预埋件植入机构及注塑模具的制作方法
1.本发明涉及电子设备的制造技术领域,尤其涉及一种预埋件植入机构及注塑模具。
背景技术:
2.现有技术中采用如下方式将预埋件(如,螺母)植入注塑件(如,电子设备的壳体)中:
3.在对模具进行合模前,利用机械手将预埋件送至型腔内所需植入预埋件的区域,然后合模,向型腔中注入注塑原料,冷却后开模,进而获得埋设有预埋件的注塑件。
4.上述预埋件的植入方式存在如下缺陷:
5.1、需要为机械手预留足够的操作空间,这势必会增加设备所占用的空间,且机械手需要具有足够精准的运行轨迹和定位。
6.2、由于预埋件先于合模动作置于型腔,因而,合模动作所产的振动容易导致预埋件错位。
技术实现要素:
7.针对现有技术中存在的上述技术问题,本发明的实施例提供了一种预埋件植入机构及注塑模具。
8.为解决上述技术问题,本发明的实施例采用的技术方案是:
9.一种预埋件植入机构,包括:
10.送料通道,其线性延伸且其远端用于贯通至注塑模具的型腔内所需植入预埋件的区域;
11.供料通道,其线性延伸且其远端贯通至所述送料通道的近端;
12.伸缩机构,其设置于所述送料通道的近端的一侧;其中:
13.所述供料通道用于依次排列自其远端供入的预埋件,所述供料通道的远端端口的预埋件用于落入所述送料通道的近端端口;
14.所述伸缩机构用于将落入所述送料通道的近端端口的预埋件推入所述送料通道中以使所述送料通道的远端端口处的预埋件受推抵而进入所需植入预埋件的区域。
15.优选地,所述送料通道与所述供料通道呈直角;所述伸缩机构与所述送料通道的近端端口同轴相对。
16.优选地,所述送料通道中穿设有导向杆;所述导向杆位于所述送料通道的近端端口的一端形成有锥部,所述预埋件通过所述锥部滑上所述导向杆。
17.优选地,所述伸缩机构为气缸,所述气缸的伸缩杆用于将落入所述送料通道的近端端口的预埋件推入所述送料通道中;其中:
18.所述伸缩杆的端部装设有销柱,所述销柱用于伸入至所述预埋件的内孔中而使所述伸缩杆推抵所述预埋件。
19.优选地,所述送料通道的近端端口形成有扩口部。
20.优选地,所述供料通道由两个对扣的板块围成;所述伸缩机构安装于所述板块上。
21.优选地,所述送料通道由导管的内孔形成,所述导管的远端伸入至型腔中所需植入预埋件的区域,所述导管的近端伸入至板块中而与所述供料通道的远端对接。
22.优选地,所述送料通道的截面为矩形。
23.优选地,所述型腔所注塑出的注塑件为电子设备的壳体;所述预埋件为置于所述壳体中的螺母。
24.本发明还公开了一种注塑模具,包括两个用于对扣而形成型腔的模体,还包括上述的预埋件植入机构。
25.与现有技术相比,本发明的实施例所提供的预埋件植入机构及注塑模具的有益效果是:
26.利用植入机构中的送料通道、供料通道以及伸缩机构的配合而能够将预埋件精确的送至所需植入预埋件的区域中,并且该输送过程在模体合模状态下完成,预埋件发生错位的概率小。
附图说明
27.图1为本发明的实施例提供的预埋件植入机构的立体外形结构示意图。
28.图2为本发明的实施例提供的预埋件植入机构的主剖视图(伸缩机构的伸缩杆处于回缩状态)。
29.图3为图2的局部a的放大视图。
30.图4为本发明的实施例提供的预埋件植入机构的主剖视图(伸缩机构的伸缩杆处于伸出状态)。
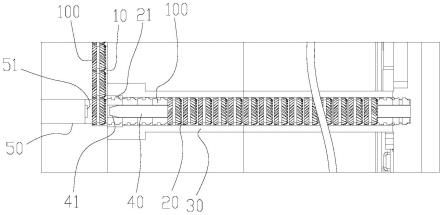
31.图5为图4的局部b的放大视图。
32.图中:
33.10-供料通道;11-板块;20-送料通道;21-扩口部;30-导管;40-导向杆;41-锥部;50-伸缩机构;51-销柱;100-预埋件;200-注塑件。
具体实施方式
34.为使本领域技术人员更好的理解本发明的技术方案,下面结合附图和具体实施方式对本发明作详细说明。
35.如图1至图5所示,本发明的实施例公开了一种注塑模具,该注塑模具包括围成型腔以用于获得注塑件200的两个模体以及用于将预埋件100植入注塑件200中的植入机构。植入机构位于模体的外侧,并在两个模体合模后向型腔内所需植入预埋件100的区域送入预埋件100。
