三维造型装置的制作方法
1.本发明涉及三维造型装置。
背景技术:
2.例如,如专利文献1所示,已知有以向粉末床喷出粘合剂的粘合剂方式来制造立体造型物的三维造型装置。在专利文献1所记载的三维造型装置中,通过将粘合剂中所含的聚乙烯醇设为相对于粘合剂3质量%~7质量%,从而能够得到在维持造型材料的粘结性的同时降低了碳含量的造型物。
3.现有技术文献
4.专利文献
5.专利文献1:美国2020/0017699说明书
技术实现要素:
6.然而,在专利文献1所记载的三维造型装置中使用的粘合剂包含相对于粘合剂为3质量%~7质量%的作为湿润剂的二醇醚。因此,仅通过降低粘合剂的比例,无法充分地降低造型物的含碳量。另一方面,若降低粘合剂中的湿润剂的含量,则粘合剂量和喷出稳定性有可能降低。
7.本发明的三维造型装置的特征在于,具备喷出头和循环流路,该喷出头具有:喷嘴,其喷出包含水、水溶性树脂以及湿润剂的粘合剂;独立液室,其与所述喷嘴连通;流入流路,其使所述粘合剂流入所述独立液室;以及流出流路,其使所述粘合剂从所述独立液室流出,该循环流路使从所述流出流路流出的所述粘合剂循环至所述流入流路。
附图说明
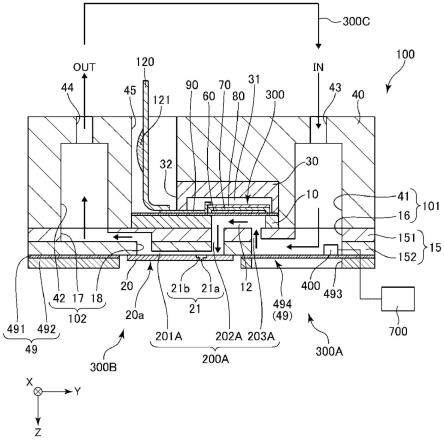
8.图1是本发明的三维造型装置的概略构成图。
9.图2是图1所示的喷出头的俯视图。
10.图3是图1所示的喷出头的截面图。
11.图4是支承图1所示的喷出头的滑架的示意图。
12.符号说明
[0013]1…
三维造型装置、10
…
流路形成基板、12
…
压力室、15
…
连通板、16
…
第一连通部、17
…
第二连通部、18
…
第三连通部、20
…
喷嘴板、20a
…
喷嘴面、21
…
喷嘴、21a
…
第一喷嘴、21b
…
第二喷嘴、22
…
喷嘴列、30
…
保护基板、31
…
压电致动器保持部、32
…
贯通孔、40
…
壳体部件、41
…
第一液室部、42
…
第二液室部、43
…
供给口、44
…
排出口、45
…
连接口、60
…
第一电极、70
…
压电体层、80
…
第二电极、90
…
引线电极、100
…
喷出头、101
…
第一共用液室、102
…
第二共用液室、120
…
柔性电缆、121
…
驱动电路、151
…
第一连通板、152
…
第二连通板、200a
…
独立流路、201
…
主罐、201a
…
第一流路、202
…
第一送液泵、202a
…
第二流路、203
…
第二送液泵、203a
…
供给路、206
…
第一调整装置、207
…
第二调整装置、210
…
减压副
罐、210a
…
气体室、211
…
液面检测单元、212
…
电磁阀、213
…
调节器、214
…
减压缓冲罐、215
…
真空泵、216
…
电磁阀、217
…
电磁阀、220
…
加压副罐、220a
…
气体室、221
…
液面检测单元、222
…
电磁阀、223
…
调节器、224
…
加压缓冲罐、225
…
压缩机、226
…
电磁阀、227
…
电磁阀、230
…
第一歧管、231
…
供给流路、232
…
电磁阀、233
…
压力传感器、240
…
第二歧管、241
…
排出流路、242
…
电磁阀、243
…
压力传感器、251
…
头罐、252
…
头罐、260
…
脱气装置、261
…
过滤器、281
…
粘合剂路径、282
…
粘合剂路径、284
…
粘合剂路径、289
…
粘合剂路径、300
…
压电致动器、300a
…
流入流路、300b
…
流出流路、300c
…
循环流路、301
…
循环路径、400
…
压力传感器、491
…
密封膜、492
…
固定基板、493
…
开口部、494
…
顺应部、49
…
顺应基板、500
…
滑架、600
…
加热器、700
…
控制部
具体实施方式
[0014]
<实施方式>
[0015]
图1是本发明的三维造型装置的概略构成图。图2是图1所示的喷出头的俯视图。图3是图1所示的喷出头的截面图。图4是支承图1所示的喷出头的滑架的示意图。
[0016]
以下,基于附图所示的优选的实施方式对三维造型装置进行详细说明。需要说明的是,在图2以及图3中,图示了相互正交的x轴、y轴以及z轴,将各轴的箭头的前端侧设为“+”侧,将各轴的箭头的基端侧设为
“‑”
侧。
[0017]
三维造型装置1具备:向未图示的粉末床喷出粘合剂的多个喷出头100、储存从喷出头100喷出的粘合剂的主罐201、减压副罐210、加压副罐220、第一送液泵202、第二送液泵203、第一歧管230及第二歧管240、头罐251、头罐252、以及脱气装置260。
[0018]
第一送液泵202从减压副罐210经由粘合剂路径284向加压副罐220输送粘合剂。在粘合剂路径284上配置有脱气装置260和过滤器261。脱气装置260用于除去粘合剂中的溶解气体。过滤器261捕捉、除去粘合剂中的异物。
[0019]
另外,第二送液泵203从主罐201经由粘合剂路径289向减压副罐210输送粘合剂。在粘合剂路径289配置有捕捉、除去粘合剂中的异物的过滤器。
[0020]
减压副罐210具有粘合剂和气体共存的气体室210a。在减压副罐210设置有检测液面的液面检测单元211和使气体室210a向大气开放的电磁阀212。
[0021]
