一种双色按摩球的生产工艺的制作方法
1.本发明属于健身按摩技术领域,具体涉及一种双色按摩球的生产工艺。
背景技术:
2.随着人们生活水平的提高以及工作、学习节奏的加快,形形色色的现代文明病也不断的出现,人们急需一种简单易行的自然疗法来对付各种病症及亚健康状态。保健按摩是一种传统的自然疗法,它主要是通过各种手法对人体气血经脉起到畅通作用,达到扶正复元之效,有利于消除疲劳,振奋精神,恢复体力,防病治病,延年益寿。因此,在光滑的球体表面设置按摩齿,形成的按摩球深受人们的欢迎。
3.目前,大多数按摩球的球体和按摩凸点采用单一色调,作为视觉装饰,将球体和按摩齿采用不同色调,双色按摩球随之产生。现有双色按摩球的生产工艺,球体表面大多会沾染上按摩齿的颜色,易造成双色按摩球成品率低的问题。
技术实现要素:
4.本发明的主要目的在于提供一种双色按摩球的生产工艺,以克服现有技术中存在的不足。
5.为实现前述发明目的,本发明实施例采用的技术方案包括:
6.本发明实施例提供了一种双色按摩球的生产工艺,包括:
7.提供第一色料和第二色料;
8.提供球形成型模具,所述球形成型模具由第一半球模和第二半球模配合形成,第二半球模与第一半球模球心重合且内径大小相同,且第一半球模和第二半球模均包括半球体,在所述半球体的表面均布有与半球体连通的按摩齿凹槽,且在其中一半球体的内表面还设置有气套安装定位件;
9.打开第一半球模和第二半球模,用40目-80目金刚砂对按摩齿表面进行喷砂处理,喷砂时间按照10-20分钟/副模具,从而达到雾面效果,然后注入第一色料,合上球形成型模具,进炉膛按摩齿成型;
10.按摩齿成型完成后,打开球形成型模具,然后沿第一半球模和第二半球模的四周缺口位置往中间位置撕开,清理按摩齿周边的废料;
11.在所述气套安装定位件上安装气套,并注入第二色料,合上球形成型模具,进炉膛球身成型。
12.进一步地,所述的双色按摩球的生产工艺,包括:加入第一色料前,分别清理第一半球模和第二半球模的内腔及及周边的水份。
13.进一步地,所述的双色按摩球的生产工艺,还包括:球身成型后,塞入专用球子,将球体充气至周长尺寸,得到所述的双色按摩球。
14.进一步地,所述第一色料和第二色料的注入重量比为1:2。
15.进一步地,所述按摩齿成型的炉膛温度为100~400℃,成型周期为1-5分钟,转速
为100转/分钟-2000转/分钟。
16.进一步地,所述球身成型的炉膛温度控制为100℃-500℃,成型时间为1~20分钟,转速为100转/分钟-2000转/分钟。
17.进一步地,所述第一色料和第二色料均包括如下重量比的组分:90%-99.99%白料和0.01%-10%色浆,其中,所述白料包括如下重量份的组分:pvc粉200-240份,增塑剂150-300份和安定剂5-10份。
18.更进一步地,所述增塑剂包括atbc、tbc、dotp、dinch、dehp、dbp、bbp、didp、dnop、dinp、dibp、dmep、dipp、dnpp、dpenp、pipp、dihp、dhnup、dnhp、dhexp、dnp、dep、dmp、dudp、diop或dchp中的任意一种或多种的组合。
19.更进一步地,所述安定剂包括ca-zn类、ba-zn类、k-zn类或有机锡中的任意一种或多种的组合。
20.进一步地,所述白料的制备方法,包括:
21.向配料桶中加入150-300重量份的增塑剂和5-10重量份的安定剂,混合搅拌3分钟,再加入100-120重量份的pvc粉,搅拌10分钟后再添加100-120重量份的pvc粉,自动搅拌10分钟,同时将桶壁上悬浮原料清理干净,并以600~1400转/分钟的搅拌速度开启延时搅拌30-50分钟,得到均匀的pvc悬浮液体。
22.进一步地,所述的双色按摩球的生产工艺,包括:利用负压抽真空的方式脱除搅拌过程中产生的气泡,真空度≥-0.08mpa/cm2,真空时间为60~120分钟。
23.更进一步地,所述第一色料和第二色料的制备方法,包括:向配色桶里面注入白料,并根据第一色料和第二色料分别对应添加色浆,并以100~300转/分钟的搅拌速度持续搅拌8~15分钟。
24.与现有技术相比,本发明具有如下有益效果:
25.本发明双色按摩球的生产工艺,可以有效避免球体表面沾染上按摩齿的颜色,且按摩齿表面做雾面处理,增加其摩擦力,迫使齿料清理时顺利且保证齿的完整度,进而能大大提高双色按摩球的成品率。
附图说明
26.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
