PDCPD三组份阻燃注射成型工艺及所用注射设备的制作方法
pdcpd三组份阻燃注射成型工艺及所用注射设备
技术领域
1.本发明涉及一种pdcpd材料注射成型技术领域,特别涉及一种pdcpd三组份阻燃注射成型工艺及所用注射设备。
背景技术:
2.聚双环戊二烯(英文字母缩写为pdcpd)工程塑料,它是一种机械物理综合性能很好的新型工程材料,同时拥有高抗冲击强度、高弯曲摸量(韧性指标)、高硬度、高热变形温度和很好的抗老化性能。目前pdcpd材料都是双组份混合注射成型,其将两种组份混合后注入模具内成型,两种组份的dcpd注射液充分混合后注入模具内,并在模具中通过化学反应固化而得到pdcpd制品,目前的工艺获得的pdcpd制品无阻燃特性一旦遇火容易燃烧发生火灾,因此pdcpd制品的使用范围受到限制。
技术实现要素:
3.为了克服上述缺陷,本发明提供了一种pdcpd三组份阻燃注射成型工艺及所用注射设备,采用该pdcpd三组份阻燃注射成型工艺获得的产品具有阻燃特性,显著扩大了pdcpd制品的使用范围。
4.本发明为了解决其技术问题所采用的技术方案是:一种pdcpd三组份阻燃注射成型工艺,包括第一dcpd注射液和第二dcpd注射液,所述第一dcpd注射液与第二dcpd注射液分别通过管路输送至高压混合头内进行对冲,还设有阻燃注射液,所述阻燃注射液包括dcpd注射液和阻燃粉,所述dcpd注射液与阻燃粉按1:1-1:3的比例混合,所述阻燃注射液通过高压螺旋压缩系统注入高压混合头内与第一dcpd注射液和第二dcpd注射液进行压力对冲混合,高压混合头的注射嘴将其内混合完成的混合液注入密封模具内,混合液在模具中发生快速聚合反应固化成型。
5.一种pdcpd三组份阻燃注射成型工艺所用的三组份阻燃型注射设备,包括第一供料罐、第二供料罐、第三供料罐、第一泵、第二泵、第三泵、高压混合头、液压站、第一输送管道、第二输送管道、第三输送管道、第一供氮装置、第二供氮装置、第三供氮装置、螺旋压缩系统和控制系统,第一供料罐和第二供料罐分别通过第一输送管道和第二输送管道与高压混合头的进料端密封连通,第三供料罐通过第三输送管道与螺旋压缩系统的进料端密封连通,螺旋压缩系统的出料端与高压混合头的进料端密封连通,液压站驱动高压混合头对进入其内部的原料进行高压混合,第一泵和第二泵份别能够将第一供料罐和第二供料罐内的原料通过第一输送管道和第二输送管道泵入高压混合头内,第三泵能够将第三供料罐内原料通过第三输送管道泵入螺旋压缩系统内,螺旋压缩系统能够将其内原料高压螺旋压缩至高压混合头内,第一供氮装置、第二供氮装置和第三供氮装置分别给第一供料罐、第二供料罐和第三供料罐补入氮气,控制系统控制第一泵、第二泵、第三泵、液压站、第一供氮装置、第二供氮装置、第三供氮装置和螺旋压缩系统工作。
6.作为本发明的进一步改进,所述螺旋压缩系统包括供料管体、螺旋主轴和电机,所
述供料罐一端形成与高压混合头连通的出料口,螺旋主轴能够转动的插设于供料管体内,螺旋主轴圆周外侧表面形成有螺旋叶片,所述螺旋叶片与供料管体内侧壁动密封接触,供料管体另一端侧壁上形成有与第三供料管道连通的进料口,所述进料口与螺旋叶片与供料管体内侧壁形成的空间连通,电机驱动螺旋主轴旋转,控制系统控制电机启停动作。
7.作为本发明的进一步改进,所述第三泵为压缩计量泵,还设有先端计量装置,所述先端计量装置分别能够对第一输送管道和第二输送管道内输送的液体流量进行计量,先端计量装置和第三泵与控制系统电性连接通信,控制系统控制第一泵、第二泵和第三泵启停动作。
8.作为本发明的进一步改进,所述第一供料罐、第二供料罐和第三供料罐内分别设有第一搅拌系统、第二搅拌系统和第三搅拌系统,第一搅拌系统、第二搅拌系统和第三搅拌系统分别给第一供料罐、第二供料罐和第三供料罐内液体进行搅拌,所述第一供料罐、第二供料罐和第三供料罐上还分别设有第一液位开关、第二液位开关和第三液位开关,第一液位开关、第二液位开关和第三液位开关分别能够感应第一供料罐、第二供料罐和第三供料罐内液位高度,第一液位开关、第二液位开关和第三液位开关分别与控制系统电性连接通信,第一供料罐、第二供料罐和第三供料罐的出料端还分别设有第一单向阀、第二单向阀和第三单向阀,第一单向阀、第二单向阀和第三单向阀分别仅允许液体从第一供料罐、第二供料罐和第三供料罐内分别向第一输送管道、第二输送管道和第三输送管道内流动。
