柔性材料地板与地漏结合工艺及制品的制作方法
1.本发明涉及地漏粘合工艺技术领域,特别涉及为一种柔性材料地板与地漏结合工艺及制品。
背景技术:
2.在制药厂、医院、实验室等场所中,需要保证一个无菌环境,而下水道是一个充满各种细菌的环境,因此需要对地漏进行防菌处理,避免下水道内的细菌透过地漏接触到无菌环境,进而可以提高无菌环境的无菌保持时长,以及降低无菌环境的无菌率。在相关技术中,通过胶水粘接金属地漏和地板,然而胶水容易腐化、质变,尤其在上述场所中,废水经常会含碱含酸,会加速胶水的腐化和质变,仍然会导致下水道内的细菌透过地漏接触到无菌环境,并且,胶水也容易发霉,滋生出霉菌。而还有通过地板与地漏拼接的工艺,由于上述环境进场会有热水、冷水冲刷的情况下,导致拼接处热胀冷缩,导致拼接处开裂,容易滋生细菌,无法清洁。
技术实现要素:
3.本发明旨在解决柔性材料地板与地漏结合防菌效果较差的技术问题,提供一种柔性材料地板与地漏结合工艺及制品。
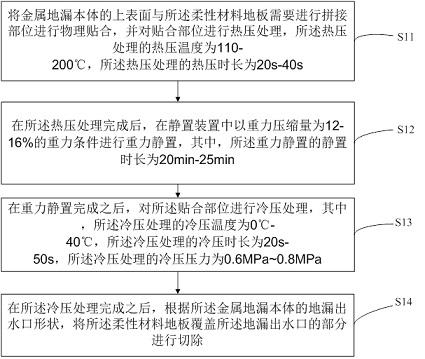
4.本发明为解决技术问题采用如下技术手段:第一方面,提供一种柔性材料地板与地漏结合工艺,包括:将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合,并对贴合部位进行热压处理,所述热压处理的热压温度为110-200℃,所述热压处理的热压时长为20s-40s;在所述热压处理完成后,在静置装置中以重力压缩量为12-16%的重力条件进行重力静置,其中,所述重力静置的静置时长为20min-25min;在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为0℃-40℃,所述冷压处理的冷压时长为20s-50s,所述冷压处理的冷压压力为0.6mpa~0.8mpa;在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
5.在其中一种实施方式中,所述对贴合部位进行热压处理的步骤,包括:在热压温度为115-150℃条件下,通过压头向所述贴合部位施加起始压强为10mpa-15mpa,持续起始压强的第一热压时长为5s-7s;在达到所述第一热压时长时,在保持所述起始压强不变的情况下以升温速率为5-10℃/s进行升温热压,所述升温热压的第二热压时长为3s-5s;在达到所述第二热压时长时,在保持所述第二热压时长结束时的热压温度的情况下在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热
压时长为10s-15s;在达到所述第三热压时长时,以0.7~1mpa/min的泄压速率卸载所述压头压力至0mpa;所述热压时长为所述第一热压时长、所述第二热压时长以及所述第三热压时长之和。
6.在其中一种实施方式中,所述起始压强为10mpa-12mpa,持续起始压强的第一热压时长为7s;所述升温速率为10℃/s,所述升温热压的第二热压时长为3.5s。
7.在其中一种实施方式中,所述冷压处理的冷压温度为5℃-31℃,所述冷压处理的冷压时长为30s-45s,所述冷压处理的冷压压力为0.7mpa~0.8mpa。
8.在其中一种实施方式中,在所述将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合的步骤之前,包括:将所述金属地漏本体在水温为55℃-95℃的静浴池进行静浴处理,其中所述静浴处理的静浴时长为30min-60min;在静浴处理完成之后,将所述金属地漏本体进行热风干处理,其中热风干处理的风干温度为50℃-80℃。
9.在其中一种实施方式中,所述柔性材料地板为聚酯材料地板、聚氯乙烯材料地板或者聚萘二甲酯乙二醇酯材料地板。
10.第二方面,提供一种柔性材料地板与地漏结合制品,所述柔性材料地板与地漏结合制品是通过第一方面中任一项所述的柔性材料地板与地漏结合工艺生产得到的。
11.有益效果:通过将金属地漏本体的上表面与柔性材料地板需要进行拼接部位进行物理贴合,对贴合部位进行热压处理,热压温度为110-200℃,热压时长为20s-40s;在热压处理完成后,在静置装置中以重力压缩量为12-16%的重力条件进行重力静置,重力静置的静置时长为20min-25min;在重力静置完成之后,对贴合部位进行冷压处理,其中,冷压温度为0℃-40℃,冷压时长为20s-50s,冷压压力为0.6mpa~0.8mpa;在冷压处理完成之后,根据金属地漏本体的地漏出水口形状,将柔性材料地板覆盖地漏出水口的部分进行切除。使得柔性材料地板自然弯曲定型,不会产生缝隙,提高了防菌效果。
附图说明
12.图1为本发明一实施例中的柔性材料地板与地漏结合工艺的流程图。
13.图2为本发明一实施例中的实现图1中步骤s11的流程图。
14.本发明为目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
