一种玻璃钢格栅生产用自动绕纱设备的制作方法
1.本发明涉及玻璃钢格栅技术领域,更具体地说,本发明涉及一种玻璃钢格栅生产用自动绕纱设备。
背景技术:
2.玻璃钢格栅又名玻璃钢格板,是一种用玻璃纤维作增强材料,不饱和聚酯树脂为基体,经过特殊的加工复合而成的一种带有许多空格的板状材料,玻璃钢格栅可以作为结构材料,用作有腐蚀环境的地板、地沟盖板、平台、舰艇甲板、楼梯、栈道等。具有耐腐阻燃、无磁绝缘、颜色鲜艳样、有多种样式形式备选等特点。
3.传统在对玻璃钢格栅进行纱线缠绕时,多需要进行密集缠绕,然而传统的格栅板在生产过程中缠绕纱线需要多个人工手动进行绕纱,缠绕速度较慢,十分影响工作效率,所以本发明涉及了一种玻璃钢格栅生产用自动绕纱设备来解决上述问题。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种玻璃钢格栅生产用自动绕纱设备,通过使针杆进行上下往复的直线运动,同时勾线套与第二转杆进行同步旋转,使得针杆上的纱线穿插过勾线套和线筒套绕结在线筒套内伸出的纱线上,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种玻璃钢格栅生产用自动绕纱设备,包括操作台机构,所述操作台机构的一侧设有绕线机构,所述绕线机构的顶部固定安装有接线机构,所述操作台机构包括加工桌,所述加工桌上贯穿开设有呈“t”字形设置的限位槽,所述绕线机构包括针杆,所述针杆的一侧固定安装有衔接板,所述衔接板的一侧固定安装有第一支撑架,所述第一支撑架的底部固定安装有与加工桌相连接的限位卡块,所述加工桌的底部固定安装有两个相互对称的支撑座,其中一个所述支撑座的一侧固定安装有夹板,所述夹板的内腔插接有托板,所述托板的顶部固定安装有第一转杆,所述第一转杆的一端固定安装有勾线套,所述勾线套的一侧转动连接有与支撑座相连接的线筒套,所述线筒套的内腔转动连接有第一线筒杆,且所述线筒套的外壁上固定安装有第三穿线孔,所述衔接板的底部固定安装有第二转杆,所述第二转杆与第一转杆的外壁啮合有第一传送带,所述第二转杆远离第一传送带的一端固定安装有扇形转盘,且所述扇形转盘的一侧转动连接有移动杆,所述移动杆的内腔转动连接有与针杆相连接的第一衔接座,且所述第一衔接座的一侧固定安装有第一穿线孔,所述扇形转盘的一侧设有与移动杆相连接的限位环,所述针杆的外壁套接有与衔接板相连接的第二衔接座,所述第二衔接座的外壁套接有与限位环相连接的第一摆杆,所述第一摆杆插接在限位环的内腔,且所述第一摆杆的一侧固定安装有第二摆杆,所述第二摆杆的内部开设有第二穿线孔;
6.所述接线机构包括第三转杆,所述第三转杆的外壁啮合有与第二转杆相连接的第二传送带,所述第三转杆的一端固定安装有第三衔接座,所述第三衔接座的一侧转动连接
有移动板,所述第三转杆的外壁套接有与第一支撑架相连接的第二支撑架,所述移动板的内部贯穿开设有第一滑槽,所述第一滑槽的内腔插接有与第二支撑架相连接的第四转杆,所述第四转杆的一端转动连接有第一绕线板,所述第一绕线板的一侧固定安装有用于固定线筒的第二线筒杆,所述衔接板的顶部固定安装有锁线套,所述移动板的内部贯穿开设有第二滑槽,所述第二滑槽的内腔夹持有第二胶筒,且所述第二胶筒的一端连通设有与第一绕线板相连接的胶管。
7.在一个优选地实施方式中,所述针杆与勾线套设置在同一竖直面上,且所述针杆与限位槽始终保持在同一竖直面上。
8.在一个优选地实施方式中,所述限位卡块卡接在加工桌的一侧,所述限位卡块的顶部固定安装有移动轮,所述限位卡块的一侧转动连接有多个与玻璃钢格栅相贴合的限位滚筒。
9.在一个优选地实施方式中,所述第一转杆的外壁套接有多个限位夹杆,且所述加工桌的底部固定安装有多个插接在限位夹杆内部的限位条。
10.在一个优选地实施方式中,所述夹板滑动安装在托板上,所述夹板的内部设有锁紧螺栓,所述托板的顶部固定安装有刻度尺。
11.在一个优选地实施方式中,所述第一绕线板的一侧固定安装有与第二线筒杆相连接的第二绕线板,所述第一绕线板与第二绕线板之间固定安装有多个第一胶筒,所述第一胶筒的内部开设有第四穿线孔,且所述第一胶筒与第一绕线板之间贯穿开设有连通孔。