另外,在减压副罐210上连接有对减压副罐210内进行减压的第二调整装置207。第二调整装置207具有调节器213、减压缓冲罐214、作为气体泵的真空泵215。另外,在调节器213与减压缓冲罐214之间设置有电磁阀216。另外,在减压缓冲罐214设有电磁阀217。
[0022]
加压副罐220具有粘合剂和气体共存的气体室220a。在加压副罐220设置有检测液面的液面检测单元221、以及作为使内部向大气开放的大气开放机构的电磁阀222。
[0023]
在加压副罐220上连接有对加压副罐220内进行加压的第一调整装置206。第一调整装置206具有调节器223、加压缓冲罐224和压缩机225。另外,在调节器223与加压缓冲罐224之间设置有电磁阀226。另外,在加压缓冲罐224设有电磁阀227。
[0024]
加压副罐220经由粘合剂路径281与第一歧管230连接。
[0025]
第一歧管230经由供给流路231连接于喷出头100的供给端口侧。供给流路231经由头罐251与喷出头100的供给端口连接。在供给流路231中,在比头罐251靠上游侧设置有对路径进行开闭的电磁阀232。另外,在第一歧管230设有压力传感器233。
[0026]
减压副罐210经由粘合剂路径282与第二歧管240连接。
[0027]
第二歧管240经由排出流路241与喷出头100的排出端口连接。排出流路241经由头罐252与喷出头100的排出端口连接。在排出流路241中,在比头罐252靠下游侧设置有对路径进行开闭的电磁阀242。另外,在第二歧管240设置有压力传感器243。
[0028]
在此,经过减压副罐210、粘合剂路径284、脱气装置260、加压副罐220、粘合剂路径281、第一歧管230、喷出头100、第二歧管240、减压副罐210而返回到加压副罐220的路径构成循环路径301。当循环路径301内的循环液量比规定量减少时,从主罐201向减压副罐210补充粘合剂。
[0029]
并且,在本实施方式中,第一歧管230配置在比第二歧管240高的位置。
[0030]
另外,加压副罐220配置在比配置作为喷出头100的供给口的供给端口的位置高的位置。具体而言,加压副罐220配置为其内底面位于比喷出头100的供给端口高的位置。
[0031]
另一方面,减压副罐210配置于比配置作为喷出头100的排出口的排出端口的位置低的位置。具体而言,减压副罐210配置为容纳于减压副罐210中的粘合剂的液面位于比喷出头100的排出端口低的位置。
[0032]
接着,对粘合剂在三维造型装置1中的循环方法进行说明。
[0033]
(1)从主罐201向减压副罐210的粘合剂流
[0034]
当由液面检测单元211检测到减压副罐210的粘合剂不足时,驱动第二送液泵203,从主罐201经由粘合剂路径289向减压副罐210进行粘合剂供给,直至根据液面检测单元211的检测结果而为液面装满为止。
[0035]
(2)从减压副罐210向加压副罐220的粘合剂流
[0036]
能够驱动第一送液泵202而从减压副罐210经由粘合剂路径284向加压副罐220输送粘合剂。
[0037]
(3)加压副罐220~喷出头100~减压副罐210的粘合剂流
[0038]
通过第一调整装置206将加压副罐220设为目标压力(例如成为正压的压力)。另一方面,通过第二调整装置207将减压副罐210设为目标压力(例如成为负压的压力)。
[0039]
由此,在加压副罐220与减压副罐210之间产生压力差。根据该压力差,粘合剂能够从加压副罐220经由粘合剂路径281到达第一歧管230、多个供给流路231、多个头罐251、多个喷出头100、多个头罐252、多个排出流路241、第二歧管240,再经由粘合剂路径282循环至减压副罐210。
[0040]
需要说明的是,对于液面检测单元211、221,可以使用浮动式粘合剂检测、根据使用至少2根以上的电极引脚检测出的电压输出来检测有无粘合剂的方式、以及利用激光的液面检测方式等。
[0041]
另外,也能够通过驱动电磁阀222、212来使加压副罐220、减压副罐210的内部与大气连通。
[0042]
接下来,对喷出头100的结构进行详细说明。需要说明的是,由于各喷出头100的结构是相同的结构,因此对一个喷出头100代表性地进行说明。
[0043]
如图3所示,喷出头100具备流路形成基板10、连通板15、喷嘴板20、保护基板30、壳体部件40以及顺应基板49等多个部件作为流路基板。
[0044]
流路形成基板10由单晶硅基板构成,在其一面上形成有振动板。振动板由选自二
氧化硅层、氧化锆层中的单一层或叠层构成。
[0045]
在流路形成基板10上,通过多个隔壁来划分而设置有多个作为独立液室的压力室12。多个压力室12沿并排设置有喷出粘合剂的多个喷嘴21的x轴方向以规定的间距并排设置。另外,在x轴方向上并排设置有压力室12的列在本实施方式中设置有一列。另外,流路形成基板10配置成面内方向为包括x轴方向和y轴方向的方向。需要说明的是,在本实施方式中,将流路形成基板10的沿x轴方向并排设置的压力室12之间的部分称为隔壁。该隔壁沿y轴方向形成。即,分隔壁是指流路形成基板10的y轴方向上的与压力室12重叠的部分。
[0046]
需要说明的是,在本实施方式中,虽然在流路形成基板10仅设置压力室12,但也可以设置如下的流路阻力赋予部:使横穿流路的截面积比压力室12的该截面积缩小以对向压力室12供给的粘合剂赋予流路阻力。
[0047]
