设有先抽保护机构的精密模具的制作方法
1.本实用新型属于热塑性塑料成型模具领域,涉及设有先抽保护机构的精密模具,主要应用于塑料产品成型过程中对插面嵌入滑块的精密模具的保护机构,保证模具开模顺序使模具生产平稳进行,同时保护精密模具的使用寿命。
背景技术:
2.塑料产品有着重量轻、化学稳定性好和电绝缘性能好等优点,在日常生活和工业生产中得到应用广泛,为了实现各种使用和装配需要塑料产品上会设置有深筋和倒扣等形状,塑料产品的成型及批量生产依靠注塑模具来实现,对于成型定模形状的镶件和动模部分滑块有对插部分的时候,常规模具结构无法实现对插镶件先抽滑块后滑的模具结构。
技术实现要素:
3.本实用新型的目的是提供设有先抽保护机构的精密模具,依靠弹簧和推块的共同作用实现了模板的分离,依靠模板分离的力实现对插镶件的先抽,保证塑料产品的顺利生产。
4.本实用新型要解决的技术问题是提供设有先抽保护机构的精密模具,解决设置有深筋和倒扣的塑料产品模具生产过程中存在的问题,保证塑料产品形状,使塑料产品顺利脱模并达到技术要求和使用要求。
5.本实用新型的技术方案是:设有先抽保护机构的精密模具其结构包括:热流道板1、先抽板2、定模板3、动模板4、第一拉杆5、推块6、第一弹簧7、第二拉杆8、定模镶块9、浮动块10、档条11、第一固定块12、第二固定块13、卡块14、球头顶丝15、导向块16、限位块17、对插镶件18、带肩螺栓19、第二弹簧20、滑块镶件21、滑块座22、螺钉23和动模镶块24;其连接关系为,热流道板1和先抽板2面接触由导柱导套连接,先抽板2和定模板3面接触由导柱导套连接,定模板3和动模板4面接触由导柱导套连接,第一拉杆5与热流道板1间隙配合,第一拉杆5与先抽板2螺纹连接并固定,推块6与先抽板2面接触滑动配合,推块6与热流道板1面接触并限位,第一弹簧7与推块6间隙配合,第一弹簧7与热流道板1面接触并限位,第二拉杆8与先抽板2面接触螺纹连接并固定,第二拉杆8与定模板3和动模板4间隙配合,定模镶块9与定模扳3面接触紧密配合由螺栓锁紧固定,浮动块10与先抽板2面接触紧密配合由螺栓锁紧固定,档条11与浮动块10面接触紧密配合由挂台限位,第一固定块12与档条11面接触并由档条11限位,第一固定块12与第二固定块13面接触紧密配合由螺栓锁紧固定,第一固定块12与第二固定块13作为一个整体与限位块17面接触并滑动配合,卡块14与浮动块10面接触滑动配合,球头顶丝15与卡块14面接触并限位,球头顶丝15与浮动块10面接触螺纹连接并定位,球头顶丝15与档条11面接触并由档条11限位,浮动块10和卡块14与导向块16面接触滑动配合,导向块16与先抽板2间隙配合,导向块16与定模板3面接触紧密配合由螺栓锁紧固定,限位块17与先抽板2间隙配合,限位块17与定模镶块9面接触紧密配合由螺栓锁紧固定,对插镶件18与第二固定块13面接触紧密配合由挂台限位,对插镶件18与第一固定块
12面接触并限位,对插镶件18与滑块镶件21面接触滑动配合,对插镶件18与定模镶块9间隙配合,带肩螺栓19与第一固定块12间隙配合,带肩螺栓19与定模镶块9螺纹连接并固定,第二弹簧20套装在带肩螺栓19上并间隙配合,第二弹簧20与第一固定块12和定模镶块9面接触并限位,滑块镶件21与滑块座22面接触由挂台连接由螺栓锁紧固定,滑块座22与动模板4面接触滑动配合,滑块座22与动模镶块24面接触滑动配合,螺钉23与卡块14螺纹连接并固定,螺钉23与浮动块10间隙配合,动模镶块24与动模板4面接触紧密配合由螺栓锁紧固定。