9.作为本发明的进一步改进,还设有阻燃注射液调配系统,所述阻燃注射液调配系统包括调料罐、第四搅拌系统、抽真空系统、连接管道、第四单向阀和第四供氮装置,所述用于混合阻燃注射液原料的调料罐通过连接管道与第三供料罐连通,第四单向阀安装于所述连接管道内,单向阀仅允许调料罐内液体进入第三供料罐内,第四搅拌系统能够给调料罐内的阻燃注射液原料进行搅拌,抽真空系统能够分别给调料罐和第三供料罐抽真空,第四供氮装置能够给调料罐供氮,控制系统控制第四搅拌系统、抽真空系统和第四供氮装置启停动作。
10.作为本发明的进一步改进,还设有第一回流管道、第二回流管道、第三回流管道、第一截止或切换系统、第二截止或切换系统和第三截止或切换系统,所述高压混合头包括第一进料室、第二进料室、第三进料室、混合室、稳定室和送料活塞,第一回流管道、第二回流管道和第三回流管道的一端分别与第一进料室、第二进料室和第三进料室密封连通,第一回流管道、第二回流管道和第三回流管道料的另一端分别与第一供料罐、第二供料罐和第三供料罐密封连通,送料活塞分别能够将第一进料室、第二进料室和第三进料室内原料送入混合室进料端,混合室出料端与稳定室连通,稳定室与注射嘴连通,第一进料室、第二进料室和第三进料室内分别设有第一截止或切换系统、第二截止或切换系统和第三截止或切换系统,第一截止或切换系统能够控制第一输送管道和第一回流管道二者择其一的打开,第二截止或切换系统能够控制第二输送管道和第二回流管道二者择其一的打开,第三截止或切换系统能够控制螺旋压缩系统出料口和第三回流管道二者择其一的打开,控制系统控制第一截止或切换系统、第二截止或切换系统和第三截止或切换系统同步动作。
11.作为本发明的进一步改进,第一回流管道上通过第一计量控制阀连接有第一回流计量装置,第二回流管道上通过第二计量控制阀连接有第二回流计量装置,第一回流计量装置和第二回流计量装置分别能够对第一回流管路和第二回流管路内的流量进行计量,第
一计量控制阀和第二计量控制阀分别控制第一回流计量装置和第二回流计量装置启停,所述控制系统控制各条第一回流管道上的计量控制阀联动同步启停。
12.作为本发明的进一步改进,所述第一供料罐、第二供料罐和第三供料罐上还分别设有第一温感应装置、第二温感应装置和第三温度感应装置,所述第一温感应装置、第二温感应装置和第三温度感应装置分别能够感应第一供料罐、第二供料罐和第三供料罐内液体温度,第一温感应装置、第二温感应装置和第三温度感应装置分别与控制系统电性连接通信,所述第一供料罐、第二供料罐和第三供料罐的罐体侧壁上还设有循环水流道,还设有水循环温控机,所述水循环温控机通过水管分别与第一供料罐、第二供料罐和第三供料罐的循环水流道连通形成循环温控回路,所述第一回流管道和第二回流管道上还分别设有第一换热器和第二换热器,第一换热器和第二换热器分别与水循环温控机连通形成循环温控回路。
13.作为本发明的进一步改进,所述高压混合头为两个,所述第一输送管道、第二输送管道和第三输送管道的输送末端分别通过分路与两个高压混合头连通,第一回流管道、第二回流管道和第三回流管道的起始端分别通过分路与两个个高压混合头连通。
14.本发明的有益效果是:本发明通过dcpd注射液与阻燃粉混合形成阻燃注射液,通过高压螺旋压缩系统送入到高压混合头内与第一dcpd注射液和第二dcpd注射液一同对冲混合后注入模具,成型后的pdcpd产品具有阻燃特性,且阻燃注射液通过高压螺旋压缩系统加压后高速注入混合头,保证了混合料中阻燃剂分布均匀,保证了成品完美的阻燃特性,使得pdcpd产品可以应用于干燥、高温的环境。
附图说明
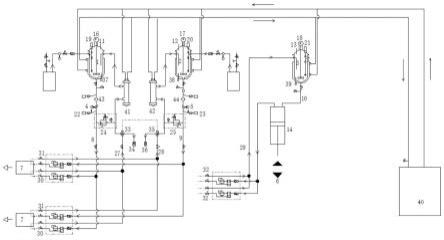
15.图1为本发明的结构原理主视图;
