通过外拉板及多步顶出机构实现脱离蜂窝状产品的模具的制作方法
1.本实用新型专利属于塑料模具技术领域,涉及一种通过外拉板及多步顶出机构实现脱离蜂窝状产品的模具,通过注塑成型实现大批量生产空气弹簧减振器组装锥产品,产品主要应用于高品质精密汽车空气悬挂系统中。
背景技术:
2.目前市场上高品质的的轿车要想拥有良好的舒适性又需兼顾越野车的通过性能,空气悬挂系统是实现这目标的最佳选择,为了确保空气悬挂系统在行驶中的稳定性,汽车厂商会对空气弹簧减振器进行改良,在改良过程中,为达到组装锥与金属支架配合时的压力要求,会把组装锥体设计的非常牢固,蜂窝状的组装锥是目前最好的解决方案,但从注塑成型的角度来说,蜂窝状结构在模具注塑时很难实现顺利脱模或在顶出时蜂窝状结构外周围有拉伤,有的厂家只能使用脱模剂解决粘模或拉伤的问题,不能稳定的生产,维护成本高,不满足大批量和环保要求,本模具通过不断的结构更新,经过多步的动作,实现了产品内有蜂窝状结构的大批量生产要求,达到了产品设计的技术要求,保证了产品的精度,减少了成型周期,提高了生产效率。
技术实现要素:
3.本实用新型要解决的技术问题在于克服蜂窝状产品抱紧力过大脱模难的不足,通过外拉板及多步顶出机构实现模具顺利脱离蜂窝状产品的目的,使注塑后顶出的产品直接达到图纸的技术要求和使用要求。
4.本实用新型解决技术问题采取的技术方案是:通过外拉板及多步顶出机构实现脱离蜂窝状产品的模具,其模架主要由定模座板1、热流道板2、水口推板3、定模板4、动模板5、先抽板6、面针板7、底针板8、方铁9、动模底板10组成,内部主要结构由定模镶块100、定模镶件a101、定模镶件b102、定模镶件c103、动模镶块200、动模镶件201、蜂窝镶块202、蜂窝镶件a组203、蜂窝镶件b组204、蜂窝镶件固定块205、蜂窝镶件固定块背块206、顶杆207、带肩螺栓208、外拉板209、开模顺序锁210、产品211组成;通过外拉板及多步顶出机构实现脱离蜂窝状产品的模具的连接关系为:动模板5上设置顶杆过孔、带肩螺栓螺纹孔、外拉板螺纹孔、动模镶块螺栓过孔;动模镶块200上设置有动模镶件孔、螺纹孔、挂台孔、顶杆孔;动模板5与动模镶块200 间隙配合通过螺栓锁紧并固定,动模镶件201上设置有挂台,动模镶件201挂台与动模镶块200的挂台孔进行间隙配合通过挂台高度定位,蜂窝镶块202上设置有蜂窝孔、挂台,蜂窝孔内壁设有角度,蜂窝镶块202挂台与动模镶块200的挂台孔进行间隙配合通过挂台高度定位,蜂窝镶件a组203上设置有挂台、脱模锥角;蜂窝镶件b组204零件上设置有挂台、脱模锥角;蜂窝镶件固定块205上设置有蜂窝镶件过孔、蜂窝镶件a组203专用挂台孔、蜂窝镶件b组204专用挂台孔、顶杆过孔、螺纹孔;蜂窝镶件a组203与蜂窝镶件固定块205间隙配合,通过蜂窝镶件a组203专用挂台孔高度进行限位,蜂窝镶件b组204与蜂窝镶件固定块205间隙配合,通过蜂窝镶件b组204专用挂台孔高度进行限位;蜂窝镶件固定块背块206
上设置有螺栓过孔、顶杆过孔、螺纹孔;蜂窝镶件固定块背块206通过螺栓与蜂窝镶件固定块205进行锁紧并固定;先抽板6上设有带肩螺栓过孔、螺栓过孔、顶杆过孔;先抽板6通过螺栓与蜂窝镶件固定块205进行锁紧并固定;先抽板6通过螺栓与蜂窝镶件固定块背块206进行锁紧并固定;先抽板6通过带肩螺栓208与动模板5进行螺纹连接并限位;定模板4上设有外拉板螺栓孔,外拉板209上设有螺栓过孔槽,外拉板209与定模板4、动模板5通过螺栓连接并限位。
5.开模时,在开模顺序锁210作用下,定模板4与动模板5先开模,开模顺序锁210脱离后,动模板5与先抽板6在外拉板209的作用下开始分离,蜂窝镶件a组203先与产品211脱离,继续开模,蜂窝镶件b组204挂台与蜂窝镶件固定块205专用挂台孔接触,蜂窝镶件b组204与产品211脱离,继续开模,带肩螺栓208进行限位,模具开模结束,顶杆207顶出产品211。