在这样的流路形成基板10的-z轴方向的一面侧形成有振动板,在该振动板上,第一电极60、压电体层70以及第二电极80通过成膜和光刻法层叠而构成压电致动器300。在本实施方式中,压电致动器300为使压力室12内的粘合剂产生压力变化的能量产生元件。在此,压电致动器300也称为压电元件,是指包括第一电极60、压电体层70以及第二电极80的部分。一般而言,将压电致动器300的任一个电极设为共用电极、将另一个电极和压电体层70按每个压力室12进行图案化而构成。在本实施方式中,将第一电极60设为压电致动器300的共用电极,将第二电极80设为压电致动器300的独立电极,但是,根据驱动电路、配线的情况,即使将该设置反过来也没有妨碍。需要说明的是,在上述的例子中,振动板、第一电极60作为振动板起作用,当然并不限定于此,例如,也可以不设置振动板,而仅第一电极60作为振动板起作用。另外,压电致动器300本身也可以实质上兼用作振动板。
[0048]
另外,在这样的各压电致动器300的第二电极80上分别连接有引线电极90,经由该引线电极90选择性地向各压电致动器300施加电压。另外,在流路形成基板10的-z轴方向的面接合有保护基板30。
[0049]
在保护基板30的与压电致动器300相对的区域设置有压电致动器保持部31,该压电致动器保持部31具有不阻碍压电致动器300的运动的程度的空间。压电致动器保持部31只要具有不阻碍压电致动器300的运动的程度的空间即可,该空间既可以密封,也可以不密封。另外,压电致动器保持部31形成为一体地覆盖在x轴方向上并排设置的多个压电致动器300的列的大小。当然,压电致动器保持部31并不特别限定于此,既可以单独地覆盖压电致动器300,也可以按由在x轴方向上并排设置的两个以上的压电致动器300构成的每个组覆盖。
[0050]
作为这样的保护基板30,优选使用与流路形成基板10的热膨胀率大致相同的材料例如玻璃、陶瓷材料等,在本实施方式中,使用与流路形成基板10相同材料的单晶硅基板来形成。
[0051]
另外,在保护基板30设置有沿z轴方向贯通保护基板30的贯通孔32。并且,从各压电致动器300引出的引线电极90的端部附近以露出到贯通孔32内的方式延伸设置,在贯通孔32内与柔性电缆120电连接。柔性电缆120是具有可挠性的配线基板,在本实施方式中,安装有作为半导体元件的驱动电路121。需要说明的是,也可以不经由柔性电缆120而将引线电极90与驱动电路121电连接。另外,也可以在保护基板30设置流路。
[0052]
另外,在保护基板30上固定有与保护基板30—起划分出与多个压力室12连通的供
给流路的壳体部件40。壳体部件40被设置为与保护基板30的和流路形成基板10相反的面侧接合并且也与后述的连通板15接合。
[0053]
在这样的壳体部件40设置有第一液室部41和第二液室部42,该第一液室部41构成第一共用液室101的一部分,该第二液室部42构成第二共用液室102的一部分。第一液室部41和第二液室部42在y轴方向上分别设置于隔着一列压力室12的两侧。
[0054]
第一液室部41和第二液室部42分别具有在壳体部件40的-z侧的面开口的凹形状,横跨在x轴方向上并排设置的多个压力室12而连续地设置。
[0055]
另外,在壳体部件40设置有供给口43和排出口44,该供给口43与第一液室部41连通而向第一液室部41供给粘合剂,该排出口44与第二液室部42连通而将来自第二液室部42的粘合剂排出。
[0056]
而且,在壳体部件40设有与保护基板30的贯通孔32连通并供柔性电缆120插通的连接口45。
[0057]
另一方面,在流路形成基板10的与保护基板30相反的面侧、即+z侧设置有连通板15、喷嘴板20以及顺应基板49。
[0058]
在喷嘴板20形成有多个向+z轴方向喷射粘合剂的喷嘴21。在本实施方式中,如图2所示,多个喷嘴21配置在沿着x轴方向的直线上,从而形成有一列喷嘴列22。
[0059]
喷嘴21具有在作为喷嘴板20的板厚方向的z轴方向上排列配置的内径不同的第一喷嘴21a和第二喷嘴21b。第一喷嘴21a的内径比第二喷嘴21b的内径小。并且,第一喷嘴21a配置在喷嘴板20的外部侧即+z侧,粘合剂从第一喷嘴21a向+z轴方向作为粘合剂滴喷射到外部。即,本实施方式的喷出粘合剂的第二轴方向在本实施方式中为z轴方向。
[0060]
另外,第二喷嘴21b配置于喷嘴板20的-z侧,与沿y轴方向延伸的第一流路201a连通。即,作为第一流路201a的延伸方向的第一轴方向在本实施方式中为y轴方向。这些作为第一轴方向的y轴方向与作为第二轴方向的z轴方向相互正交。
[0061]
通过像这样在喷嘴21设置内径比较小的第一喷嘴21a,能够提高粘合剂的流速,从而提高从该喷嘴21喷射的粘合剂滴的飞行速度。另外,通过在喷嘴21设置内径比较大的第二喷嘴21b,从而,在进行了详情后述的使独立流路200a内的粘合剂从第一共用液室101朝向第二共用液室102流动的循环时,能够减少在喷嘴21内不受循环的流动的影响的部分。即,能够在循环时在第二喷嘴21b内产生粘合剂的流动,能够增大喷嘴21内的速度梯度而利用从上游供给的新的粘合剂置换喷嘴21内的粘合剂。但是,如果使第二喷嘴21b的内径比第一喷嘴21a过于大,则第二喷嘴21b与第一喷嘴21a的惯性之比变大,连续地喷出了粘合剂滴时的喷嘴21内的粘合剂的弯液面的位置不稳定。即,当第二喷嘴21b与第一喷嘴21a的惯性之比变大时,粘合剂的弯液面不停留在第一喷嘴21a内而向第二喷嘴21b内移动,无法连续地进行稳定的粘合剂滴的喷出。