15.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.下面将结合本发明的实施例中的附图,对本发明的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.参见附图1,为本发明一实施例中的柔性材料地板与地漏结合工艺的流程图,所述工艺包括以下步骤。
18.在步骤s11中,将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合,并对贴合部位进行热压处理,所述热压处理的热压温度为110-200℃,所述热压处理的热压时长为20s-40s;在本发明实施例中,将金属地漏本体的上表面与柔性材料地板需要进行拼接部位进行物理贴合包括在柔性材料地板需要进行拼接部位,将与金属地漏本体的上表面接触的接触部位插入热熔胶膜,并锁紧热压机夹具。
19.其中,热熔胶膜的面积小于所述金属地漏本体的上表面的面积。
20.在步骤s12中,在所述热压处理完成后,在静置装置中以重力压缩量为12-16%的重力条件进行重力静置,其中,所述重力静置的静置时长为20min-25min;在步骤s13中,在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为0℃-40℃,所述冷压处理的冷压时长为20s-50s,所述冷压处理的冷压压力为0.6mpa~0.8mpa;在步骤s14中,在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
21.通过将金属地漏本体的上表面与柔性材料地板需要进行拼接部位进行物理贴合,对贴合部位进行热压处理,热压温度为110-200℃,热压时长为20s-40s;在热压处理完成后,在静置装置中以重力压缩量为12-16%的重力条件进行重力静置,重力静置的静置时长为20min-25min;在重力静置完成之后,对贴合部位进行冷压处理,其中,冷压温度为0℃-40℃,冷压时长为20s-50s,冷压压力为0.6mpa~0.8mpa;在冷压处理完成之后,根据金属地漏本体的地漏出水口形状,将柔性材料地板覆盖地漏出水口的部分进行切除。使得柔性材料地板自然弯曲定型,不会产生缝隙,提高了防菌效果。
22.在其中一种实施方式中,附图2为本发明一实施例中的实现图1中步骤s11的流程图,参见图2所示,在步骤s11中,所述对贴合部位进行热压处理的步骤,包括:在步骤s111中,在热压温度为115-150℃条件下,通过压头向所述贴合部位施加起始压强为10mpa-15mpa,持续起始压强的第一热压时长为5s-7s;在步骤s112中,在达到所述第一热压时长时,在保持所述起始压强不变的情况下以升温速率为5-10℃/s进行升温热压,所述升温热压的第二热压时长为3s-5s;在步骤s113中,在达到所述第二热压时长时,在保持所述第二热压时长结束时的热压温度的情况下在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热压时长为10s-15s;在步骤s114中,在达到所述第三热压时长时,以0.7~1mpa/min的泄压速率卸载所述压头压力至0mpa;所述热压时长为所述第一热压时长、所述第二热压时长以及所述第三热压时长之和。
23.在其中一种实施方式中,所述起始压强为10mpa-12mpa,持续起始压强的第一热压时长为7s;所述升温速率为10℃/s,所述升温热压的第二热压时长为3.5s。
24.在其中一种实施方式中,所述冷压处理的冷压温度为5℃-31℃,所述冷压处理的冷压时长为30s-45s,所述冷压处理的冷压压力为0.7mpa~0.8mpa。
25.在其中一种实施方式中,在所述将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合的步骤之前,包括:将所述金属地漏本体在水温为55℃-95℃的静浴池进行静浴处理,其中所述静浴处理的静浴时长为30min-60min;在静浴处理完成之后,将所述金属地漏本体进行热风干处理,其中热风干处理的风干温度为50℃-80℃。
26.在其中一种实施方式中,所述柔性材料地板为聚酯材料地板、聚氯乙烯材料地板或者聚萘二甲酯乙二醇酯材料地板。
27.实施例1,将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合。在热压温度为200℃条件下,通过压头向所述贴合部位施加起始压强为10mpa,持续起始压强的第一热压时长为5s。
28.在第一热压时长达到5s时,在保持所述起始压强10mpa不变的情况下,以升温速率为5℃/s进行升温热压,所述升温热压的第二热压时长为5s。