36.该植入机构包括:送料通道20、供料通道10以及伸缩机构50。送料通道20线性延伸,送料通道20的远端伸入至型腔内所需植入预埋件100的区域;供料通道10线性延伸,供料通道10的远端延伸至送料通道20的近端并与送料通道20贯通;伸缩机构50位于送料通道20的近端的一侧。
37.如图2和图4所示,持续的将预埋件100从供料通道10的远端送入供料通道10中,使
得供料通道10中获得依次排列的预埋件100,供料通道10的远端的预埋件100被推抵而落入送料通道20的近端端口,伸缩机构50用于将落入送料通道20的近端端口的预埋件100推入送料通道20中,通过持续的将落入送料通道20的近端端口的预埋件100推入送料通道20中以使得送料通道20中依次排满预埋件100。
38.如图5所示,在送料通道20依次排满预埋件100后,伸缩机构50在推抵落入送料通道20的近端端口的预埋件100时,位于送料通道20远端端口的预埋件100受到前侧的预埋件100的推抵而送入所需植入预埋件100的区域。并且,可通过改变伸缩机构50的伸缩行程而能够将位于送料通道20的远端端口的预埋件100每次多个的送入该区域。
39.本发明所提供的上述植入机构具有如下优势:
40.利用植入机构中的送料通道20、供料通道10以及伸缩机构50的配合而能够将预埋件100精确的送至所需植入预埋件100的区域中,并且该输送过程在模体合模状态下完成,预埋件100发生错位的概率小。
41.另外,利用送料通道20和供料通道10输送预埋件100代替机械手输送预埋件100,大大节约了输送预埋件100的预留空间。
42.在一些优选实施例中,供料通道10的延伸轨迹与送料通道20的延伸轨迹为直角,并且,伸缩机构50的伸缩杆与送料通道20的近端端口同轴。如此布置有利于伸缩机构50更方便的将位于供料通道10的远端的预埋件100直接送入送料通道20中。
43.在一些优选实施例中,如图3和图5所示,在送料通道20中穿设导向杆40,该导向杆40的远端延伸至型腔中,该导向杆40的近端与送料通道20的近端一致,该导向杆40的近端形成有锥部41。如此,预埋件100借由伸缩机构50的推抵通过锥部41而滑上导向杆40,导向杆40对预埋件100具有较佳的导向作用,而锥部41使得预埋件100滑上导向杆40过程更加顺畅。
44.在一些优选实施例中,送料通道20的近端端口形成有扩口部21,该扩口部21的径向尺寸大于送料通道20的径向尺寸;并且,伸缩机构50的伸缩杆的前端形成有销柱51,在伸缩杆推抵落入送料通道20的近端端口的预埋件100时,销柱51首先伸入至预埋件100的内孔中,进而使预埋件100获得轴向定位,而后,伸缩杆的伸出动作使得预埋件100滑上导向杆40。在这些实施例中,通过增设扩口部21而使得送料通道20的近端端口与预埋件100具有一定的预留空隙,进而防止预埋件100在被推入送料通道20过程中因发生干涉而受阻;伸缩杆前端的销柱51用于对预埋件100进行轴向定位,以用于使预埋件100与导向杆40对正而方便使预埋件100滑上导向杆40。
45.在一些优选实施例中,供料通道10和送料通道20由如下方式获得:
46.供料通道10由两个对扣的板块11围成;送料通道20由导管30的内孔形成;导管30的近端伸入至板块11中并与所围成的供料通道10的远端贯通对接,导管30的远端穿过模体而伸入至型腔内所需植入预埋件100的区域;伸缩机构50固定在板块11的一侧,且伸缩杆穿设板块11而与送料通道20的近端的端口同轴相对。
47.伸缩机构50可以为电磁缸伸缩机构50,在该伸缩机构50中,借由电磁力驱动伸缩杆进行伸缩运动;伸缩机构50也可以为气缸伸缩机构50,在该伸缩机构50中,借由气动驱动伸缩杆进行伸缩运动。
48.上述的具有植入机构的注塑模具可用于注塑电子设备的壳体,如此,两个模体扣
合所形成的型腔适配于壳体的外形;预埋件100为用于使壳体对扣连接的螺母,该螺母通过截面为矩形的供料通道10而被伸缩机构50送入截面为圆形的送料通道20中,而位于送料通道20的远端端口的螺母被推抵送入用于注塑壳体的型腔中。在利用供料通道10和送料通道20运送螺母的整个过程中,螺母的空间姿态未发生变化,因而,通过使送料通道20与型腔保持精准的位置关系而能够将螺母精准的送入型腔中。
49.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1