一种预制智能管道线槽的装置及方法与流程
1.本发明属于智能管道生产技术领域,具体涉及一种预制智能管道线槽的装置及方法。
背景技术:
2.在智能管道领域,管道智能化的实现主要依靠于功能性的线缆或光缆的集成与复合。目前已有复合技术主要通过以下三种方式:1.通过特定夹具实现线缆与管道的复合,2.依靠刀具等物理模式给管材开槽再与管材复合的形式。3.直接将线缆在生产过程中复合在管材内部。上述几种技术形式都存在着明显的缺陷:第一种形式不能保证功能性线缆与管材的稳固连接,布置在管材外端,管材本身不能为这些线缆提供保护,容易失效破坏,且测试数据精确度不高。第二种形式通过开槽的方式将线缆固定在管材内,刀具的切削对工艺的控制要求高,容易对管材产生损伤,且切削的方式会产生毛边,还影响了管材的外观,加上去毛边的工艺之后又增加了生产流程。第三种形式的复合智能管线由于线缆与管材已经高度复合,对于该种复合管的连接接头提出了很高的要求,生产成本也比较大。
技术实现要素:
3.针对上述问题的存在,本发明的目的在于提供一种预制智能管道线槽的装置及方法。
4.为达到上述目的,提出以下技术方案:一种预制智能管道线槽的装置,包括芯管挤出模,芯管挤出模与口芯模连接,口芯模与共挤条挤出模连接,共挤条挤出模与出口模连接,口芯模、共挤条挤出模和出口模共用一芯模,口芯模、共挤条挤出模和出口模的外模的内径相等,共挤条挤出模的外模内壁向流道内延伸出带圆角的凸起结构,减少对流动基体材料的流阻并形成流道空腔。
5.进一步地,凸起结构朝向挤出方向的一侧的下端向挤出方向延伸,与共挤条挤出模的外模内壁之间构成共挤条流道,共挤条流道的截面为矩形或梯形。
6.一种采用上述的装置预制智能管道线槽的方法,包括如下步骤:1)芯管挤出模挤出非极性基材,当非极性基材挤出到出口模位置时,共挤条挤出模开始挤出极性基材,并从出口模中挤出,由于凸起结构的设置,芯管的表面形成一线槽结构,极性基材挤入线槽中,极性与非极性材料不粘接的特性,保证共挤条在后续工艺中能快速剥离;2)挤出后通过真空定径装置对管材进行定型,保证共挤条和芯管在不粘接的情况下仍可以不留间隙且两者的界面为均匀的直线,经过冷却箱冷却后,对共挤条进行剥离,由于芯管的非极性材料和共挤条的极性材料热膨胀系数不同,两者界面此时发生滑移,方便共挤条的剥离;3)共挤条在剥离之后便形成了稳定均匀的预制化槽口,之后直接嵌入智能化线缆,剥离后的共挤条通过造粒机回收,再置入共挤条挤出模重复使用;
所述非极性基材和极性基材的热膨胀系数不同。
7.进一步地,非极性基材为pe,极性基材为改性pvc材料,所述改性pvc材料按重量份数计,包括pvc树脂100份,润滑剂5-10份,抗氧剂1-3份,分散剂1-3份,偶联剂2-3份,增韧剂5-7份。
8.进一步地,润滑剂为碳石墨粉,抗氧化剂为酚类抗氧化剂1010或1076,分散剂为硬质酸锌、硬脂酸钡中的任意一种或两种的混合物,偶联剂为铝酸酯、锡偶联剂、硅烷偶联剂的任意一种或任意两种的混合物,增韧剂为poe、cpe、abs中的任意一种。
9.进一步地,芯管挤出为单螺杆挤出机挤出,机筒区的温度为170-180℃,模头区的温度为180-190℃,共挤条挤出为单螺杆挤出机挤出,机筒区温度为140-150℃,模头区温度为150-160℃。
10.进一步地,真空定径的真空度为0.1mpa,冷却箱冷却至25~35℃。
11.本发明的有益效果在于:1)通过共挤条共挤的模式形成预制化线槽,能有效避免刀具切割对管材的损伤,且生产过程中不会产生毛边和废料;2)通过挤出模具的设计,能实现不同截面形式的槽口,且可实现多个槽口的预制化线槽;3)通过独特的极性共挤条配方设计,在管材成型的同时保证共挤条和槽口之间的层间润滑、不粘接,共挤条能轻松撕下形成槽口且能重复利用。