6.闭模时,在开模顺序锁210作用下,先抽板6与动模板5相互接触,蜂窝镶件b组204锥面与蜂窝镶块202蜂窝孔内壁角度面进行配合并复位,模具继续闭模,蜂窝镶件a组203锥面与蜂窝镶块202蜂窝孔内壁角度面进行配合并复位,模具继续闭模,定模板4、动模板5相互接触,开模顺序锁210将定模板4、动模板5锁住,模具闭模结束。
7.本发明的有益效果是:通过模具上设置外拉板及多步顶出机构,解决了蜂窝状产品在成型时出现抱紧力过大导致无法脱模、顶裂、产品蜂窝孔内烧焦,熔接痕明显等表面缺陷的问题,减少了不良率,提高了生产效率。
附图说明
8.以下结合附图,以实施例具体说明。
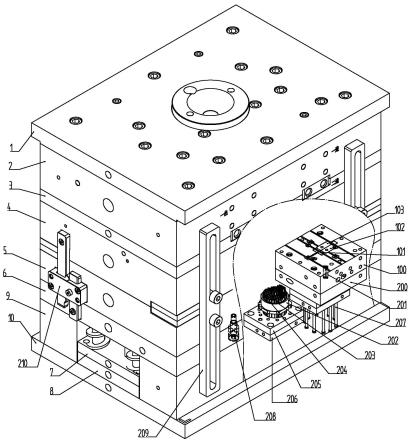
9.图1是模具的装配正等轴测示意图。
10.图2是模具开模第一步动定模板分离示意图。
11.图3是模具开模第一步203,204未分离的正等轴测示意图。
12.图4是模具开模第二步203分离示意图。
13.图5是模具开模第二步203分离正等轴测示意图。
14.图6是模具开模第三步204分离示意图。
15.图7是模具开模第三步204分离正等轴测示意图。
16.图8是模具开模结束示意图。
17.图9是5、6闭模示意图。
18.图10是模具完全闭模示意图。
19.图11是产品蜂窝结构示意图。
20.图中1定模座板;2热流道板;3水口推板;4定模板;5动模板;6先抽板;7面针板;8底针板;9方铁;10动模底板;100定模镶块;101定模镶件a;102定模镶件b;103定模镶件c;200动模镶块;201动模镶件;202蜂窝镶块;203蜂窝镶件a组;204蜂窝镶件b组;205蜂窝镶件固定块;206蜂窝镶件固定块背块;207顶杆;208带肩螺栓;209外拉板;210开模顺序锁;211产品。
具体实施方式
21.下面结合技术文字和附图详细叙述发明的具体实施例。
22.定模部分的组装:将定模镶件a101、定模镶件b102、定模镶件c103分别装入定模镶块100中,将定模镶块100装入到定模板4中通过螺栓锁紧并固定;将热流道系统装入热流道板2中,将定模座板1与热流道板2通过螺栓锁紧并固定;水口推板3与热流道板2通过带肩螺栓连接,定模组装完毕。
23.动模部分的组装:将动模镶件201、蜂窝镶块202安装到动模镶块200中,将组装后的动模镶块200装配到动模板5中,将蜂窝镶件固定块205安装到动模板5中,将蜂窝镶件a组203、蜂窝镶件b组204安装到窝镶件固定块205中,蜂窝镶件固定块背块206通过螺纹连接锁紧蜂窝镶件固定块205;将先抽板6与蜂窝镶件固定块背块206进行配合,通过螺栓锁紧,将带肩螺栓208安装在先抽板6中,控制开模距离,将顶杆207导入到面针板7中,通过底针板8进行连接并固定,将顶杆207组装体安装到动模镶块200中并进行螺栓锁紧,将方铁9与动模底板10通过螺栓锁紧在先抽板6中,动模组装完毕。
24.将开模顺序锁210、外拉板209分别安装在定模板4与动模板5中,动定模合模,模具组装完毕(见图10)。
25.具体的开模过程是:成型完毕后,动模侧开模,在开模顺序锁210作用下,定模板4与动模板5先开模(见图2、图3),开模顺序锁210脱离后,动模板5与先抽板6在外拉板209的作用下开始分离,蜂窝镶件a组203先与产品211脱离(见图4、图5),继续开模,蜂窝镶件b组204挂台与蜂窝镶件固定块205专用挂台孔接触,蜂窝镶件b组204与产品211脱离(见图6、图7),继续开模,带肩螺栓208进行限位,模具开模结束(见图8),顶杆207顶出产品211。
26.具体的闭模过程是:取出产品211后、模具闭模,在开模顺序锁210作用下,先抽板6与动模板5相互接触,蜂窝镶件b组204锥面与蜂窝镶块202蜂窝孔内壁角度面进行配合并复位,模具继续闭模,蜂窝镶件a组203锥面与蜂窝镶块202蜂窝孔内壁角度面进行配合并复位(见图9),模具继续闭模,定模板4、动模板5相互接触,开模顺序锁210将定模板4、动模板5锁住,模具闭模结束(见图1、10)。
27.以上所述是本发明的优越实施方式,应当指出,对于本发明所属技术领域的技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1