16.图2为本发明的结构原理俯视图;
17.图3为本发明的液压原理图。
具体实施方式
18.实施例:一种pdcpd三组份阻燃注射成型工艺,包括第一dcpd注射液和第二dcpd注射液,所述第一dcpd注射液与第二dcpd注射液分别通过管路输送至高压混合头7内进行对冲,其特征在于:还设有阻燃注射液,所述阻燃注射液包括dcpd注射液和阻燃粉,所述dcpd注射液与阻燃粉按1:1-1:3的比例混合,所述阻燃注射液通过高压螺旋压缩系统14注入高压混合头7内与第一dcpd注射液和第二dcpd注射液进行压力对冲混合,高压混合头7的注射嘴将其内混合完成的混合液注入密封模具内,混合液在模具中发生快速聚合反应固化成型。
19.阻燃注射液通过高压螺旋压缩至高压混合头7内与第一dcpd注射液和第二dcpd注射液进行高压对冲式混合,经准确计量的第一dcpd注射液、第二dcpd注射液和阻燃注射液三种组份分在高压混合头7内混合均匀后,被注入密封模具内,在模具中发生快速聚合反应,随之固化成型成具有阻燃效果的产品,其中,第一dcpd注射料和第二dcpd注射料作为成型主料,其中第一dcpd注射料包括dcpd、催化剂、稳定剂、调节剂、填料、抗氧剂、弹性体、发泡剂和成核剂等,第二dcpd注射料包括dcpd、活化剂、稳定剂、调节剂、填料、抗氧剂、弹性
体、发泡剂及成核剂等,阻燃注射液作为辅料,其中的dcpd注射液与第一dcpd注射料成份一致,阻燃注射液用量相对第一dcpd注射料和第二dcpd注射料要少的多,其通过高压螺旋压缩系统14以较高的压力注入高压混合头7内,使其能够与第一dcpd注射料和第二dcpd注射料快速对冲混合,保证三组份原料混合均匀。
20.一种pdcpd三组份阻燃注射成型工艺所用的三组份阻燃型注射设备,包括第一供料罐1、第二供料罐2、第三供料罐3、第一泵4、第二泵5、第三泵6、高压混合头7、液压站、第一输送管道8、第二输送管道9、第三输送管道10、第一供氮装置11、第二供氮装置12、第三供氮装置13、螺旋压缩系统14和控制系统,第一供料罐1和第二供料罐2分别通过第一输送管道8和第二输送管道9与高压混合头7的进料端密封连通,第三供料罐3通过第三输送管道10与螺旋压缩系统14的进料端密封连通,螺旋压缩系统14的出料端与高压混合头7的进料端密封连通,液压站驱动高压混合头7对进入其内部的原料进行高压混合,第一泵4和第二泵5份别能够将第一供料罐1和第二供料罐2内的原料通过第一输送管道8和第二输送管道9泵入高压混合头7内,第三泵6能够将第三供料罐3内原料通过第三输送管道10泵入螺旋压缩系统14内,螺旋压缩系统14能够将其内原料高压螺旋压缩至高压混合头7内,第一供氮装置11、第二供氮装置12和第三供氮装置13分别给第一供料罐1、第二供料罐2和第三供料罐3补入氮气,控制系统控制第一泵4、第二泵5、第三泵6、液压站、第一供氮装置11、第二供氮装置12、第三供氮装置13和螺旋压缩系统14工作。
21.第一dcpd注射液和第二dcpd注射液分别在第一供料罐1和第二供料罐2中密封存放,阻燃注射液在第三供料罐3中密封存放,第一dcpd注射液和第二dcpd注射液分别由第一泵4和第二泵5将其打入高压混合头7内,阻燃注射液由第三泵6将其打入螺旋压缩系统14,由螺旋压缩系统14对其进行加压后高速注入高压混合头7内,三组份高速流体在高压混合头7内进行充分混合,第一供料罐1、第二供料罐2和第三供料罐3内随着原料打出自动补入氮气,避免原料氧化。
22.所述螺旋压缩系统14包括供料管体、螺旋主轴和电机,所述供料罐一端形成与高压混合头7连通的出料口,螺旋主轴能够转动的插设于供料管体内,螺旋主轴圆周外侧表面形成有螺旋叶片,所述螺旋叶片与供料管体内侧壁动密封接触,供料管体另一端侧壁上形成有与第三供料管道连通的进料口,所述进料口与螺旋叶片与供料管体内侧壁形成的空间连通,电机驱动螺旋主轴旋转,控制系统控制电机启停动作。阻燃注射液从供料管体的进料口进入并随着螺旋主轴转动向前输送,最终以高压高速的注入高压混合头7内,与第一dcpd注射液和第二dcpd注射液形成良好的对冲效果,其输出压力和流速通过调节螺旋主轴转速进行调节即可。