12.在一个优选地实施方式中,所述锁线套的一侧呈环形依次等距状态铰接有多个限位型斜撑垫板,且多个所述限位型斜撑垫板的一侧均固定安装有防滑型耐磨块。
13.在一个优选地实施方式中,所述操作台机构上设有断纱检测系统,所述断纱检测系统设置在纱线经过的路径上,所述断纱检测系统包括压力传感器、控制器、信号接收模块及警报器。
14.在一个优选地实施方式中,一种玻璃钢格栅生产用自动绕纱设备的断纱检测方法,
15.s1将至少两组压力传感器依次放置在纱线经过的路径处,并在将纱线顶出的状态下放置,其中每组压力传感器的数量设置为两个,分别编号为压力传感器a与压力传感器b,保持前后依次放置;
16.s2当压力传感器a与压力传感器b其中一个压力系数为0时,则判定为断线或脱线,当两组及两组以上的压力传感器压力系数为0 时,则判定为断线;
17.s3当处于断线或脱线状态时,则通过控制器与信号接收模块生成断线或脱线警报信号,当处于断线状态时,则通过控制器与信号接收模块发出断线信号;
18.s4其中断线或脱线警报信号、断线信号在警报器通过信号接收模块抓取到信号后,发出鸣笛的响声。
19.在一个优选地实施方式中,在对断线或脱线警报信号、断线信号判定的过程中采集信号产生的因素,并生成信号因素文本集;
20.将通常发生的断纱断线情况及参数特征分类,并以此分类依次做成决策树,其中决策树拟定为a1(x)、a2(x)、...、a
n-1
(x)、an(x),同时生成向量x与向量y,
21.m(x,y)=b vn[i*(an(x)=y)]-max b vn[i*(an(x) =p)]
[0022]
其中i代表示性函数,m表示边缘函数,y表示正确绕纱的分类向量,p为不正确绕纱因素的分类向量,b vn表示取平均值,同时m 表示在正确绕纱的状态下得票数超过不正确分类的最大得票数的情况,m(x,y)的值越大,表示实际情况的准确度也就越高;
[0023]
最终通过m(x,y)确定最大值保持前三的断纱断线情况生成对应的文本集并赋值时间参数,进行记录。
[0024]
本发明的技术效果和优点:
[0025]
1、本发明通过控制扇形转盘旋转带动移动杆使第一衔接座带动针杆进行上下往复的直线运动,同时勾线套通过第一转杆和第一传送带跟随第二转杆发生旋转,带动针杆上的纱线穿插过勾线套和线筒套绕结在线筒套内伸出的纱线上,使得两根纱线交叉打结在玻璃钢格栅上,从而解放人工劳动,提升工作效率;
[0026]
2、本发明通过在第二胶筒的内腔注入胶水,并且在移动板转动的过程中,上下移动在第二胶筒的外壁并对其进行挤压,使得第二胶筒内腔的胶水经由胶管进入第一胶筒的内腔粘附在纱线上,转动的第四穿线孔使纱线相互绕结的过程中,通过胶水相互粘合固定在一起,即可快速进行接线工作,避免纱线断裂而影响实际使用;
[0027]
3、根据压力传感器的数值变化,判断纱线的断线及脱线情况,同时边缘函数计算多种断线及脱线情况的概率,利用投票占比率,选择概率最大的断线及脱线情况,达到便于对应警报信号区分不同产生原因,进行对应的处理。
附图说明
[0028]
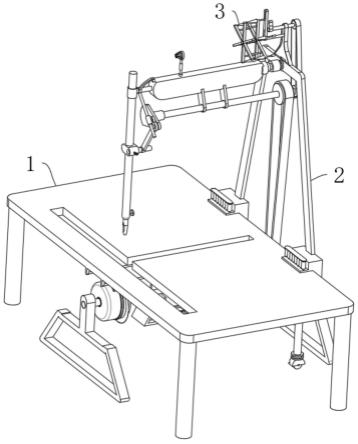
图1为本发明的整体结构示意图。
[0029]
图2为本发明绕线机构和接线机构的整体结构示意图。
[0030]
图3为本发明图2的a部结构放大图。
[0031]
图4为本发明绕线机构的局部结构示意图。
[0032]
图5为本发明绕线机构的局部结构剖视图。
[0033]
图6为本发明图5的b部结构放大图。
[0034]
图7为本发明接线机构的局部结构示意图。
[0035]
图8为本发明图7的c部结构放大图。
[0036]
图9为本发明绕线机构和接线机构的轴侧结构示意图。
[0037]
图10为本发明图9的d部结构放大图。
[0038]