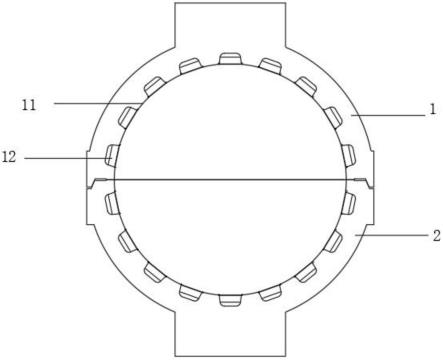
27.图1是本技术一实施方式中球形成型模具的结构示意图。
28.附图标记说明:1、第一半球模,11、半球体,12、按摩齿凹槽,2、第二半球模。
具体实施方式
29.通过应连同所附图式一起阅读的以下具体实施方式将更完整地理解本发明。本文中揭示本发明的详细实施例;然而,应理解,所揭示的实施例仅具本发明的示范性,本发明可以各种形式来体现。因此,本文中所揭示的特定功能细节不应解释为具有限制性,而是仅解释为权利要求书的基础且解释为用于教示所属领域的技术人员在事实上任何适当详细
实施例中以不同方式采用本发明的代表性基础。
30.实施例1
31.本发明实施例提供了一种球形成型模具,如图1所示,由第一半球模1和第二半球模2配合形成,第二半球模2与第一半球模1球心重合且内径大小相同,且第一半球模1和第二半球模2的结构相同,本实施例中,以第一半球模1为例,进行详细说明,包括半球体11,在半球体11的表面均布有与半球体11连通的按摩齿凹槽12,且在半球体11的内表面还设置有气套安装定位件,用于安装气套。
32.实施例2
33.本发明实施例提供了一种基于实施例1球形成型模具的双色按摩球(包括红色球体和黄色按摩齿)的生产工艺,包括如下步骤:
34.(1)白料制备:向配料桶中加入150重量份的dotp增塑剂和5重量份的安定剂,混合搅拌3分钟,再加入100重量份的pvc粉,搅拌10分钟后再添加100重量份的pvc粉,自动搅拌10分钟,同时将桶壁上悬浮原料清理干净,并以600转/分钟的搅拌速度开启延时搅拌30分钟,得到均匀的pvc悬浮液体。
35.(2)第一色料(黄色料)和第二色料(红色料)的制备:向配色桶里面注入白料,并根据黄色料和红色料分别对应添加黄色浆及红色浆,并以100转/分钟的搅拌速度持续搅拌8分钟。
36.(3)按摩齿成型:打开第一半球模1和第二半球模2,分别清理第一半球模1和第二半球模2的内腔及周边的水份,用40目金刚砂对按摩齿表面进行喷砂处理,喷砂时间按照10分钟/副模具,从而达到雾面效果,然后注入10g第一色料,合上球形成型模具,进炉膛按摩齿成型,炉膛温度为100℃,成型周期为1分钟,转速为100转/分钟。
37.(4)清理齿料:按摩齿成型完成后,打开球形成型模具,然后沿第一半球模1和第二半球模2的四周缺口位置往中间位置撕开,清理按摩齿周边的废料。
38.(5)球身成型:在第一半球模1的气套安装定位件上安装气套,并注入20g第二色料,合上球形成型模具,进炉膛球身成型,炉膛温度控制为100℃,成型时间为1分钟,转速为100转/分钟。
39.(6)充气:球身成型后,塞入专用球子,将球体充气至周长尺寸,得到7cm-75cm
40.双色按摩球。
41.实施例3
42.本发明实施例提供了一种基于实施例1球形成型模具的双色按摩球(包括红色球体和黄色按摩齿)的生产工艺,包括如下步骤:
43.(1)白料制备:向配料桶中加入300重量份的dotp增塑剂和10重量份的安定剂,混合搅拌3分钟,再加入120重量份的pvc粉,搅拌10分钟后再添加120重量份的pvc粉,自动搅拌10分钟,同时将桶壁上悬浮原料清理干净,并以1400转/分钟的搅拌速度开启延时搅拌50分钟,得到均匀的pvc悬浮液体。
44.(2)第一色料(黄色料)和第二色料(红色料)的制备:向配色桶里面注入白料,并根据黄色料和红色料分别对应添加黄色浆及红色浆,并以300转/分钟的搅拌速度持续搅拌15分钟。
45.(3)按摩齿成型:打开第一半球模1和第二半球模2,分别清理第一半球模1和第二
半球模2的内腔及周边的水份,用80目金刚砂对按摩齿表面进行喷砂处理,喷砂时间按照20分钟/副模具,从而达到雾面效果,然后注入1000g第一色料,合上球形成型模具,进炉膛按摩齿成型,炉膛温度为400℃,成型周期为5分钟,转速为2000转/分钟。
46.(4)清理齿料:按摩齿成型完成后,打开球形成型模具,然后沿第一半球模1和第二半球模2的四周缺口位置往中间位置撕开,清理按摩齿周边的废料。
47.(5)球身成型:在第一半球模1的气套安装定位件上安装气套,并注入2000g第二色料,合上球形成型模具,进炉膛球身成型,炉膛温度控制为500℃,成型时间为20分钟,转速为2000转/分钟。
48.(6)充气:球身成型后,塞入专用球子,将球体充气至周长尺寸,得到7cm-75cm双色按摩球。
49.实施例4
