一种管道用保温材料及其生产工艺
1.本发明属于保温材料技术领域,具体为一种管道用保温材料及其生产工艺。
背景技术:
2.现今工厂或者化工管道输送液体原料或者换热材料时,需要对原料或者换热材料进行保温,但是大多数的化工管道不仅较长,而且弯弯曲曲,原料或者换热材料在输送的过程中较易失去其自身的温度,造成工艺材料输送较为困难。
3.目前,保温材料的种类较多,材料普遍存在保温性能差施工工序多、浪费严重,保温原料大小不一在生产时易造成混合不均匀,造成保温效果差,且保温材料在生产时会在其中混杂有气泡,影响保温材料保温效果,为此,我们提出一种管道用保温材料及其生产工艺。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供一种管道用保温材料及其生产工艺,有效的解决了保温原料大小不一,在生产时会在其中混杂有气泡的问题。
5.为实现上述目的,本发明提供如下技术方案:一种管道用保温材料,包括以下材料制成,按重量份计:蛇纹石纤维棉16-18份,海泡石绒8-13份,坡缕石绒9-11份,硅酸铝棉12-24份,粉煤灰微珠6-8份,渗透剂8-16份,玻璃纤维16-23份,聚苯乙烯树脂27-35份,羧甲基纤维素7-13份,氯化钙 4-6份,四氧化三铁2-4份,水120-200份。
6.优选的,所述渗透剂为硫酸化蓖麻油、烷基磺酸钠、烷基苯磺酸钠、烷基硫酸酯钠、仲烷基磺酸钠和仲烷基硫酸酯钠中的一种或者它们的混合物。
7.优选的,所述氯化钙为无水氯化钙,所述氯化钙为80-100目颗粒细度的氯化钙。
8.该管道用保温材料的生产工艺,主要包括以下步骤:s1、取料:蛇纹石纤维棉16-18份,海泡石绒8-13份,坡缕石绒9-11份,硅酸铝棉12-24份,粉煤灰微珠6-8份,渗透剂8-16份,玻璃纤维16-23份,聚苯乙烯树脂27-35 份,羧甲基纤维素7-13份,氯化钙4-6份,四氧化三铁2-4份,水120-200 份;
9.s2、粉碎:将s1步骤中的四氧化三铁2-4份与粉煤灰微珠6-8份采用粉碎机进行粉碎,将待粉碎的原料从进料加入至粉碎主箱体中,通过粉碎室的内部横向主轴和主轴上安装有粉碎刀具结构转动对原料进行初步粉碎,初步粉碎后原料从出口落至分料装置的细筛板上,通过细筛板上左右摆动,对充分粉碎后的原料进行过滤,所述细筛网为200-300目筛网,去除较大颗粒后备用;
10.s3、混合:将水置于反应釜中加热,待水温达到90℃时,加入蛇纹石纤维棉、海泡石绒、坡缕石绒、硅酸铝棉和粉煤灰微珠进行搅拌,搅拌速度为 60-85r/min,待完全溶解后,停止加热,同时加入玻璃纤维搅拌5-15min,再加入氯化钙搅拌10-15min,最后加入四氧化三铁和渗透剂,搅拌10-20min,等到自然冷却后得到混合物料;
11.s4、搅拌:将聚苯乙烯树脂和羧甲基纤维素置于搅拌机中,在常温下条件下进行搅
拌混合,搅拌时间为22-30min,搅拌速率为70-90r/min,搅拌完成后将s3步骤中的混合物料投入搅拌机中进行搅拌混合,搅拌速率为 50-100r/min,搅拌时间为30-50min,得到浆料;
12.s5、消泡:将经过s4步骤后得到桨料投入消泡装置进行消泡处理,通过转动构件带动薄金属钢片或细钢丝进行旋转,旋转的薄金属钢片或细钢丝将消泡装置中浆料的泡沫打碎,通过机械搅拌的机械力所引起的强震动或者压力的不断变化促使泡沫破裂,以达到消泡的目的;