附图标记为:1操作台机构、101加工桌、102限位槽、103限位条、2绕线机构、21针杆、22衔接板、23第一支撑架、24限位卡块、 25移动轮、26支撑座、27夹板、28托板、29第一转杆、210勾线套、 211线筒套、212第一传送带、213第二转杆、214扇形转盘、215移动杆、216第一衔接座、217第一穿线孔、218限位环、219第二衔接座、220第一摆杆、221第二摆杆、222第二穿线孔、223限位夹杆、 224刻度尺、225锁紧螺栓、226第一线筒杆、227第三穿线孔、3接线机构、31第三转杆、32第二传送带、33第三衔接座、34移动板、 35第二支撑架、36第一滑槽、37第二滑槽、38第四转杆、39第一绕线板、310第二绕线板、311第二线筒杆、312第一胶筒、313第四穿线孔、314第二胶筒、315胶管、316锁线套。
具体实施方式
[0039]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0040]
参照说明书附图1-10,本发明一实施例的一种玻璃钢格栅生产用自动绕纱设备,如图1所示,包括操作台机构1,操作台机构1的一侧设有用于给玻璃钢格栅进行绕线工作的绕线机构2,以用于代替手工来提升工作效率,绕线机构2的顶部固定安装有用于绕结纱线的接线机构3,以用于增强纱线的结实度,操作台机构1包括加工桌101,加工桌101上贯穿开设有呈“t”字形设置的限位槽102,及任何人图 2所示,绕线机构2包括针杆21,针杆21底部的外壁上贯穿开设有一通孔,以用于将纱线贯穿过该通孔,并使纱线可以抽拉在该通孔的内腔,其中,针杆21与限位槽102始终保持在同一竖直面上,针杆 21的一侧固定安装有衔接板22,衔接板22的一侧固定安装有第一支撑架23,第一支撑架23的底部固定安装有与加工桌101相连接的限位卡块24,当将限位卡块24卡在加工桌101的一侧时,针杆21呈竖直状态垂直于加工桌101,且针杆21靠近于加工桌101的边侧,使得在绕线时能够有序的从玻璃钢格栅的最边侧进行绕线工作。
[0041]
其中,如图3所示,为便调节针杆21的绕线位置,加工桌101 的底部固定安装有两个相互对称的支撑座26,其中一个支撑座26的一侧固定安装有夹板27,夹板27的内腔插接有托板28,托板28的顶部固定安装有第一转杆29,在常态下,夹板27设置在托板28的竖直向中心线处,当需要将针杆21整体向加工桌101右侧移动时,通过将托板28向右推动,使托板28的最左侧靠近于夹板27即可,使得两个支撑座26之间的距离愈发靠近,同理,当将托板28的最左侧向远离于夹板27方向移动时,可使两个支撑座26之间的距离越来越长,从而适用于不同规格的玻璃钢格栅绕线使用。
[0042]
参照图6所示,第一转杆29的一端固定安装有勾线套210,勾线套210的一侧转动连接有与支撑座26相连接的线筒套211,且针杆21与勾线套210设置在同一竖直面上,其中,线筒套211的内腔转动连接有第一线筒杆226,第一线筒杆226用于套接上另外的线筒,且线筒套211的外壁上固定安装有第三穿线孔227,使得线筒上的线头固定穿过第三穿线孔227,当穿出第三穿线孔227的线头受到拉扯时,能够带动线筒转动在第一线筒杆226的外壁,从而无限拉出纱线进行使用,在实际使用时,玻璃钢格栅放置在加工桌101上安装在线筒套211内的线头穿出线筒套211和限位槽102放置在加工桌101 上,通过使针杆21穿过限位槽102的内腔进行上下往复运动,下移的针杆21带动纱线向下移动形成一个小线圈与勾线套210相接触,并且套在勾线套210的一侧,之后勾线套210发生旋转,带动针杆21 上的纱线穿插过勾线套210和线筒套211绕结在线筒套211内伸出的纱线上,使得两根纱线交叉打结在玻璃钢格栅上,依次往复,工作人员在加工桌101的一侧只需要平稳的推动玻璃钢格栅移动在加工桌101的表面即可。
[0043]
结合图4-5所示,衔接板22的底部固定安装有第二转杆213,第二转杆213与第一转杆29的外壁啮合有第一传送带212,第二转杆213远离第一传送带212的一端固定安装有扇形转盘214,扇形转盘214的内部设有电机,当电机控制扇形转盘214转动时,第二转杆 213通过第一传送带212同步带动第一转杆29进行旋转,从而使勾线套210进行连续转动工作,