附图说明
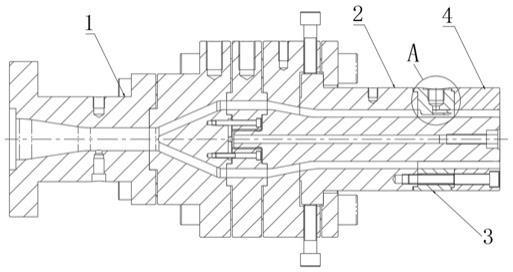
12.图1为本发明的装置的剖视图;图2为本发明的侧视图;图3为a处的细节放大图;图4为本发明的生产流程图。
13.图中:1、芯管挤出模;2、口芯模;3、共挤条挤出模;4、出口模;31、共挤条流道;311、凸起结构。
具体实施方式
14.下面结合说明书附图和实施例对本发明做进一步地说明,但本发明的保护范围并不仅限于此。
15.如图1到图3所示,一种预制智能管道线槽的装置包括芯管挤出模1,芯管挤出模1与口芯模2连接,口芯模2与共挤条挤出模3连接,共挤条挤出模3与出口模4连接,口芯模2、共挤条挤出模3和出口模4共用一芯模,口芯模2、共挤条挤出模3和出口模4的外模的内径相等,共挤条挤出模3的外模内壁向流道内延伸出带圆角的凸起结构311,凸起结构311朝向挤出方向的一侧的下端向挤出方向延伸,与共挤条挤出模3外模的内壁构成共挤条流道31,共挤条流道31的截面为矩形或梯形。
16.如图4所示,采用上述装置预制智能管道线槽的方法,包括如下步骤:芯管挤出模1挤出非极性基材,当非极性基材挤出到出口模4位置时,共挤条挤出模3开始挤出极性基材,并从出口模4中挤出;挤出后通过真空定径装置对管材进行定型,经过冷却箱冷却后,对共
挤条进行剥离;共挤条在剥离之后便形成了稳定均匀的预制化槽口,之后直接嵌入智能化线缆,剥离后的共挤条通过造粒机回收,再置入共挤条挤出模3重复使用。
17.实施例1芯管挤出采用单螺杆挤出机挤出,机筒温度为180℃,模头温度为190℃,共挤条挤出采用单螺杆挤出机挤出,机筒温度为150℃,模头温度为160℃,芯管挤出的极性基材为pe基材,膨胀系数为0.128mm/m*℃,共挤条挤出的基材为改性pvc材料,按重量份数计,包括pvc树脂100份,碳石墨粉8份,酚类抗氧剂1010 2份,硬质酸锌1份,铝酸酯2份,poe5份,膨胀系数为0.088mm/m*℃,经过预制智能管道线槽的装置挤出形成管材,管材经过真空定径,真空度为0.1mpa,冷却至30℃,剥离共挤条,形成宽4mm深2mm的矩形槽口,之后直接嵌入智能化线缆。
18.实施例2芯管挤出采用单螺杆挤出机挤出,机筒温度为180℃,模头温度为190℃,共挤条挤出采用单螺杆挤出机挤出,机筒温度为150℃,模头温度为160℃,芯管挤出的极性基材为pe基材,膨胀系数为0.128mm/m*℃,共挤条挤出的基材为改性pvc材料,按重量份数计,包括pvc树脂100份,碳石墨粉8份,酚类抗氧剂1076 1份,硬质酸钡2份,硅烷偶联剂2份,cpe7份,膨胀系数为0.098mm/m*℃,经过预制智能管道线槽的装置挤出形成管材,管材经过真空定径,真空度为0.1mpa,冷却至30℃,剥离共挤条,形成宽5mm深2mm的矩形槽口,之后直接嵌入智能化线缆。
19.实施例3芯管挤出采用单螺杆挤出机挤出,机筒温度为180℃,模头温度为190℃,共挤条挤出采用单螺杆挤出机挤出,机筒温度为150℃,模头温度为160℃,芯管挤出的极性基材为pe基材,膨胀系数为0.128mm/m*℃,共挤条挤出的基材为改性pvc材料,按重量份数计,包括pvc树脂100份,碳石墨粉8份,酚类抗氧剂1010 2份,硬质酸钡2份,锡偶联剂3份,abs 6份,膨胀系数为0.1mm/m*℃,经过预制智能管道线槽的装置挤出形成管材,管材经过真空定径,真空度为0.1mpa,冷却至30℃,剥离共挤条,形成宽4mm深3mm的矩形槽口,之后直接嵌入智能化线缆。
20.实施例中所采用的酚类抗氧化剂1010的生产厂家是上海凯茵化工,酚类抗氧化剂1076的生产厂家是巴斯夫(中国)有限公司。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1