13.s6、切割:将s5经过步骤消泡后得到的浆料置于模具成型机成型,烘干,脱模后即可得到复合型保温材料成品,采用飞锯按成品的尺寸进行切割,然后对材料进行打包,既得管到保温材料。
14.优选的,所述s6步骤中的烘干采用微波烘干机,烘干时的温度为 100-120℃。
15.优选的,所述s5步骤中的进行消泡作业的消泡时间为10-30min,消泡温度为10-40℃。
16.与现有技术相比,本发明的有益效果是:
17.1、该管道用保温材料及其生产工艺,通过粉碎将生产保温材料的原料进行粉碎,便于后续将原料进行混合搅拌,有利于将原料混合均匀,提高保温材料的保温效果,通过消泡装置对保温材料进行消泡处理,将其中混杂的气泡排出,有利于增加保温材料保温效果,所采用的原料粉煤灰微珠属于工业废渣,利用粉煤灰作为原料环保又经济,本生产工艺简单,制备出来的复合型保温材料,对人体不会有危害。
附图说明
18.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
19.在附图中:
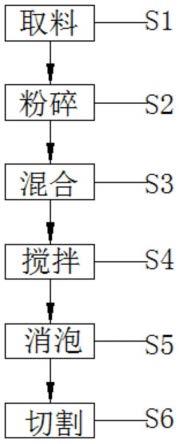
20.图1为本发明生产工艺流程图;
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例一,本发明一种管道用保温材料,包括以下材料制成,按重量份计:蛇纹石纤维棉16份,海泡石绒8份,坡缕石绒9份,硅酸铝棉12份,粉煤灰微珠6份,渗透剂8份,玻璃纤维16份,聚苯乙烯树脂27份,羧甲基纤维素7份,氯化钙4份,四氧化三铁2份,水120份。
23.所述渗透剂为硫酸化蓖麻油、烷基磺酸钠、烷基苯磺酸钠、烷基硫酸酯钠、仲烷基磺酸钠和仲烷基硫酸酯钠中的一种或者它们的混合物。
24.所述氯化钙为无水氯化钙,所述氯化钙为80目颗粒细度的氯化钙。
25.请参阅图1,该一种管道用保温材料的生产工艺,包括以下步骤:
26.s1、取料:蛇纹石纤维棉16份,海泡石绒8份,坡缕石绒9份,硅酸铝棉12份,粉煤灰微珠6份,渗透剂86份,玻璃纤维16份,聚苯乙烯树脂27 份,羧甲基纤维素7份,氯化钙4份,
四氧化三铁2份,水120份;
27.s2、粉碎:将s1步骤中的四氧化三铁2份与粉煤灰微珠6份采用粉碎机进行粉碎,将待粉碎的原料从进料加入至粉碎主箱体中,通过粉碎室的内部横向主轴和主轴上安装有粉碎刀具结构转动对原料进行初步粉碎,初步粉碎后原料从出口落至分料装置的细筛板上,通过细筛板上左右摆动,对充分粉碎后的原料进行过滤,所述细筛网为200目筛网,去除较大颗粒后备用;
28.s3、混合:将水置于反应釜中加热,待水温达到90℃时,加入蛇纹石纤维棉、海泡石绒、坡缕石绒、硅酸铝棉和粉煤灰微珠进行搅拌,搅拌速度为 60r/min,待完全溶解后,停止加热,同时加入玻璃纤维搅拌5min,再加入氯化钙搅拌10min,最后加入四氧化三铁和渗透剂,搅拌10min,等到自然冷却后得到混合物料;
29.s4、搅拌:将聚苯乙烯树脂和羧甲基纤维素置于搅拌机中,在常温下条件下进行搅拌混合,搅拌时间为22min,搅拌速率为70r/min,搅拌完成后将 s3步骤中的混合物料投入搅拌机中进行搅拌混合,搅拌速率为50r/min,搅拌时间为30min,得到浆料;