且扇形转盘214的一侧转动连接有移动杆215,移动杆215的内腔转动连接有与针杆21相连接的第一衔接座216,且第一衔接座216的一侧固定安装有第一穿线孔217,当扇形转盘214进行旋转运动时,通过移动杆215使第一衔接座216带动针杆21进行上下往复的直线运动,同时,扇形转盘214的一侧设有与移动杆215相连接的限位环218,针杆21的外壁套接有与衔接板 22相连接的第二衔接座219,第二衔接座219的外壁套接有与限位环 218相连接的第一摆杆220,第一摆杆220插接在限位环218的内腔,且第一摆杆220的一侧固定安装有第二摆杆221,第二摆杆221的内部开设有第二穿线孔222,在扇形转盘214转动的同时,第一摆杆220 活动插接在限位环218的内腔,并且在转动在第二衔接座219的外壁进行摆动,使得穿过第二穿线孔222内腔的纱线受到摇摆的第二摆杆 221拉扯,使得纱线可无限穿过针杆21进行绕结工作。
[0044]
参照图7所示,接线机构3包括第三转杆31,第三转杆31的外壁啮合有与第二转杆213相连接的第二传送带32,第三转杆31的一端固定安装有第三衔接座33,第三衔接座33的一侧转动连接有移动板34,当第二传送带32带动第三转杆31进行旋转时,通过旋转的第三衔接座33能够带动移动板34进行同步旋转,第三转杆31的外壁套接有与第一支撑架23相连接的第二支撑架35,移动板34的内部贯穿开设有第一滑槽36,第一滑槽36的内腔插接有与第二支撑架35相连接的第四转杆38,第四转杆38的一端转动连接有第一绕线板 39,第一绕线板39的一侧固定安装有用于固定线筒的第二线筒杆311,衔接板22的顶部固定安装有锁线套316,多根线头从第二线筒杆311 处延伸处穿过锁线套316的内腔与第二穿线孔222相连接,之后再贯穿过针杆21进行工作,移动板34的内部贯穿开设有第二滑槽37,第二滑槽37呈x型设置下,第二滑槽37的内腔夹持有第二胶筒314,且第二胶筒314的一端连通设有与第一绕线板39相连接的胶管315,当旋转的第三衔接座33带动移动板34进行转动时,通过第四转杆 38插接在第一滑槽36的内腔,使得移动板34的转向范围得以限制,而使移动板34围绕第四转杆38在第一滑槽36的内腔进行上下移动工作,从而使第二滑槽37夹持在移动板34的外壁进行上下移动工作,同时带动第二胶筒314进行偏转,起到带动第一绕线板39进行转动的作用,使得安装在第二线筒杆311上的纱线以锁线套316为节点进行绕结混合工作,使多根纱线相互紧固的缠绕在一起,从而提升纱线的耐磨强度,避免在玻璃钢格栅上绕纱的过程中断裂,进一步的,锁线套316的一侧呈环形依次等距状态铰接有多个限位型斜撑垫板,且多个限位型斜撑垫板的一侧均固定安装有防滑型耐磨块,使得相互绕结在一起的纱线只能顺着锁线套316一侧的限位型斜撑垫板和防滑型耐磨块向远离第二绕线板310方向抽出,而无法向靠近第二绕线板310方向移动,使得被针杆21固定住的纱线始终保持绷紧状态投入使用。
[0045]
其中,限位卡块24卡接在加工桌101的一侧,限位卡块24的顶部固定安装有移动轮25,限位卡块24的一侧转动连接有多个与玻璃钢格栅相贴合的限位滚筒,在使用时,玻璃钢格栅的一侧始终与限位卡块24上所设置的限位滚筒相贴合,从而在工作人员移动玻璃钢格栅时更加顺畅。
[0046]
进一步的,结合图10所示,为使在调节针杆21位置时,第一转杆29能够始终保持平稳状态支撑在加工桌101的底部,且勾线套210 和线筒套211能够始终与针杆21保持在同一平面,在第一转杆29的外壁套接有多个限位夹杆223,且加工桌101的底部固定安装有多个插接在限位夹杆223内部的限位条103,当调节夹板27与托板28之间位置时,限位夹杆223始
终滑动在限位条103的外壁。
[0047]
同时,如图3所示,夹板27滑动安装在托板28上,夹板27的内部设有锁紧螺栓225,托板28的顶部固定安装有刻度尺224,通过设有刻度尺224使针杆21在调节纵向位置时,能够根据玻璃钢格栅的空格距离更加精准的进行调节,同时结合扭紧移动杆215可使夹板 27与托板28之间保持固定状态。
[0048]