[0062]
另外,如果使第二喷嘴21b的内径过小,则在循环时难以在第二喷嘴21b内产生粘合剂的流动。另外,如果使第二喷嘴21b的内径过小,则从压力室12至喷嘴21为止的流路阻力变大,压力损失变大,因此从喷嘴21喷出的粘合剂滴的重量变小。因此,必须以更高的驱动电压驱动压电致动器300,喷出效率下降。因此,考虑循环时的粘合剂的置换性能、喷出稳定性、喷出效率及粘合剂的飞行速度等来适当确定第一喷嘴21a及第二喷嘴21b的大小。
[0063]
这样的第一喷嘴21a和第二喷嘴21b分别被设置成开口形状为在整个z轴方向上都
大致相同的形状。由此,在第一喷嘴21a与第二喷嘴21b之间形成有台阶。当然,第一喷嘴21a和第二喷嘴21b的形状不限于此,例如,第二喷嘴21b的内面也可以为相对于z轴方向倾斜的倾斜面。也就是说,第二喷嘴21b的内径可以设置为朝向第一喷嘴21a逐渐变小。由此,例如,也可以在第一喷嘴21a与第二喷嘴21b之间未形成台阶而成为连续的内面。在像这样第一喷嘴21a与第二喷嘴21b的内面连续的情况下,第一喷嘴21a是指开口形状为在整个z轴方向上都大致相同的形状的部分。
[0064]
另外,从z轴方向俯视观察喷嘴21时的形状没有特别限定,可以是圆形、椭圆形、矩形、多边形、不倒翁型等。
[0065]
这样的喷嘴板20例如可以由不锈钢(sus)等金属、聚酰亚胺树脂这样的有机物、或硅等平板状的部件形成。另外,喷嘴板20的板厚优选为60μm以上100μm以下。通过使用这样的板厚的喷嘴板20,能够提高喷嘴板20的操作性,从而提高喷出头100的组装性。顺便提及,通过缩短喷嘴21的z轴方向的长度,在使粘合剂循环时,能够减少在喷嘴21内不受循环的流动的影响的部分,但是,要缩短喷嘴21的z轴方向的长度,必须使喷嘴板20的z轴方向的厚度变薄。如果像这样使喷嘴板20的厚度变薄,则喷嘴板20的刚性降低,由于喷嘴板20的变形而使粘合剂滴的喷出方向产生偏差、或者容易产生由于喷嘴板20的操作性降低引起的组装性的降低。也就是说,通过使用如上所述具有一定程度的厚度的喷嘴板20,能够抑制喷嘴板20的刚性的降低,从而抑制由于喷嘴板20的变形引起的喷出方向的偏差的产生、以及由于操作性的降低引起的组装性的降低。
[0066]
在本实施方式中,连通板15具有第一连通板151和第二连通板152。第一连通板151和第二连通板152以-z侧为第一连通板151、+z侧为第二连通板152的方式在z轴方向上层叠。
[0067]
构成这样的连通板15的第一连通板151和第二连通板152能够由不锈钢等金属、玻璃、陶瓷材料等来制造。需要说明的是,连通板15优选使用热膨胀率与流路形成基板10的热膨胀率大致相同的材料,在本实施方式中,使用与流路形成基板10相同材料的单晶硅基板来形成。
[0068]
在连通板15设置有:第一连通部16,其与壳体部件40的第一液室部41连通,构成第一共用液室101的一部分;以及第二连通部17和第3连通部18,其与壳体部件40的第二液室部42连通,构成第二共用液室102的一部分。另外,在连通板15设置有将第一共用液室101与压力室12连通的流路、将压力室12与喷嘴21连通的流路、以及将喷嘴21与第二共用液室102连通的流路,详情后述。设置于连通板15的这些流路构成独立流路200a的一部分。
[0069]
第一连通部16设置于在z轴方向上与壳体部件40的第一液室部41重叠的位置,并以在连通板15的+z侧的面和-z侧的面的双方开口的方式在z轴方向上贯通连通板15而设置。第一连通部16通过在-z侧与第一液室部41连通而构成第一共用液室101。即,第一共用液室101由壳体部件40的第一液室部41和连通板15的第一连通部16构成。另外,第一连通部16在+z侧向-y轴方向延伸设置至在z轴方向上与压力室12重叠的位置。需要说明的是,也可以不在连通板15设置第一连通部16而由壳体部件40的第一液室部41构成第一共用液室101。
[0070]
第二连通部17设置于在z轴方向上与壳体部件40的第二液室部42重叠的位置,并设置为在第一连通板151的-z侧的面开口。另外,第二连通部17在+z侧朝向+y轴方向的喷嘴
21扩宽地设置。
[0071]
第三连通部18以一端与第二连通部17的朝向+y轴方向扩宽的部分连通的方式沿z轴方向贯通第二连通板152而设置。第三连通部18的+z侧的开口被喷嘴板20覆盖。即,通过将第二连通部17设置于第一连通板151,从而能够用喷嘴板20仅覆盖第三连通部18的+z侧的开口,因此能够以比较窄的面积设置喷嘴板20,能够降低成本。
[0072]
由这样的设置于连通板15的第二连通部17以及第三连通部18和设置于壳体部件40的第二液室部42构成第二共用液室102。需要说明的是,也可以不在连通板15设置第二连通部17和第三连通部18而由外壳部件40的第二液室部42构成第二共用液室102。
[0073]
在连通板15的第一连通部16开口的+z侧的面设置有具有顺应部494的顺应基板49。该顺应基板49对第一共用液室101的喷嘴面20a侧的开口进行密封。
[0074]
在本实施方式中,这样的顺应基板49具备由具有可挠性的薄膜构成的密封膜491和由金属等硬质的材料构成的固定基板492。固定基板492的与第一共用液室101相对的区域为在厚度方向上被完全去除而成的开口部493,因此第一共用液室101的壁面的一部分成为仅被具有可挠性的密封膜491密封的作为可挠部的顺应部494。通过像这样在第一共用液室101的壁面的一部分设置顺应部494,能够通过顺应部494变形来吸收第一共用液室101内的粘合剂的压力变动。
