高抗拉聚丙烯网状填充绳生产工艺的制作方法
1.本发明涉及聚丙烯网状填充绳生产领域,特别是涉及高抗拉聚丙烯网状填充绳生产工艺。
背景技术:
2.聚丙烯,是丙烯通过加聚反应而成的聚合物。系白色蜡状材料,外观透明而轻。化学式为(c3h6)n,密度为0.89~0.91g/cm3,易燃,熔点189℃,在155℃左右软化,使用温度范围为-30~140℃,在80℃以下能耐酸、碱、盐液及多种有机溶剂的腐蚀,能在高温和氧化作用下分解。聚丙烯广泛应用于服装、毛毯等纤维制品、医疗器械、汽车、自行车、零件、输送管道、化工容器等生产,也用于食品、药品包装。聚丙烯绳,即由聚丙烯为主要材料制成的绳子,绳子作为一种常用的工具,在生活和工业生产中都得到了广泛的应用,其中聚丙烯绳由于其易于加工以及成本低的特性,受到了极大的欢迎。
3.电线电缆是电工行业中产值占比较大的一类产品,是输送电能不可或缺的基础材料;电缆一般由三相线以上组成,相与相之间有绝缘层,最外层包覆圆形的保护与绝缘层,而最外层与三相线间出现了间隙,会让线缆的结构不稳定,用填充物把这些间隙充实后,这无疑使外保护层的圆形完整,达到强度大、结构稳固的目的。
4.现有技术存在以下不足:现有技术的聚丙烯网状填充绳抗拉伸性能较差,且不具有阻燃的特性,从而整体实用性较差。
技术实现要素:
5.为实现上述目的,本发明采用的技术方案如下:高抗拉聚丙烯网状填充绳生产工艺,包括以下步骤:
6.s1:原料准备:原料的各组分及其质量百分比如下:
7.聚丙烯树脂85%、石墨烯10%、阻燃剂3%、消泡剂2%;
8.s2:主机混炼挤出
9.将聚丙烯树脂、消泡剂、石墨烯以及阻燃剂倒进挤出机的料斗,然后进行混炼,并挤出聚丙烯膜体;
10.s3:冷料
11.对聚丙烯膜体进行冷却,以让聚丙烯膜体结晶,方便拉伸工序;
12.s4:分切
13.薄膜经牵伸机牵伸、展平,牵伸机上安装有分切刀片,根据要求将冷却后的薄膜分切成不同的宽度;
14.s5:拉网
15.通过拉网将拉伸后的聚丙烯纤维丝体撕裂成网状的聚丙烯纤维丝体,以使聚丙烯纤维丝体具有一定的柔软性;
16.s6:定型
17.对网状的纤维丝体进行加热与拉伸定型,保证纤维丝的受热稳定性;
18.s7:收卷、并股
19.对定型后的纤维丝体进行收卷,制得聚丙烯网状填充绳的半成品,再通过并股机并股。
20.优选的,上述s2步骤中,在对聚丙烯树脂、消泡剂、石墨烯以及阻燃剂混炼时,对混炼过程加热,加热温度为80℃~100℃。
21.优选的,上述s2步骤中,先将聚丙烯膜体放置在水中冷却,拉出后再对聚丙烯膜体进行风冷。
22.优选的,上述s1步骤中,所述消泡剂是塑料消泡剂母粒。
23.优选的,上述s5步骤中,拉网机的速度为20m/min,且拉网机上设有多条针辊,该针辊上分布有若干细针,细针均匀分布在所述针辊上,细针的针径为0.25~0.5毫米。
24.优选的,上述s1步骤中,阻燃剂为添加型阻燃剂,通过机械混合方法加入到聚合物中,使聚合物具有阻燃性。
25.与现有技术相比,本发明具有以下有益效果:
26.1、本发明将聚丙烯树脂85%、石墨烯10%、阻燃剂3%、消泡剂2%倒进挤出机的料斗,然后进行混炼,并挤出聚丙烯膜体,石墨烯是已知强度最高的材料之一,同时还具有很好的韧性,且可以弯曲,石墨烯的理论杨氏模量达1.0tpa,固有的拉伸强度为130gpa,由此可使得后续制得的聚丙烯网状填充绳具有很强的抗拉伸性能,在制备聚丙烯网状填充绳的原料中混有阻燃剂,可使得阻燃剂具有阻燃性,有效地防止阻燃剂在使用时被烧坏;
27.2、使用拉网机将聚丙烯纤维丝体撕裂成网状的聚丙烯纤维丝体,保证了聚丙烯填充绳的强度,也提升了聚丙烯填充绳的柔软性;
28.3、对网状的纤维丝体进行加热与拉伸定型,保证纤维丝的受热稳定性,增加了定型步骤,让网状的纤维丝体在受热的条件下收缩定型,从而保证了聚丙烯填充绳尺寸的温度性,保证聚丙烯填充绳在电线电缆加工时不收缩;
