明一种钢管湿法连续缠绕装置的实施例1的主剖视图。
19.图2为本发明一种钢管湿法连续缠绕装置的实施例2的主剖视图。
20.上述图中的附图标记:
21.10支撑旋管器,11左端滚撑,12右端辊撑,13支撑架,14主动转辊,15被动转辊
22.20浸胶复合器,21料架,22纤维布,23载膜,24复合带,25移动轨道,26浸胶槽,27 辊压复合,28烘干定型
23.30缠绕辊压器,31缠压撑架,32缠料辊架,33张紧辊,34缠绕压辊
24.40压缝辊压器,41压缝辊架,42压缝辊,43压缝辊座,44安装臂,45施压油缸
具体实施方式
25.以下结合附图对本发明的实施例作详细说明,但不用来限制本发明的范围。
26.实施例1
27.一种钢管湿法连续缠绕装置,包括支撑旋管器10、浸胶复合器20、缠绕辊压器30 和压缝辊压器40,所述支撑旋管器10用于支撑钢管且绕钢管轴线以固定速度转动钢管。支撑旋管器10包括左端滚撑11和右端辊撑12,所述左端滚撑和右端滚撑为转动支撑,所述转动支撑包括垂直于钢管轴线设置的支撑架13,支撑架13以固定间距以旋转轴线平行于钢管轴线地分别旋转设有主动转辊14和被动转辊15,主动转辊14和被动转辊15 于钢管轴线两侧旋转支撑于钢管外周面。
28.载膜卷、纤维布卷置于浸胶复合器20,浸胶复合器20用于使纤维布22浸胶后与载膜23 复合形成复合带24并以固定速度平行于钢管轴线直移的同时连续输出所述复合带24;所述浸胶复合器20包括料架21,所述料架21被驱动机构驱动地沿平行于钢管轴线的移
动轨道25 移动。所述料架21底部固定设有浸胶槽26,料架21在浸胶槽26上方一侧设有载膜卷辊架 21.1和纤维布辊架21.2,另一侧设有辊压复合27,所述辊压复合27的复合带24出料口为浸胶复合器出料口。
29.缠绕辊压器30固定于浸胶复合器20并与其一起沿移动轨道25移动,所述缠绕辊压器 30包括缠压撑架31,所述缠压撑架31铰接于料架21出料侧。缠压撑架31顶部固定有缠料辊架32,缠料辊架32包括横架和竖架,横架枢转地设有张紧辊33,竖架枢转地设有缠绕压辊34,使得缠绕压辊34与张紧辊33位于同一垂直于钢管轴线的平面内,且缠绕压辊34抵接钢管表面时,张紧辊33位于缠绕压辊34的斜上方。
30.压缝辊压器40包括铰接于料架21侧边的压缝辊架41,压缝辊架41的中部铰接连接施压油缸45,压缝辊架41固定连接压缝辊42,压缝辊42正对复合带24的边缘。压缝辊42为前后两个辊安装于压缝辊座43上。压缝辊座43通过安装臂44固定连接压缝辊架41。施压油缸45施加旋转扭矩于压缝辊架41,压缝辊架41通过安装臂44和压缝辊座43施压在接缝处。
31.实施例2
32.一种钢管湿法连续缠绕装置,浸胶复合器20还包括烘干定型28,所述烘干定型28设于浸胶复合器20和缠绕辊压器30之间,复合带24从浸胶复合器出料口出来进入烘干定型28。烘干定型28内沿烘干通道提供热风,用于烘干浸胶复合的复合带24。
33.利用实施例1、2的钢管湿法连续缠绕装置制备的本技术3pe防腐螺旋焊管的性能参数与行业标准gb/t 37587-2019的比较如表1。
34.表1防腐层性能指标比较
[0035][0036]
所述钢管湿法连续缠绕装置,通过冷的聚烯烃胶带复合纤维浸渍形成复合带,缠绕形成防腐涂层,压缝辊压器40使得在防腐带的重叠部分、缠绕起点和终点位置,相比行业标准 gb/t 37587-2019规定的涂层性能指标,聚烯烃复合带与和钢管表面之间的剥离强度增大 65%-100%,大大增加了防腐能力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1