[0075]
另外,在顺应部494的-z轴侧设置有对第一共用液室101内的压力进行检测的压力传感器400。该压力传感器400与控制部700电连接,与压力传感器400检测出的第一共用液室101内的压力相关的信息被发送到控制部700。
[0076]
另外,在构成流路基板的流路形成基板10、连通板15、喷嘴板20、顺应基板49等上设置有多个独立流路200a,该多个独立流路200a与第一共用液室101和第二共用液室102连通并将第一共用液室101的粘合剂输送至第二共用液室102。在此,本实施方式的各独立流路200a是与第一共用液室101和第二共用液室102连通而针对每个喷嘴21设置的,包括喷嘴21。这样的多个独立流路200a沿作为喷嘴21的并排设置方向的x轴方向并排设置有多个。并且,在作为喷嘴21的并排设置方向的x轴方向上相邻的2个独立流路200a分别与第一共用液室101和第二共用液室102连通地设置。即,针对每个喷嘴21而设置的多个独立流路200a分别仅通过第一共用液室101和第二共用液室102连通地设置,多个独立流路200a在第一共用液室101和第二共用液室102以外不相互连通。也就是说,在本实施方式中,将设置有1个喷嘴21和1个压力室12的流路称为独立流路200a,各独立流路200a彼此设置为仅通过第一共用液室101和第二共用液室102连通。
[0077]
如图3所示,独立流路200a由喷嘴21、压力室12、第一流路201a、第二流路202a以及供给路203a构成。
[0078]
压力室12如上所述设置在设于流路形成基板10的凹部与连通板15之间,并沿y轴方向延伸。即,压力室12设置为,y轴方向的一端部与供给路203a连接,y轴方向的另一端部与第二流路202a连接,并且粘合剂在压力室12内沿y轴方向流动。也就是说,压力室12的延伸方向就是粘合剂在压力室12内流动的方向。
[0079]
需要说明的是,在本实施方式中,在流路形成基板10上仅形成压力室12,但不限定于此,也可以在压力室12的上游侧的端部、即+y轴方向的端部设置使截面积比压力室12的截面积缩小以赋予流路阻力的流路阻力赋予部。
[0080]
供给路203a连接压力室12和第一共用液室101,并沿z轴方向贯通第一连通板151而设置。供给路203a在+z侧的端部与第一共用液室101连通,在-z侧的端部与压力室12连通。也就是说,供给路203a沿z轴方向延伸。在此,供给路203a延伸的方向就是粘合剂在供给路203a内流动的方向。
[0081]
第一流路201a在供给口43与排出口44之间沿y轴方向延伸地设置。需要说明的是,第一流路201a延伸的方向就是粘合剂在第一流路201a内流动的方向。即,第一流路201a延伸的第一轴方向在本实施方式中为y轴方向。这样的第一流路201a在+y轴方向的端部与第二流路202a连通,在-y轴方向的端部与第二共用液室102的第三连通部18连通。
[0082]
本实施方式的第一流路201a在第二连通板152与喷嘴板20之间沿着y轴方向延伸而设置。具体而言,第一流路201a通过在第二连通板152上设置凹部并用喷嘴板20覆盖该凹部的开口而形成。需要说明的是,第一流路201a并不特别限定于此,也可以在喷嘴板20设置凹部,并通过第二连通板152覆盖喷嘴板20的凹部,也可以在第二连通板152和喷嘴板20这两者都设置凹部而形成。
[0083]
在本实施方式中,第一流路201a设置为横穿在流路中流动的粘合剂的截面积、即包含x轴方向和z轴方向的面方向的截面积为在整个y轴方向上都相同的面积。需要说明的是,第一流路201a也可以设置成横穿的截面积为在y轴方向上不同的面积。横穿第一流路201a的面积的不同包括z轴方向的高度不同的情况、x轴方向的宽度不同的情况以及这两者都不同的情况。
[0084]
另外,横穿第一流路201a的流路的截面形状、即包含x轴方向和z轴方向的面方向的截面形状为矩形。需要说明的是,横穿第一流路201a的流路的截面形状没有特别限定,也可以是梯形、半圆形、半椭圆等。
[0085]
第二流路202a以在压力室12与第一流路201a之间沿z轴方向延伸的方式设置。需要说明的是,第二流路202a延伸的方向是粘合剂在第二流路202a内流动的方向。即,在本实施方式中,第二流路202a延伸的方向是与第二轴方向相同的z轴方向。在本实施方式中,这样的第二流路202a在z轴方向上贯通连通板15而设置,在-z轴方向的端部与压力室12连通,在+z轴方向的端部与第一流路201a连通。
[0086]
另外,第二流路202a是指形成于连通板15的部分。即,第二流路202a从压力室12的+z轴方向的底面直至被喷嘴板20覆盖的部分为止。
[0087]
喷嘴21配置于与第一流路201a的中途连通的位置。即,喷嘴21从沿y轴方向延伸的第一流路201a向+z轴方向分支地设置。由此,从喷嘴21向+z轴方向喷射粘合剂滴。也就是说,喷嘴21设置为,以-z轴方向的端部与第一流路201a的中途连通、+z轴方向的端部在喷嘴板20的喷嘴面20a开口的方式沿z轴方向贯通喷嘴板20。因此,喷嘴21喷射粘合剂滴的第二轴方向是z轴方向。
[0088]
