一种PVC塑料管热压装置
一种pvc塑料管热压装置
技术领域
1.本发明涉及材料加工设备技术领域,更具体地说,涉及一种pvc塑料管热压装置。
背景技术:
2.pvc塑料管即硬聚氯乙烯管,是由聚氯乙烯树脂与稳定剂、润滑剂等配合后用热压法挤压成型,现有的塑料管在加工过程中需要经历挤压成型的过程,此时就需要使用到一种塑料管热压成型装置,现有的热压成型装置在使用时可根据模具的大小去成型不同直径的塑料管,但在实际使用时这种模具生产出来的塑料管并不能对塑料管的内壁厚度进行控制,无法根据相应的生产需求去调节相对应的内壁厚度。因此,有必要提供一种pvc塑料管热压装置,以解决上述背景技术中提出的问题。
技术实现要素:
3.为实现上述目的,本发明提供如下技术方案:一种pvc塑料管热压装置,包括:
4.立柱,承载工作设备,且内部设有转动装置,侧壁设有夹持夹;
5.底部支撑装置,固定在立柱下部分侧面,与夹持夹同侧;
6.热压装置,设置在底部支撑装置正上方,由夹持夹固定;
7.升降装置,设置在热压装置正上方,侧面固定在立柱上部分侧面;
8.电磁控制装置,固定升降装置底部,与热压装置可转动连接。
9.进一步的,作为优选,所述底部支撑装置包括:
10.底板,固定在立柱下部分侧面,支撑底座,连接立柱与底座,
11.底座,固定在底板上,承载热压装置。
12.进一步的,作为优选,所述底座包括:
13.伸缩轴,固定在底板上,由底板内部控制进行伸缩;
14.缓冲弹簧,呈环形分布设置有多个,固定在底板上;
15.圆盘,底部固定在伸缩轴和缓冲弹簧上,顶部与热压装置可转动连接,在伸缩轴的作用下,圆盘向下移动,对缓冲弹簧进行压缩;
16.通孔,设置在圆盘顶部中心,与热压装置相对应,当热压装置与通孔转动连接时,圆盘内部为热压装置提供电力输出。
17.进一步的,作为优选,所述热压装置包括:
18.外固定筒,侧壁与夹持夹固定连接,底部与圆盘固定连接;
19.内径调节器,设置在外固定筒内部中心,底部与通孔可转动连接,顶部穿过电磁控制器与升降装置可转动连接,在升降装置的带动下,内径调节器自外固定筒顶部向下移动,直至与底部圆盘的表面接触;
20.压板,设置在外固定筒和内径调节器之间的上方,由电磁控制器控制进行升降,对待成型的pvc塑料管进行压制工作;
21.进料口,设置在外固定筒和内径调节器之间的顶部间隙处,pvc颗粒经此进入热压
装置。
22.进一步的,作为优选,所述内径调节器包括:
23.螺杆,顶部与升降装置可转动连接,进而带动内径调节器进行转动;
24.套轴,可转动固定在螺杆上,且顶部与电磁控制器可转动连接,底部设有多个环形分布的卡口,与底座上的通孔相对应,当电磁控制器控制套轴固定时,螺杆在套轴内转动,当电磁控制器与套轴处于转动状态时,螺杆与套轴共同转动,进而带动内径调节器整体转动;
25.套环,直线分布设置有两个,底部套环与套轴可滑动连接,顶部套环与套轴固定连接,且所述套环外壁设有多个环形分布的凸块;
26.转动连杆,环形分布设置有多组,可转动固定在套环的凸块上;
27.挡板,环形分布设置有多个,分别与每组转动连杆可转动连接,在转动连杆的带动下,以螺杆中轴线为中心向外扩张,进而改变圆管内径长度;
28.顶帽,可转动固定在螺杆底部,穿过套轴的卡口与套轴可滑动连接,且固定在底部套环的底部,当电磁控制器控制套轴固定,螺杆在套轴内转动时,顶帽在螺杆带动下向上移动,进而带动底部套环向上移动,进而底部套环与顶部套环之间间距缩短,进而带动转动连杆进行转动,推动挡板向外扩张。
29.进一步的,作为优选,所述挡板内部设有多个电加热管,在内径调节器进行转动时,通过底部支撑装置的圆盘持续进行电力供给,保持电加热管的持续发热。
30.进一步的,作为优选,所述升降装置包括:
31.滑轨,垂直固定在立柱侧壁上,且位于夹持夹上方;
32.升降台,侧边可滑动固定在滑轨上;
33.电机,固定在升降台上,与螺杆可转动连接,在升降台的作用下带动内径调节器进行升降,调整内径调节器与外固定筒之间的位置。
34.进一步的,作为优选,所述升降台顶部设有伸缩平台,带动电机进行短距离抬升,当电磁控制器控制套轴固定,螺杆在套轴内转动时,顶帽在螺杆带动下向上移动,同时电机在伸缩平台带动下向上移动。