23.所述第三泵6为压缩计量泵,还设有先端计量装置15,所述先端计量装置15分别能够对第一输送管道8和第二输送管道9内输送的液体流量进行计量,先端计量装置15和第三泵6与控制系统电性连接通信,控制系统控制第一泵4、第二泵5和第三泵6启停动作。
24.第三泵6将阻燃注射液打出第三供料罐3的同时对其进行计量,先端计量装置15则分别对第一dcpd注射液和第二dcpd注射液进行计量,进而便于控制系统计算各组份的原料供料量,保证各组份原料配比符合要求,当供料量不足时可以提高供料流量,当供料量达到时,则降低供料流速即可。
25.所述第一供料罐1、第二供料罐2和第三供料罐3内分别设有第一搅拌系统16、第二
搅拌系统17和第三搅拌系统18,第一搅拌系统16、第二搅拌系统17和第三搅拌系统18分别给第一供料罐1、第二供料罐2和第三供料罐3内液体进行搅拌,所述第一供料罐1、第二供料罐2和第三供料罐3上还分别设有第一液位开关19、第二液位开关20和第三液位开关21,第一液位开关19、第二液位开关20和第三液位开关21分别能够感应第一供料罐1、第二供料罐2和第三供料罐3内液位高度,第一液位开关19、第二液位开关20和第三液位开关21分别与控制系统电性连接通信,第一供料罐1、第二供料罐2和第三供料罐3的出料端还分别设有第一单向阀、第二单向阀和第三单向阀,第一单向阀、第二单向阀和第三单向阀分别仅允许液体从第一供料罐1、第二供料罐2和第三供料罐3内分别向第一输送管道8、第二输送管道9和第三输送管道10内流动。第一搅拌系统16、第二搅拌系统17和第三搅拌系统18对第一供料罐1、第二供料罐2和第三供料罐3内原料进行上下位置搅拌,保证原料中各成份始终保持均匀分布状态,第一液位开关19、第二液位开关20和第三液位开关21分别分三段控制进行液位监测:分别为下限位、上限位和上上限,还可以在设备上设置液位显示装置及触摸屏实时显示当前液位状态,控制系统根据第一液位开关19、第二液位开关20和第三液位开关21获取的液位信息分别控制第一泵4、第二泵5和第三泵6的启停动作以及加料操作。
26.还设有阻燃注射液调配系统,所述阻燃注射液调配系统包括调料罐、第四搅拌系统、抽真空系统26、连接管道、第四单向阀和第四供氮装置,所述用于混合阻燃注射液原料的调料罐通过连接管道与第三供料罐3连通,第四单向阀安装于所述连接管道内,单向阀仅允许调料罐内液体进入第三供料罐3内,第四搅拌系统能够给调料罐内的阻燃注射液原料进行搅拌,抽真空系统26能够分别给调料罐和第三供料罐3抽真空,第四供氮装置能够给调料罐供氮,控制系统控制第四搅拌系统、抽真空系统26和第四供氮装置启停动作。阻燃注射液在阻燃注射液调配系统中进行调配混合均匀后,通过真空负压吸料的方式由连接管道送入第三供料罐3中,抽真空系统26用于形成真空负压吸料的真空压力,也可以用于对调料罐内调配的混合液进行真空消泡,阻燃注射液在调料罐中进行调配时,将阻燃粉投入到调料罐内,在调料罐内用氮气进行置换,用第四搅拌系统对混合物进行搅拌30分钟,使阻燃粉充分分散,同时从调料罐下面用氮气打泡使沉降的阻燃剂分散开。
27.还设有第一回流管道27、第二回流管道28、第三回流管道29、第一截止或切换系统30、第二截止或切换系统31和第三截止或切换系统32,所述高压混合头7包括第一进料室、第二进料室、第三进料室、混合室、稳定室和送料活塞,第一回流管道27、第二回流管道28和第三回流管道29的一端分别与第一进料室、第二进料室和第三进料室密封连通,第一回流管道27、第二回流管道28和第三回流管道29料的另一端分别与第一供料罐1、第二供料罐2和第三供料罐3密封连通,送料活塞分别能够将第一进料室、第二进料室和第三进料室内原料送入混合室进料端,混合室出料端与稳定室连通,稳定室与注射嘴连通,第一进料室、第二进料室和第三进料室内分别设有第一截止或切换系统30、第二截止或切换系统31和第三截止或切换系统32,第一截止或切换系统30能够控制第一输送管道8和第一回流管道27二者择其一的打开,第二截止或切换系统31能够控制第二输送管道9和第二回流管道28二者择其一的打开,第三截止或切换系统32能够控制螺旋压缩系统14出料口和第三回流管道29二者择其一的打开,控制系统控制第一截止或切换系统30、第二截止或切换系统31和第三截止或切换系统32同步动作。第一dcpd注射液、第二dcpd注射液和阻燃注射液进入高压混合头7内,当注射完成后,高压混合头7内第一截止或切换系统30、第二截止或切换系统31和