在此,所谓喷嘴21从第一流路201a分支地设置是指喷嘴21与第一流路201a的中途连通。并且,所谓喷嘴21与第一流路201a的中途连通是指,在从z轴方向俯视观察时喷嘴21配置于与第一流路201a重叠的位置。顺便提及,在从z轴方向俯视观察时,喷嘴21配置于与第二流路202a重叠的位置的情况不能说是设置为与第一流路201a的中途连通。也就是说,本实施方式的第一流路201a是从z轴方向俯视观察时不与第二流路202重叠的部分。
[0089]
需要说明的是,优选横穿在喷嘴21连通的第一流路201a内流动的粘合剂的截面积
小于横穿在第二流路202a内流动的粘合剂的截面积。需要说明的是,横穿第一流路201a的截面积是包括x轴方向和z轴方向的面方向的截面的面积。另外,横穿第二流路202a的截面积是包括y轴方向和z轴方向的面方向的截面的面积。通过这样地使第一流路201a的截面积比较小,能够将独立流路200a在x轴方向上高密度地配置,从而将喷嘴21在x轴方向上高密度地配置,并且能够抑制喷出头100在z轴方向上大型化。另外,通过使第二流路202的截面积比较大,能够抑制从压力室12到喷嘴21为止的流路阻力变小而抑制粘合剂的喷出特性、特别是喷出的液滴的重量下降。特别是使第二流路202a在y轴方向上扩展来增大第二流路202a的截面积,从而能够降低第二流路202a的流路阻力并抑制独立流路200a低密度配置,能够高密度地配置独立流路200。
[0090]
在这样的独立流路200a中,粘合剂从第一共用液室101通过独立流路200a而流动到第二共用液室102。另外,通过驱动压电致动器300来使压力室12内的粘合剂产生压力变化,从而使喷嘴21内的粘合剂的压力上升,由此粘合剂滴从喷嘴21朝着+z轴方向向外部喷出。在粘合剂从第一共用液室101通过独立流路200a流动到第二共用液室102时,可以驱动压电致动器300,在粘合剂没有从第一共用液室101通过独立流路200a流动到第二共用液室102时,也可以驱动压电致动器300。另外,也可以通过由压电致动器300的驱动引起的压力变化来暂时产生粘合剂从第二共用液室102向第一共用液室101的流动。
[0091]
这样的三维造型装置1的各部分与后述的控制部700电连接,对其工作进行控制。
[0092]
如上所述,流入流路300a由第一共用液室101和供给路203a构成,流出流路300b由第一流路201a、第二流路202a和第二共用液室102构成。并且,三维造型装置1具备使从流出流路300b流出的粘合剂循环到300a的循环流路300c。在图1所示的结构中,循环流路300c包括排出流路241、粘合剂路径282、粘合剂路径284、粘合剂路径281和供给流路231。通过具备这样的循环流路300c,从而构成为:未从喷嘴21喷出的粘合剂从压力室12依次经由流出流路300b、循环流路300c以及流入流路300a循环,并再次返回至压力室12。通过该结构,能够获得如下的优点。
[0093]
在粘合剂喷射方式中,显示出造型物的密度与其他方式相比较低的倾向。因此,优选减少粘合剂中所含的水溶性树脂及湿润剂的量。然而,仅单纯地减少湿润剂的量的话,会导致喷出稳定性降低。因此,如上所述,通过使粘合剂循环,即使降低湿润剂的含量,也能够提高喷出稳定性,能够提高造型物的密度。
[0094]
需要说明的是,虽然上述对循环流路300c包括排出流路241、粘合剂路径282、粘合剂路径284、粘合剂路径281、供给流路231的结构进行了说明,但本发明并不限定于该结构,例如,在第一歧管230与第二歧管240连接的情况下,排出流路241、供给流路231以及将第一歧管230与第二歧管240连接的流路构成循环流路300c。
[0095]
另外,从喷嘴21喷出的粘合剂的每单位时间的流量r1和不从喷嘴21喷出而循环、即流出至流出流路300b的粘合剂的每单位时间的流量r2之比r1/r2优选为0.05以上20以下,更优选为0.1以上1以下。由此,能够进一步提高粘合剂的喷出稳定性。
[0096]
如图4所示,设置有多个这样的喷出头100,各喷出头100一并支承于滑架500。滑架500也可以构成为能够沿x轴方向或y轴方向移动。另外,在滑架500上,针对每个喷出头100设置有加热器600。该加热器600具有使粘合剂干燥的功能。加热器600与控制部700电连接,通过控制部700控制通电条件,从而控制工作。例如,通过重复向未图示的工作台喷出粘合
剂并使其干燥这样的动作,从而能够层叠多个层,得到三维造型物。
[0097]
这样,三维造型装置1具备滑架500,滑架500支承喷出头100和使粘合剂干燥的加热器600。由此,能够使喷出头100喷出的粘合剂良好地干燥。因此,能够提高造型物的成形性,并且简化装置构成。另外,能够只使喷出的粘合剂中的必要的部分干燥,因此,能够进行未使其干燥的粘合剂的再循环。
[0098]
需要说明的是,并不限定于上述结构,加热器600也可以设置于工作台侧。
[0099]
控制部700具有控制三维造型装置1的各部的功能。控制部700例如由计算机构成,具有对信息进行处理的至少一个处理器(例如cpu)、可通信地连接于处理器的存储器(例如rom、ram)、以及与外部装置进行连接的外部接口。在存储器中保存能够通过处理器执行的各种程序,处理器能够读入并执行存储于存储器中的各种程序等。需要说明的是,控制部700的构成要素的一部分或全部也可以配置于三维造型装置1的壳体的外侧。
[0100]