35.进一步的,作为优选,所述电磁控制器包括:
36.电磁滚轮,呈环形分布设置有多种,可转动固定在电磁控制器内部,当电磁滚轮在电力控制下处于转动状态时,螺杆与套轴处于固定状态,内径调节器整体进行转动,当电磁滚轮在电力控制下处于锁止状态时;螺杆与套轴处于转动状态,对圆管内径进行调节。
37.伸缩环,穿过电磁控制器的底部壳体,固定在电磁控制器内部,且在垂直平面上电磁滚轮位于伸缩环内,在内部控制装置的控制下,伸缩环向下伸出。
38.进一步的,作为优选,所述伸缩环的伸出端设有环形分布的多个连接点,且连接点通过连接柱与压板固定连接,在伸缩环的控制下,带动压板向下移动,经过进料口,对圆管进行挤压成型。
39.与现有技术相比,本发明的有益效果是:
40.本发明中,通过内径调节器的设置,来改变同种圆管的管壁厚度,实现对管壁厚度的控制,同时可更换的外固定筒,根据规格更改圆管的外直径。
41.本发明中,通过内径调节器与外固定筒之间的旋转挤压和压板的向下压力对塑料
管进行热压成型,内径调节器的挡板间隙及时将内部空气排出,避免对圆管质量造成影响。
附图说明
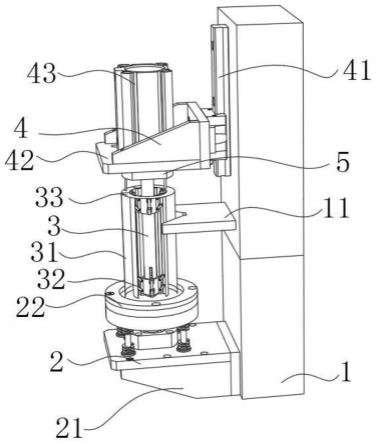
42.图1为一种pvc塑料管热压装置的整体结构示意图;
43.图2为一种pvc塑料管热压装置转动状态结构示意图;
44.图3为一种pvc塑料管热压装置中热压装置结构示意图;
45.图4为一种pvc塑料管热压装置中内径调节器结构示意图;
46.图5为一种pvc塑料管热压装置中热压装置俯视图;
47.图6为一种pvc塑料管热压装置中电磁控制器俯视图;
48.图中:1、立柱;2、底部支撑装置;3、热压装置;4、升降装置;5、电磁控制器;11夹持夹;21、底板;22、底座;31、外固定筒;32、内径调节器;33、压板;34、进料口;41、滑轨;42、升降台;43、电机;51、电磁滚轮;52、伸缩环;221、伸缩轴;222、缓冲弹簧;223、圆盘;224、通孔;321、螺杆;322、套轴;323、套环;324、转动连杆;325、挡板;326、顶帽;521、连接点;522、连接柱。
具体实施方式
49.请参阅图1~6,本发明实施例中,一种pvc塑料管热压装置,包括:
50.立柱1,承载工作设备,且内部设有转动装置,侧壁设有夹持夹11;
51.底部支撑装置2,固定在立柱1下部分侧面,与夹持夹11同侧;
52.热压装置3,设置在底部支撑装置2正上方,由夹持夹11固定;
53.升降装置4,设置在热压装置3正上方,侧面固定在立柱1上部分侧面;
54.电磁控制装置5,固定升降装置4底部,与热压装置3可转动连接。
55.本实施例中,所述底部支撑装置2包括:
56.底板21,固定在立柱1下部分侧面,支撑底座22,连接立柱1与底座22,
57.底座22,固定在底板21上,承载热压装置3。
58.本实施例中,所述底座22包括:
59.伸缩轴221,固定在底板21上,由底板21内部控制进行伸缩;
60.缓冲弹簧222,呈环形分布设置有多个,固定在底板21上;
61.圆盘223,底部固定在伸缩轴221和缓冲弹簧222上,顶部与热压装置3可转动连接,在伸缩轴221的作用下,圆盘223向下移动,对缓冲弹簧222进行压缩;
62.通孔224,设置在圆盘223顶部中心,与热压装置3相对应,当热压装置3与通孔224转动连接时,圆盘223内部为热压装置3提供电力输出。
63.本实施例中,所述热压装置3包括:
64.外固定筒31,侧壁与夹持夹11固定连接,底部与圆盘223固定连接;
65.内径调节器32,设置在外固定筒31内部中心,底部与通孔224可转动连接,顶部穿过电磁控制器5与升降装置4可转动连接,在升降装置4的带动下,内径调节器32自外固定筒31顶部向下移动,直至与底部圆盘223的表面接触;
66.压板33,设置在外固定筒31和内径调节器32之间的上方,由电磁控制器5控制进行升降,对待成型的pvc塑料管进行压制工作;
67.进料口34,设置在外固定筒31和内径调节器32之间的顶部间隙处,pvc颗粒经此进入热压装置3。
68.本实施例中,所述内径调节器32包括:
69.螺杆321,顶部与升降装置4可转动连接,进而带动内径调节器32进行转动;