6.所述第一拉杆5上设置有挂台,所述热流道推板1上设置有沉孔,第一拉杆5上设置的挂台与热流道板1上设置的沉孔底面设置有第一距离,所述第一距离等于热流道板1和先抽板2的开模距离;
7.所述推块6上设置有挂台,所述先抽板2上设置有沉孔,推块6上设置的挂台底面与先抽板2上设置的沉孔底面设置有第二距离,所述第二距离等于第一弹簧7推动推块6所滑动的距离,所述推块6可以根据模具大小来设置数量的多少,在先抽板上对称分布,保证推块6施加给定模板3的力量均匀,所述弹簧7和推块6的组合应用可以实现热流道板1、先抽板2和定模板3的同时分离;所述第二拉杆8上设置有挂台,所述定模板3上设置有沉孔,第二拉杆8上设置的挂台底面与定模板3上设置的沉孔底面设置有第三距离,所述第三距离等于先抽板2和定模板3的开模距离;所述带肩螺栓19上设置有挂台,所述第一固定块12上设置有沉孔,带肩螺栓19上设置的挂台底面与固定块12上设置的沉孔底面之间设置有第四距离,所述第四距离等于第一固定块12、第二固定块13和对插镶件18作为整体滑动的距离。
8.所述浮动块10上设置有斜面,所述第一固定块12上设置有v形槽,所述卡块14上设置有第一倒角、第二倒角、第三倒角、斜面、第一半圆凹面和第二半圆凹面,所述导向块16上设置有斜面和倒角,合模状态下卡块14上设置的第一倒角与第二倒角与第一固定块12上设置的v形槽面接触并限位,浮动块10上设置的斜面、卡块14上设置的斜面与导向块16上设置的斜面面接触并紧密配合,球头顶丝15与卡块14上设置的第二半圆凹面面接触并限位;开模过程中在第二弹簧20张力的作用下,卡块14上设置的第一倒角施加给第一固定块12推力促进第一固定块12连同第二固定块13和对插镶件18一起运动,对插镶件18与滑块镶件21分离,在开模力的作用下第一固定块12上设置的v形槽对卡块14施加反作用力,卡块14回退,当球头顶丝15上设置的球头与卡块14上设置的第一半圆凹面面接触时,卡块14停止运动,螺钉23与卡块14一起做直线运动并对卡块14限位;在合模的过程中卡块14上设置的第三倒角和导向块16上设置的倒角面接触,导向块16上设置的倒角施加给卡块14上设置的第三倒角推力并促进卡块14复位,卡块14复位后,浮动块10和卡块14上设置的斜面与导向块16上设置的斜面接触并滑动配合;所述第一固定块12上设置有t形通槽,所述第二固定块13两侧分别设置有挂台,所述第二固定块13上设置的两处挂台与第一固定块12上设置的t形槽紧密配合并定位。
9.本实用新型的有益效果是:设有先抽保护机构的精密模具利用开模力、第一弹簧7和推块6的共同作用实现定模部分模板的同时分离,利用先抽板2的直线运动实现浮动块10的运动,利用浮动块10和卡块14的推力和第二弹簧20的张力实现第一固定块12、第二固定块13和对插镶件18的先抽运动,利用带肩螺栓19的限位作用和卡块14的回退作用实现第一固定块12与浮动块10的分离,利用导向块16对卡块14的倒角推动作用实现卡块14的复位,所述先抽保护机构实现了对插镶件18的先抽运动,滑块镶件21的后回退运动,保证了模具
开模顺序,防止对模具造成损坏,节约了模具成本,简化了模具结构,保证塑料产品生产过程平稳,提高了生产效率,降低不良率。