另外,在控制部700的存储器中存储有压力的阈值。在造型中,处理器基于压力传感器400检测到的检测结果取得第一共用液室101内的压力的信息,进行该压力是否超过阈值的判断。处理器在判断为第一共用液室101内的压力超过了阈值的情况下,调整图1所示的真空泵215的工作而调整第一共用液室101内的压力。
[0101]
具体而言,处理器在通常时以预定的条件使真空泵215工作,在第一共用液室101内的压力比阈值小的情况下,变更向真空泵215通电的通电条件以与通常时相比降低送液速度、即循环速度。需要说明的是,第一共用液室101内的压力超过了阈值的情况下的通电条件也预先存储在存储器中。
[0102]
需要说明的是,在本实施方式中,对压力传感器400配置于流入流路300a的结构进行了说明,但本发明不限定于此,也可以配置于压力室12、流出流路300b以及循环流路300c中的任意一者。
[0103]
这样,三维造型装置1具备:压力传感器400,检测作为单独液室的压力室12、流入流路300a、流出流路300b以及循环流路300c中的至少一个的压力;以及控制部700,基于压力传感器400的检测结果来调整粘合剂的循环速度。由此,例如能够将粘合剂的循环速度尽可能地保持为恒定,能够进一步提高粘合剂的喷出稳定性。
[0104]
另外,在压力小于阈值的情况下,控制部700控制真空泵215的工作,以加快粘合剂的循环速度。由此,即使在压力下降了的情况下,也能够通过加快循环速度而将压力尽可能地保持为恒定。其结果,能够进一步提高粘合剂的喷出稳定性。
[0105]
接下来,对从喷嘴21排出的粘合剂进行说明。
[0106]
如上所述,粘合剂包含水、水溶性树脂和湿润剂。
[0107]
通过使粘合剂包含水溶性树脂,从而在使喷出粘合剂而得到的造型物烧结了时,能够防止或抑制造型物的走形。
[0108]
作为所述水溶性树脂,例如可举出聚乙烯醇树脂、聚丙烯酸树脂、纤维素树脂、淀粉、明胶、乙烯基树脂、酰胺树脂、酰亚胺树脂、丙烯酸树脂、聚乙二醇等。它们只要显示所述水溶性,既可以为均聚物,也可以为杂聚物,另外,既可以改性,也可以导入公知的官能团,还可以为盐的形态。通过使用这样的水溶性树脂,能够有效地防止或抑制所得的造型物的走形。
[0109]
作为聚乙烯醇树脂,例如可列举出聚乙烯醇;用乙酰乙酰基、乙酰基、硅酮等改性
的聚乙烯醇;丁二醇乙烯醇共聚物等。
[0110]
作为聚丙烯酸树脂,例如也可以是聚丙烯酸、聚丙烯酸钠等盐。
[0111]
作为纤维素树脂,例如可以是纤维素,也可以是羧甲基纤维素等。
[0112]
作为丙烯酸树脂,例如可列举出聚丙烯酸、丙烯酸-马来酸酐共聚物等。
[0113]
接下来,对湿润剂进行说明。
[0114]
湿润剂具有抑制喷嘴21内的干燥的功能。作为湿润剂,优选为bp200度以上的有机溶剂。
[0115]
作为湿润剂,只要具有上述功能就没有特别限定,例如可以举出乙醇、丙醇、丁醇等醇、醚、酮等。具体而言,可举出2-丁氧基乙醇、1,2,6-己三醇、1,2-丁二醇、1,2-己二醇、2-戊二醇、1,3-二甲基-2-咪唑啉酮、1,3-丁二醇、1,3-丙二醇、1,4-丁二醇、1,5-戊二醇、1,6-己二醇、2,2-二甲基-1,3-丙二醇、2,3-丁二醇、2,4-戊二醇、2,5-己二醇、2-乙基-1,3-己二醇、2-吡咯烷酮、2-甲基-1,3-丙二醇、2-甲基-2,4-戊二醇、3-甲基-1,3-丁二醇、3-甲基-1,3-己二醇、n-甲基-2-吡咯烷酮、n-甲基吡咯烷酮、β-丁氧基-n,n-二甲基丙酰胺、β-甲氧基-n,n-二甲基丙酰胺、γ-丁内酯、ε-己内酰胺、乙二醇、乙二醇-正丁基醚、乙二醇-正丙基醚、乙二醇苯基醚、乙二醇单-2-乙基己基醚、乙二醇单乙基醚、甘油、二乙二醇、二乙二醇-正己基醚、二乙二醇甲基醚、二乙二醇单乙基醚、二乙二醇单丁基醚、二乙二醇单甲基醚、二甘油、二丙二醇、二丙二醇正丙基醚、二丙二醇单甲基醚、二甲基亚砜、环丁砜、硫二甘醇、四乙二醇、三乙二醇、三乙二醇乙基醚、三乙二醇二甲基醚、三乙二醇单丁基醚、三乙二醇甲基醚、三丙二醇、三丙二醇-正丙基醚、三丙二醇甲基醚、三羟甲基乙烷、三羟甲基丙烷、丙二醇丙醚、丙二醇、丙二醇-正丁基醚、丙二醇-叔丁基醚、丙二醇苯基醚、丙二醇单乙基醚、己二醇、聚乙二醇、聚丙二醇等,可以使用其中的1种或组合使用2种以上。
[0116]
其中,湿润剂优选为乙二醇、1,4-丁二醇、1,3-丙二醇、2-丁氧基乙醇、丙二醇、三甘醇、2-吡咯烷酮等脂肪族二醇。由此,能够更可靠地抑制喷嘴21内的干燥,并且能够以较少的量发挥上述效果。
[0117]
另外,湿润剂在粘合剂中的含有率相对于粘合剂的重量,优选为5重量%以下,更优选为4重量%以下。由此,能更可靠地提高粘合剂的喷出稳定性,并能充分地提高造型物的密度。
[0118]
如以上说明的那样,三维造型装置1具备喷出头100和循环流路300c,该喷出头100具有:喷嘴21,其喷出包含水、水溶性树脂和湿润剂的粘合剂;压力室12,其与喷嘴21连通,是单独液室;流入流路300a,其使粘合剂流入压力室12;以及流出流路300b,其使粘合剂从压力室12流出,该循环流路300c使从流出流路300b流出的粘合剂循环到流入流路300a。未从喷嘴21喷出的粘合剂能够从压力室12依次经由流出流路300b、循环流路300c以及流入流路300a循环,再次使其返回至压力室12。在粘合剂喷射方式中,显示出造型物的密度与其他方式相比较低的倾向。因此,优选减少粘合剂中所含的水溶性树脂及湿润剂的量。然而,仅单纯地减少湿润剂的量的话,会导致喷出稳定性降低。因此,如上所述,通过使粘合剂循环,即使降低粘合剂中的湿润剂的含量,也能够提高喷出稳定性,能够提高造型物的密度。