29.4、消泡剂是塑料消泡剂母粒,消泡剂的设置可有效地减少在混炼时产生的气泡,便于提高后续挤出的质量;
30.5、对聚丙烯膜体进行冷却,以让聚丙烯膜体结晶,方便拉伸工序,先将聚丙烯膜体放置在水中冷却,拉出后再对聚丙烯膜体进行风冷,通过水冷与风冷可对聚丙烯膜体双重冷却,将风冷设置在水冷之后,通过风冷可将水冷后的聚丙烯膜体上的水份吹干。
附图说明
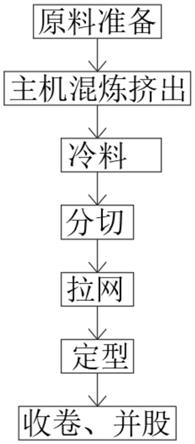
31.图1为本发明的制作工艺流程图。
具体实施方式
32.下面结合附图说明和实施例对本发明作进一步说明,本发明的方式包括但不仅限于以下实施例。
33.参阅如图1所示,高抗拉聚丙烯网状填充绳生产工艺,包括以下步骤:
34.s1:原料准备:原料的各组分及其质量百分比如下:
35.聚丙烯树脂85%、石墨烯10%、阻燃剂3%、消泡剂2%,消泡剂是塑料消泡剂母粒,
消泡剂的设置可有效地减少在混炼时产生的气泡,便于提高后续挤出的质量。
36.s2:主机混炼挤出
37.将聚丙烯树脂、石墨烯、阻燃剂、消泡剂倒进挤出机的料斗,然后进行混炼,并挤出聚丙烯膜体,在对聚丙烯树脂、消泡剂、石墨烯以及阻燃剂混炼时,对混炼过程加热,加热温度为80℃~100℃,使得聚丙烯树脂、石墨烯、阻燃剂、消泡剂的混合效果更好。
38.s3:冷料
39.对聚丙烯膜体进行冷却,以让聚丙烯膜体结晶,方便拉伸工序,先将聚丙烯膜体放置在水中冷却,拉出后再对聚丙烯膜体进行风冷,通过水冷与风冷可对聚丙烯膜体双重冷却,将风冷设置在水冷之后,通过风冷可将水冷后的聚丙烯膜体上的水份吹干。
40.s4:分切
41.薄膜经牵伸机牵伸、展平,牵伸机上安装有分切刀片,根据要求将冷却后的薄膜分切成不同的宽度。
42.s5:拉网
43.通过拉网将拉伸后的聚丙烯纤维丝体撕裂成网状的聚丙烯纤维丝体,拉网机的速度为20m/min,且拉网机上设有多条针辊,该针辊上分布有若干细针,细针均匀分布在所述针辊上,细针的针径为0.25~0.5毫米,以使聚丙烯纤维丝体具有一定的柔软性,使用拉网机将聚丙烯纤维丝体撕裂成网状的聚丙烯纤维丝体,保证了聚丙烯填充绳的强度,也提升了聚丙烯填充绳的柔软性。
44.s6:定型
45.对网状的纤维丝体进行加热与拉伸定型,保证纤维丝的受热稳定性,增加了定型步骤,让网状的纤维丝体在受热的条件下收缩定型,从而保证了聚丙烯填充绳尺寸的温度性,保证聚丙烯填充绳在电线电缆加工时不收缩。
46.s7:收卷、并股
47.对定型后的纤维丝体进行收卷,制得聚丙烯网状填充绳的半成品,再通过并股机并股。
48.将聚丙烯树脂85%、石墨烯10%、阻燃剂3%、消泡剂2%倒进挤出机的料斗,然后进行混炼,并挤出聚丙烯膜体,石墨烯是已知强度最高的材料之一,同时还具有很好的韧性,且可以弯曲,石墨烯的理论杨氏模量达1.0tpa,固有的拉伸强度为130gpa,由此可使得后续制得的聚丙烯网状填充绳具有很强的抗拉伸性能,在制备聚丙烯网状填充绳的原料中混有阻燃剂,可使得阻燃剂具有阻燃性,有效地防止阻燃剂在使用时被烧坏。
49.上述实施例仅为本发明的优选实施方式之一,凡在本发明的主体设计思想和精神上作出的毫无实质意义的改动或润色,其所解决的技术问题仍然与本发明一致的,均应当包含在本发明的保护范围之内。
50.需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除
在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
51.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1