附图说明
10.以下结合附图,以实施例具体说明。
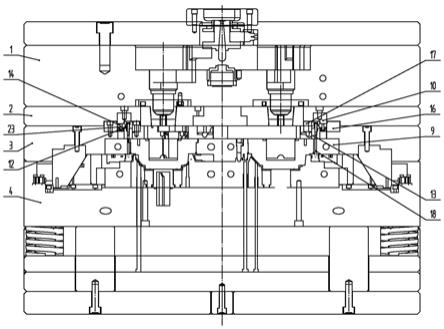
11.图1是设有先抽保护机构的精密模具的组装示意图一。
12.图2是设有先抽保护机构的精密模具的组装示意图二。
13.图3是设有先抽保护机构的精密模具的内部组件的示意图三。
14.图4是设有先抽保护机构的精密模具的内部组件的示意图四。
15.图5是设有先抽保护机构的精密模具的内部组件的示意图五。
16.图6是设有先抽保护机构的精密模具的内部组件的示意图六。
17.图中:1热流道板;2先抽板;3定模板;4动模板;5第一拉杆;6推块;7第一弹簧;8第二拉杆;9定模镶块;10浮动块;11档条;12第一固定块;13第二固定块;14卡块;15球头顶丝;16导向块;17限位块;18对插镶件;19带肩螺栓;20第二弹簧;21滑块镶件;22滑块座;23螺钉;24动模镶块。
具体实施方式
18.下面结合技术文字和附图详细叙述实用新型的具体实施例。
19.设有先抽保护机构的精密模具本实用新型在模具结构配装上实施,装配模具时热流道板1上装配好的导柱与先抽板2上装配好的导套滑动配合,推块6配装在先抽板2加工好的型腔内,第一弹簧7配装在推块6上加工好的型腔内,第一拉杆5配装在热流道板1加工好的通孔内,第一拉杆5穿过热流道板1与先抽板2加工好的螺纹锁紧链接(如图1和图2),卡块14配装在浮动块10加工好的方穴内,球头顶丝15与浮动块10上加工好的螺纹连接并锁紧,螺钉23与卡块14上加工好的螺纹连接并锁紧,档条11配装在浮动块10侧面加工好的通槽内由挂台限位,浮动块10、档条11和卡块14作为一个整体配装在先抽板2上,螺栓穿过先抽板2将其锁紧固定(如图4和图6),对插镶件18配装在第二固定块13加工好的型腔内并由挂台限位,对插镶件18和第二固定块13作为一个整体配装在第一固定块12加工好的t形槽内(如图5),定模镶块9配装在定模扳3加工好的型腔内螺栓穿过定模扳3将定模镶块9锁紧固定,限位块17配装在定模镶块9加工好的型腔内,导向块16配装在定模板3加工好的型腔内,带肩螺栓19配装在第一固定块12加工好的通孔内,第二弹簧20套装在带肩螺栓19上,第一固定块12、第二固定块13、对插镶件18、带肩螺栓19和第二弹簧20作为一个整体配装在定模扳3加工好的型腔内,定模板3与热流道板1和先抽板2由导柱连接,第二拉杆8穿过定模板3与先抽板2螺纹连接并锁紧(如图2)。动模镶块24配装在动模板4加工好的型腔内,滑块镶件21与滑块座22配装由挂台限位,螺栓穿过滑块镶件21将其固定在滑块座22上,滑块镶件21和滑块座22作为一个整体配装在动模板4加工好的型腔内(如图1和图4)。
20.设有先抽保护机构的精密模具本实用新型在生产中实施,模具注塑过程中,对插镶件18与滑块镶件21紧密配合并封料,注塑完成后,在开模力和弹簧张力的作用下,热流道板1、先抽板2和定模板3同时分离,产品料把与塑料产品分离,对插镶件18与滑块镶件21分离,当第二拉杆8与定模板3接触并限位后,滑块镶件21和滑块座22作为一个整体滑动,脱离
塑料产品倒扣部分。
21.以上所述是本实用新型的优越实施方式,应当指出,对于本实用新型所属技术领域的技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1