[0119]
实施例
[0120]
接下来,对本发明的具体实施例进行说明。
[0121]
(实施例1)
[0122]
向图1~图4所示的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水和水溶性树脂,水溶性树脂使用了聚乙烯醇(pva)。粘合剂中的水的含量为99.2质量%,粘合剂中的水溶性树脂的含量为0.8质量%。
[0123]
(实施例2)
[0124]
向图1~图4所示的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水、水溶性树脂和湿润剂,水溶性树脂使用聚乙烯醇,湿润剂使用2-丁氧基乙醇。粘合剂中的水的含量为98.7质量%,粘合剂中的水溶性树脂的含量为0.8质量%,粘合剂中的湿润剂的含量为0.5质量%。
[0125]
(实施例3~实施例18)
[0126]
除了在表1中示出水、水溶性树脂以及湿润剂的含量以外,均与实施例2同样地进行了粘合剂的喷出。
[0127]
(比较例1)
[0128]
向省略了循环流路的以往的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水和水溶性树脂,水溶性树脂使用了聚乙烯醇。粘合剂中的水的含量为99.2质量%,粘合剂中的水溶性树脂的含量为0.8质量%。
[0129]
(比较例2)
[0130]
向省略了循环流路的以往的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水、水溶性树脂和湿润剂,水溶性树脂使用聚乙烯醇,湿润剂使用2-丁氧基乙醇。粘合剂中的水的含量为98.7质量%,粘合剂中的水溶性树脂的含量为0.8质量%,粘合剂中的湿润剂的含量为0.5质量%。
[0131]
(比较例3~比较例18)
[0132]
除了在表2中示出水、水溶性树脂以及湿润剂的含量以外,均与比较例2同样地进行了粘合剂的喷出。
[0133]
(实施例19)
[0134]
如表3所示,向图1~图4所示的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水、水溶性树脂和湿润剂,水溶性树脂使用聚乙烯吡咯烷酮,湿润剂使用2-丁氧基乙醇。粘合剂中的水的含量为97.8质量%,粘合剂中的水溶性树脂的含量为0.2质量%,粘合剂中的湿润剂的含量为2.0质量%。
[0135]
(实施例20~实施例24)
[0136]
除了在表3中示出水、水溶性树脂以及湿润剂的含量以外,均与实施例2同样地进行了粘合剂的喷出。
[0137]
(比较例19)
[0138]
向省略了循环流路的以往的三维造型装置中装填粘合剂,进行粘合剂的喷出,得到了造型物。需要说明的是,所使用的粘合剂包含水、水溶性树脂和湿润剂,水溶性树脂使用聚乙烯吡咯烷酮,湿润剂使用2-丁氧基乙醇。粘合剂中的水的含量为97.8质量%,粘合剂中的水溶性树脂的含量为0.2质量%,粘合剂中的湿润剂的含量为2.0质量%。
[0139]
(比较例20~比较例24)
[0140]
除了在表4中示出水、水溶性树脂以及湿润剂的含量以外,均与比较例19同样地进行了粘合剂的喷出。
[0141]
<评价>
[0142]
1.喷出稳定性
[0143]
测定从喷出喷嘴喷出的粘合剂的每单位时间的喷出量,如下所述进行了评价。
[0144]
a:喷出重量为目标值的98%以上
[0145]
b:喷出重量为目标值95%以上但不到98%
[0146]
c:喷出重量为目标值90%以上但不到95%
[0147]
d:喷出重量不足目标值的90%
[0148]
e:目视确认后没有从喷出喷嘴喷出粘合剂
[0149]
2.造型物的密度
[0150]
a:烧结后的造型物的重量为烧结前的造型物的重量的60%以上
[0151]
b:烧结后的造型物的重量为烧结前的造型物的重量的55%以上但不到60%
[0152]
c:烧结后的造型物的重量为烧结前的造型物的重量的50%以上但不到55%
[0153]
d:烧结后的造型物的重量为烧结前的造型物的重量的45%以上但不到50%
[0154]
e:烧结后的造型物的重量不到烧结前的造型物的重量的45%
[0155]
以下,在表1~表4中示出各实施例以及各比较例中得到的造型物的构成以及评价结果。需要说明的是,表中的
“‑”
表示造型物崩塌而不能生成的情况。
[0156]
表1
[0157][0158]
表2
[0159][0160]
表3
[0161]
表3
[0162][0163]
表4
[0164]
表4
[0165][0166]
由表1~表4明显可知,在不具备循环流路300c的三维造型装置(各比较例)中,粘合剂的喷出稳定性不足。另外,通过不具备循环流路300c的三维造型装置(各比较例)制造的造型物的密度低或者造型物崩塌,无法测定密度。与此相对,在具备循环流路300c的三维造型装置(各实施例)中,粘合剂的喷出稳定性优异。另外,造型物的密度也高,成为令人满意的结果。
[0167]
以上,针对图示的实施方式说明了本发明的三维造型装置,但本发明并不限定于此。另外,构成三维造型装置的各部可以替换为能够发挥同样功能的任意的结构。另外,也可以附加任意的构成物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1