第三截止或切换系统32将第一输送管道8、第二输送管道9和螺旋压缩系统14出料口关闭,同时将第一回流管道27、第二回流管道28和第三回流管道29进料口打开,高压混合头7的各个进料室内原料会沿第一回流管道27、第二回流管道28和第三回流管道29进行回流,使得各组份原料形成循环使用,避免原料浪费。
28.第一回流管道27上通过第一计量控制阀33连接有第一回流计量装置34,第二回流管道28上通过第二计量控制阀35连接有第二回流计量装置36,第一回流计量装置34和第二回流计量装置36分别能够对第一回流管路和第二回流管路内的流量进行计量,第一计量控制阀33和第二计量控制阀35分别控制第一回流计量装置34和第二回流计量装置36启停,所述控制系统控制各条第一回流管道27上的计量控制阀联动同步启停。
29.通过回流计量装置可以对第一回流管道27内回流的第一dcpd注射液以及第二回流管道28内回流的第二dcpd注射液进行计量,便于对第一供料罐1和第二供料罐2内原料的量进行计算,以便下一次成型准确供料。
30.所述第一供料罐1、第二供料罐2和第三供料罐3上还分别设有第一温感应装置37、第二温感应装置38和第三温度感应装置39,所述第一温感应装置37、第二温感应装置38和第三温度感应装置39分别能够感应第一供料罐1、第二供料罐2和第三供料罐3内液体温度,第一温感应装置37、第二温感应装置38和第三温度感应装置39分别与控制系统电性连接通信,所述第一供料罐1、第二供料罐2和第三供料罐3的罐体侧壁上还设有循环水流道,还设有水循环温控机40,所述水循环温控机40通过水管分别与第一供料罐1、第二供料罐2和第三供料罐3的循环水流道连通形成循环温控回路,所述第一回流管道27和第二回流管道28上还分别设有第一换热器41和第二换热器42,第一换热器41和第二换热器42分别与水循环温控机40连通形成循环温控回路。
31.通过在供料罐上设置温度感应装置,便于实时监测供料罐内原料温度,并通过水循环温控机40给供料罐进行冷却控温,第一输送管道8和第二输送管道9上最佳还分别设有第一压力传感器和第二压力传感器,第一压力传感器22和第二压力传感器23分别用于检测第一输送管道8和第二输送管道9内的压力值并传信给控制系统,在第一输送管道8和第二输送管道9上分别设置第一溢流管路和第二溢流管路,第一溢流管路和第二溢流管路分别与第一回流管路和第二回流管路连通,在第一溢流管路和第二溢流管路上分别设置第一溢流控制阀24和第二溢流控制阀25,当第一、二输送管道内压力过大时,第一溢流控制阀和第二溢流控制阀打开,将第一输送管道8和第二输送管道9内液体向第一回流管路和第二回流管路内进行溢流泄压,当第一管道和第二管道内液体压力恢复正常后关闭第一溢流控制阀和第二溢流控制阀,停止溢流保持第一输送管道8和第二输送管道9内的压力,第一供料罐1、第二供料罐2和第三供料罐3的出料口上还分别安装有用于给原料过滤的第一过滤器43、第二过滤器44和第三过滤器,避免有污染物进入模具,导致产品上出现瑕疵。
32.所述高压混合头7为两个,所述第一输送管道8、第二输送管道9和第三输送管道10的输送末端分别通过分路与两个高压混合头7连通,第一回流管道27、第二回流管道28和第三回流管道29的起始端分别通过分路与两个个高压混合头7连通。通过连接两个高压混合头7实现同时对两个模具进行注射供料成型,提高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1