29.在达到所述第二热压时长时,在保持所述第二热压时长结束时的热压温度的情况下在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热压时长为15s;在达到所述第三热压时长时,以0.7mpa/min的泄压速率卸载所述压头压力至0mpa;在所述热压处理完成后,在静置装置中以重力压缩量为16%的重力条件进行重力静置,其中,所述重力静置的静置时长为20min;在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为0℃,所述冷压处理的冷压时长为20s,所述冷压处理的冷压压力为0.6mpa;在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
30.实施例2,将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合。在热压温度为115℃条件下,通过压头向所述贴合部位施加起始压强为15mpa,持续起始压强的第一热压时长为7s。
31.在第一热压时长达到7s时,在保持所述起始压强15mpa不变的情况下,以升温速率为10℃/s进行升温热压,所述升温热压的第二热压时长为5s。
32.在所述第二热压时长达到5s时,在保持所述第二热压时长结束时185℃的热压温度的情况下,在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热压时长为10s;在达到所述第三热压时长时,以1mpa/min的泄压速率卸载所述压头压力至0mpa;在所述热压处理完成后,在静置装置中以重力压缩量为12%的重力条件进行重力静置,其中,所述重力静置的静置时长为25min;在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为40℃,所述冷压处理的冷压时长为25s,所述冷压处理的冷压压力为0.8mpa;
在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
33.实施例3,将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合。在热压温度为150℃条件下,通过压头向所述贴合部位施加起始压强为12mpa,持续起始压强的第一热压时长为6s。
34.在达到所述第一热压时长时,在保持所述起始压强不变的情况下以升温速率为7℃/s进行升温热压,所述升温热压的第二热压时长为5s。
35.在达到所述第二热压时长时,在保持所述第二热压时长结束时的热压温度的情况下在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热压时长为14s;在达到所述第三热压时长时,以0.9mpa/min的泄压速率卸载所述压头压力至0mpa;在所述热压处理完成后,在静置装置中以重力压缩量为15%的重力条件进行重力静置,其中,所述重力静置的静置时长为25min;在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为5℃,所述冷压处理的冷压时长为40s,所述冷压处理的冷压压力为0.65mpa;在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
36.实施例4,将金属地漏本体的上表面与所述柔性材料地板需要进行拼接部位进行物理贴合。在热压温度为150℃条件下,通过压头向所述贴合部位施加起始压强为14mpa,持续起始压强的第一热压时长为6.5s。
37.在达到所述第一热压时长时,在保持所述起始压强不变的情况下以升温速率为0.9℃/s进行升温热压,所述升温热压的第二热压时长为4s。
38.在达到所述第二热压时长时,在保持所述第二热压时长结束时的热压温度的情况下在所述起始压强的基础上以升压速率为0.1mpa/s进行加压热压,所述加压热压的第三热压时长为12s;在达到所述第三热压时长时,以1mpa/min的泄压速率卸载所述压头压力至0mpa;在所述热压处理完成后,在静置装置中以重力压缩量为12%的重力条件进行重力静置,其中,所述重力静置的静置时长为25min;在重力静置完成之后,对所述贴合部位进行冷压处理,其中,所述冷压处理的冷压温度为31℃,所述冷压处理的冷压时长为35s,所述冷压处理的冷压压力为0.8mpa;在所述冷压处理完成之后,根据所述金属地漏本体的地漏出水口形状,将所述柔性材料地板覆盖所述地漏出水口的部分进行切除。
39.本公开发明提供一种柔性材料地板与地漏结合制品,所述柔性材料地板与地漏结合制品是通过前述中任一项所述的柔性材料地板与地漏结合工艺生产得到的。
40.可以说明的是,本公开权利要求书、说明书以及说明书附图中所出现的术语“第一”、“第二”用于区分类似的对象,在具体实施时,其可以是同一执行模块也可以是独立执行的多个模块。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1