70.套轴322,可转动固定在螺杆321上,且顶部与电磁控制器5可转动连接,底部设有多个环形分布的卡口,与底座22上的通孔224相对应,当电磁控制器5控制套轴322固定时,螺杆321在套轴322内转动,当电磁控制器5与套轴322处于转动状态时,螺杆321与套轴322共同转动,进而带动内径调节器32整体转动;
71.套环323,直线分布设置有两个,底部套环323与套轴322可滑动连接,顶部套环323与套轴322固定连接,且所述套环323外壁设有多个环形分布的凸块;
72.转动连杆324,环形分布设置有多组,可转动固定在套环323的凸块上;
73.挡板325,环形分布设置有多个,分别与每组转动连杆324可转动连接,在转动连杆324的带动下,以螺杆321中轴线为中心向外扩张,进而改变圆管内径长度;
74.顶帽326,可转动固定在螺杆321底部,穿过套轴322的卡口与套轴322可滑动连接,且固定在底部套环323的底部,当电磁控制器5控制套轴322固定,螺杆321在套轴322内转动时,顶帽326在螺杆321带动下向上移动,进而带动底部套环323向上移动,进而底部套环323与顶部套环323之间间距缩短,进而带动转动连杆324进行转动,推动挡板325向外扩张。
75.本实施例中,所述挡板325内部设有多个电加热管,在内径调节器32进行转动时,通过底部支撑装置2的圆盘223持续进行电力供给,保持电加热管的持续发热。
76.本实施例中,所述升降装置4包括:
77.滑轨41,垂直固定在立柱1侧壁上,且位于夹持夹11上方;
78.升降台42,侧边可滑动固定在滑轨41上;
79.电机43,固定在升降台42上,与螺杆321可转动连接,在升降台42的作用下带动内径调节器32进行升降,调整内径调节器32与外固定筒31之间的位置。
80.本实施例中,所述升降台42顶部设有伸缩平台,带动电机43进行短距离抬升,当电磁控制器5控制套轴322固定,螺杆321在套轴322内转动时,顶帽326在螺杆321带动下向上移动,同时电机43在伸缩平台带动下向上移动。
81.本实施例中,所述电磁控制器5包括:
82.电磁滚轮51,呈环形分布设置有多种,可转动固定在电磁控制器5内部,当电磁滚轮51在电力控制下处于转动状态时,螺杆321与套轴322处于固定状态,内径调节器32整体进行转动,当电磁滚轮51在电力控制下处于锁止状态时;螺杆321与套轴322处于转动状态,对圆管内径进行调节。
83.伸缩环52,穿过电磁控制器5的底部壳体,固定在电磁控制器5内部,且在垂直平面上电磁滚轮51位于伸缩环52内,在内部控制装置的控制下,伸缩环52向下伸出。
84.本实施例中,所述伸缩环52的伸出端设有环形分布的多个连接点521,且连接点521通过连接柱522与压板33固定连接,在伸缩环52的控制下,带动压板33向下移动,经过进料口34,对圆管进行挤压成型。
85.具体实施时,确定制作圆管规格,根据圆管外径选择合适的外固定筒31,将外固定筒31固定在底座22中心位置,外壁与夹持夹11固定,进而内径调节器32在升降装置4的带动
下逐渐下降,落入外固定筒31内,进而电磁控制器5通电锁住套轴322,电机43带动螺杆321转动,在升降台42上伸缩平台的协助下,对圆管内径进行调节,即设置圆管内径及管壁厚度,同时选择相对应的压板33固定在连接柱522上,进而升降装置4再次进行移动,使挡板325底部与圆盘223表面贴合,进而电磁控制器5断电,电磁滚轮51与套轴322之间处于打滑状态,进而带动挡板325进行持续转动,此时将相应质量的pvc颗粒从进料口34持续倒入,在挡板325内部电加热管的作用下,持续加热塑型,进料完成后,压板33在伸缩环52的带动下伸出,向未成形圆管顶部进行压制,根据圆管长度,固定在对应位置,直至圆管成型,圆管成型后,电机43停止工作,内径调节器32停止转动,进而底座22的伸缩轴221进行收缩,底座22脱离热压装置3,进而立柱1进行90
°
转动,将热压装置3带动至冷却处,初步冷却后,压板33再次下压,将成型圆管压出,完成制作,多次重复可快速的生产出需求量小的非标尺寸的pvc塑料管。
86.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1