进一步的,如图8所示,在第一绕线板39的一侧固定安装有与第二线筒杆311相连接的第二绕线板310,第一绕线板39与第二绕线板310之间固定安装有多个第一胶筒312,第一胶筒312的内部开设有第四穿线孔313,且第一胶筒312与第一绕线板39之间贯穿开设有连通孔,在使用时,避免纱线出现断裂,可通过在第二胶筒314 的内腔注入胶水,并且将安装在第二线筒杆311外壁的纱线穿过第四穿线孔313依次与锁线套316、第二穿线孔222和针杆21相连接,并且在移动板34转动的过程中,上下移动在第二胶筒314的外壁并对其进行挤压,使得第二胶筒314内腔的胶水经由胶管315进入第一胶筒312的内腔,从而粘附在纱线上,转动的第四穿线孔313使纱线相互绕结的过程中,通过胶水相互粘合固定在一起,同时当其中一根纱线用完时,直接更换新的线筒,再结合胶水的粘合,即可快速将纱线进行连接使用。
[0049]
需要说明的是:在实际使用时,通过控制扇形转盘214旋转带动移动杆215使第一衔接座216带动针杆21进行上下往复的直线运动,同时,第一摆杆220活动插接在限位环218的内腔,并且在转动在第二衔接座219的外壁进行摆动,使得穿过第二穿线孔222内腔的纱线受到摇摆的第二摆杆221拉扯,使得纱线可无限穿过针杆21投入工作使用,之后上下移的针杆21带动纱线向下移动形成一个小线圈与勾线套210相接触,并且套在勾线套210的一侧,之后勾线套210通过第一转杆29和第一传送带212跟随第二转杆213发生旋转,带动针杆21上的纱线穿插过勾线套210和线筒套211绕结在线筒套211 内伸出的纱线上,使得两根纱线交叉打结在玻璃钢格栅上即可。
[0050]
作为上述方案的进一步方案,其中操作台机构1上设有断纱检测系统,所述断纱检测系统设置在纱线经过的路径上,所述断纱检测系统包括压力传感器、控制器、信号接收模块及警报器。
[0051]
一种玻璃钢格栅生产用自动绕纱设备的断纱检测方法,
[0052]
s1将至少两组压力传感器依次放置在纱线经过的路径处,并在将纱线顶出的状态下放置,其中每组压力传感器的数量设置为两个,分别编号为压力传感器a与压力传感器b,保持前后依次放置;
[0053]
s2当压力传感器a与压力传感器b其中一个压力系数为0时,则判定为断线或脱线,当两组及两组以上的压力传感器压力系数为0 时,则判定为断线;
[0054]
s3当处于断线或脱线状态时,则通过控制器与信号接收模块生成断线或脱线警报信号,当处于断线状态时,则通过控制器与信号接收模块发出断线信号;
[0055]
s4其中断线或脱线警报信号、断线信号在警报器通过信号接收模块抓取到信号后,发出鸣笛的响声。
[0056]
在对断线或脱线警报信号、断线信号判定的过程中采集信号产生的因素,并生成信号因素文本集;
[0057]
将通常发生的断纱断线情况及参数特征分类,并以此分类依次做成决策树,其中
决策树拟定为a1(x)、a2(x)、...、a
n-1
(x)、an(x),同时生成向量x与向量y,
[0058]
m(x,y)=b vn[i*(an(x)=y)]-max b vn[i*(an(x) =p)]
[0059]
其中i代表示性函数,m表示边缘函数,y表示正确绕纱的分类向量,p为不正确绕纱因素的分类向量,b vn表示取平均值,同时m 表示在正确绕纱的状态下得票数超过不正确分类的最大得票数的情况,m(x,y)的值越大,表示实际情况的准确度也就越高;
[0060]
最终通过m(x,y)确定最大值保持前三的断纱断线情况生成对应的文本集并赋值时间参数,进行记录。
[0061]
针对上述方案需要进一步说明的是,根据压力传感器的数值变化,判断纱线的断线及脱线情况,同时边缘函数计算多种断线及脱线情况的概率,利用投票占比率,选择概率最大的断线及脱线情况,达到便于对应警报信号区分不同产生原因,进行对应的处理。
[0062]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0063]
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
[0064]
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1