30.s5、消泡:将经过s4步骤后得到桨料投入消泡装置进行消泡处理,通过转动构件带动薄金属钢片或细钢丝进行旋转,旋转的薄金属钢片或细钢丝将消泡装置中浆料的泡沫打碎,通过机械搅拌的机械力所引起的强震动或者压力的不断变化促使泡沫破裂,以达到消泡的目的;
31.s6、切割:将s5经过步骤消泡后得到的浆料置于模具成型机成型,烘干,脱模后即可得到复合型保温材料成品,采用飞锯按成品的尺寸进行切割,然后对材料进行打包,既得管到保温材料。
32.所述s6步骤中的烘干采用微波烘干机,烘干时的温度为100℃。
33.所述s5步骤中的进行消泡作业的消泡时间为10min,消泡温度为10℃。
34.实施例二,本发明一种管道用保温材料,包括以下材料制成,按重量份计:蛇纹石纤维棉18份,海泡石绒13份,坡缕石绒11份,硅酸铝棉24份,粉煤灰微珠8份,渗透剂16份,玻璃纤维23份,聚苯乙烯树脂35份,羧甲基纤维素13份,氯化钙6份,四氧化三铁4份,水200份。
35.所述渗透剂为硫酸化蓖麻油、烷基磺酸钠、烷基苯磺酸钠、烷基硫酸酯钠、仲烷基磺酸钠和仲烷基硫酸酯钠中的一种或者它们的混合物。
36.所述氯化钙为无水氯化钙,所述氯化钙为100目颗粒细度的氯化钙。
37.请参阅图1,该一种管道用保温材料的生产工艺,包括以下步骤:
38.s1、取料:蛇纹石纤维棉18份,海泡石绒13份,坡缕石绒11份,硅酸铝棉24份,粉煤灰微珠8份,渗透剂16份,玻璃纤维23份,聚苯乙烯树脂 35份,羧甲基纤维素13份,氯化钙6份,四氧化三铁4份,水200份;
39.s2、粉碎:将s1步骤中的四氧化三铁4份与粉煤灰微珠8份采用粉碎机进行粉碎,将待粉碎的原料从进料加入至粉碎主箱体中,通过粉碎室的内部横向主轴和主轴上安装有粉碎刀具结构转动对原料进行初步粉碎,初步粉碎后原料从出口落至分料装置的细筛板上,通过细筛板上左右摆动,对充分粉碎后的原料进行过滤,所述细筛网为300目筛网,去除较大颗粒后备用;
40.s3、混合:将水置于反应釜中加热,待水温达到90℃时,加入蛇纹石纤维棉、海泡石绒、坡缕石绒、硅酸铝棉和粉煤灰微珠进行搅拌,搅拌速度为 85r/min,待完全溶解后,停止
加热,同时加入玻璃纤维搅拌15min,再加入氯化钙搅拌15min,最后加入四氧化三铁和渗透剂,搅拌20min,等到自然冷却后得到混合物料;
41.s4、搅拌:将聚苯乙烯树脂和羧甲基纤维素置于搅拌机中,在常温下条件下进行搅拌混合,搅拌时间为30min,搅拌速率为90r/min,搅拌完成后将 s3步骤中的混合物料投入搅拌机中进行搅拌混合,搅拌速率为100r/min,搅拌时间为50min,得到浆料;
42.s5、消泡:将经过s4步骤后得到桨料投入消泡装置进行消泡处理,通过转动构件带动薄金属钢片或细钢丝进行旋转,旋转的薄金属钢片或细钢丝将消泡装置中浆料的泡沫打碎,通过机械搅拌的机械力所引起的强震动或者压力的不断变化促使泡沫破裂,以达到消泡的目的;
43.s6、切割:将s5经过步骤消泡后得到的浆料置于模具成型机成型,烘干,脱模后即可得到复合型保温材料成品,采用飞锯按成品的尺寸进行切割,然后对材料进行打包,既得管到保温材料。
44.所述s6步骤中的烘干采用微波烘干机,烘干时的温度为120℃。
45.所述s5步骤中的进行消泡作业的消泡时间为30min,消泡温度为40℃
46.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1