50.本发明实施例提供了一种基于实施例1球形成型模具的双色按摩球(包括红色球体和黄色按摩齿)的生产工艺,包括如下步骤:
51.(1)白料制备:向配料桶中加入225重量份的dotp增塑剂和8重量份的安定剂,混合搅拌3分钟,再加入110重量份的pvc粉,搅拌10分钟后再添加110重量份的pvc粉,自动搅拌10分钟,同时将桶壁上悬浮原料清理干净,并以1000转/分钟的搅拌速度开启延时搅拌40分钟,得到均匀的pvc悬浮液体。
52.(2)第一色料(黄色料)和第二色料(红色料)的制备:向配色桶里面注入白料,并根据黄色料和红色料分别对应添加黄色浆及红色浆,并以200转/分钟的搅拌速度持续搅拌12分钟。
53.(3)按摩齿成型:打开第一半球模1和第二半球模2,分别清理第一半球模1和第二半球模2的内腔及周边的水份,用60目金刚砂对按摩齿表面进行喷砂处理,喷砂时间按照15分钟/副模具,从而达到雾面效果,然后注入500g第一色料,合上球形成型模具,进炉膛按摩齿成型,炉膛温度为250℃,成型周期为3分钟,转速为1000转/分钟。
54.(4)清理齿料:按摩齿成型完成后,打开球形成型模具,然后沿第一半球模1和第二半球模2的四周缺口位置往中间位置撕开,清理按摩齿周边的废料。
55.(5)球身成型:在第一半球模1的气套安装定位件上安装气套,并注入1000g第二色料,合上球形成型模具,进炉膛球身成型,炉膛温度控制为300℃,成型时间为10分钟,转速为1000转/分钟。
56.(6)充气:球身成型后,塞入专用球子,将球体充气至周长尺寸,得到7cm-75cm双色按摩球。
57.对比例
58.本对比例提供了一种基于实施例1球形成型模具的双色按摩球(包括红色球体和黄色按摩齿)的生产工艺,包括如下步骤:
59.(1)白料制备:向配料桶中加入250重量份的dotp增塑剂和12重量份的安定剂,混合搅拌3分钟,再加入125重量份的pvc粉,搅拌10分钟后再添加125重量份的pvc粉,自动搅拌10分钟,同时将桶壁上悬浮原料清理干净,并以1000转/分钟的搅拌速度开启延时搅拌40分钟,得到均匀的pvc悬浮液体。
60.(2)第一色料(黄色料)和第二色料(红色料)的制备:向配色桶里面注入白料,并根
据黄色料和红色料分别对应添加黄色浆及红色浆,并以200转/分钟的搅拌速度持续搅拌12分钟。
61.(3)按摩齿成型:打开第一半球模1和第二半球模2,分别清理第一半球模1和第二半球模2的内腔及周边的水份,然后注入500g第一色料,合上球形成型模具,进炉膛按摩齿成型,炉膛温度为250℃,成型周期为3分钟,转速为1000转/分钟。
62.(4)清理齿料:按摩齿成型完成后,打开球形成型模具,然后沿第一半球模1和第二半球模2的四周缺口位置往中间位置撕开,清理按摩齿周边的废料。
63.(5)球身成型:在第一半球模1的气套安装定位件上安装气套,并注入1000g第二色料,合上球形成型模具,进炉膛球身成型,炉膛温度控制为300℃,成型时间为10分钟,转速为1000转/分钟。
64.(6)充气:球身成型后,塞入专用球子,将球体充气至周长尺寸,得到7cm-75cm双色按摩球。
65.将实施例2-4制备所得的双色按摩球与对比例制备所得的双色按摩球进行对比,对比结果如下表。
[0066] 外观成品率实施例2少数红色球身沾有黄色齿料96.8%实施例3少数红色球身沾有黄色齿料95.1%实施例4少数红色球身沾有黄色齿料95.8%对比例多个红色球身沾有黄色齿料85.8%
[0067]
由上表可知,通过本发明制备的双色按摩球,球体不沾有按摩齿的色料,成品率最高可达96.8%。
[0068]
此外,本案发明人还参照前述实施例,以本说明书述及的其它原料、工艺操作、工艺条件进行了试验,并均获得了较为理想的结果。
[0069]
尽管已参考说明性实施例描述了本发明,但所属领域的技术人员将理解,在不背离本发明的精神及范围的情况下可做出各种其它改变、省略及/或添加且可用实质等效物替代所述实施例的元件。另外,可在不背离本发明的范围的情况下做出许多修改以使特定情形或材料适应本发明的教示。因此,本文并不打算将本发明限制于用于执行本发明的所揭示特定实施例,而是打算使本发明将包含归属于所附权利要求书的范围内的所有实施例。此外,除非具体陈述,否则术语第一、第二等的任何使用不表示任何次序或重要性,而是使用术语第一、第二等来区分一个元素与另一元素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1