一种引出线组件加工装置及其加工方法与流程
1.本发明涉及电机引出线组件技术领域,尤其涉及一种引出线组件加工装置及其加工方法。
背景技术:
2.引出线组件在生产过程中需要将引出线按特定的方式放置好,然后进行注塑定型形成一个整体。现有的方式操作比较繁琐,并且无法很好地保证引出线的位置,引出线放置时也容易错乱;并且盖体和模座的分离,引出线的取出都非常复杂,需要额外的动力,或者人工手工进行操作,生产效率低。
技术实现要素:
3.鉴于上述状况,有必要提出一种方便加工的引出线组件加工装置及其加工方法。
4.为了解决上述技术问题,本发明采用的技术方案为:一种引出线组件加工装置,包括:
5.模座,所述模座上设有主线槽、设置在所述主线槽内侧并与所述主线槽相连通的主槽、设置在所述主槽内并与所述主线槽相连通的端子插孔、至少一个设置在所述主线槽外侧并与所述主线槽相连通的滑槽,所述端子插孔具有若干排列设置、与引出线端子相适配的限位槽;
6.定位组件,设置有至少一个,所述定位组件包括推块、滑座和卡线头,所述滑座与所述滑槽滑动配合,所述卡线头与所述滑座连接并设有沿高度间隔设置有若干与引出线相适配的卡线槽,所述推块连接在所述滑座背向所述卡线头的一面;
7.盖体,设有与所述主槽相适配的凸体,所述盖体设有若干贯穿所述凸体的注塑孔;
8.顶座,其内部设有热流道机构和斜顶机构,所述热流道装置一端连接所述注塑孔,另一端连接注塑机,所述盖体设有供所述斜顶机构通过的斜孔,所述盖体和所述模座对接时,所述斜顶机构具有恢复力;
9.底座,通过定位结构与所述顶座对接,并形成一个容纳所述盖体和所述模座的容纳腔,所述底座内在所述容纳腔的下方设有顶出机构,所述顶出机构包括顶针盘、回位弹簧组件和顶针,所述主线槽内设有顶出孔,所述顶针固定在所述顶针盘面向所述模座的一面,所述回位弹簧组件固定在所述顶针盘背向所述模座的一面,所述盖体与所述模座对接时所述回位弹簧组件具有恢复力,当所述盖体与所述模座分离时所述顶针盘在所述回位弹簧组件的恢复力的驱动下上升、所述顶针通过所述顶出孔将引出线组件顶出。
10.进一步的,所述滑座背向所述卡线头的一面设有连接槽,所述连接槽向一侧延伸有第一安装孔、向另一侧延伸有第二安装孔,所述第一安装孔内设有第一弹性件和第一接触头,所述第二安装孔内设有第二弹性件和第二接触头,所述推块设有卡勾块,所述卡勾块与所述第一接触头和所述第二接触头配合。
11.进一步的,所述滑槽的一侧设有第一安装槽,所述滑槽的另一侧设有第二安装槽,
所述第一安装槽内固定有与所述滑座的一侧滑动接触配合第一滑动接触块,所述第二安装槽内固定有与所述滑座的另一侧滑动接触配合的第二滑动接触块。
12.进一步的,所述滑槽的底面设有滑道,所述推块设有与所述滑道相适配的凸块。
13.进一步的,所述引出线上印制有顺序编码,对应于所述限位槽的位置的所述模座上印制有按顺序印制的、相对应的顺序编码。
14.进一步的,所述顶座向所述容纳腔内延伸有定位柱,所述模座设有与所述定位柱相适配的定位槽。
15.进一步的,所述容纳腔的底部固定有导向条,所述模座的底部设有与所述导向条滑动配合的导向槽。
16.进一步的,所述顶座与所述底座之间的定位结构包括限位柱和与所述限位柱相适配的限位孔,所述顶座和所述底座中的其中一个上设有所述限位柱,另一个上设有所述限位孔。
17.进一步的,所述顶座与所述底座之间还包括第一锁定件和第二锁定件,所述顶座和所述底座中的其中一个设有所述第一锁定件,另一个设有与所述第一锁定件配合的第二锁定件,所述第一锁定件和所述第二锁定件卡扣配合。
18.一种应用上述的引出线组件加工装置的加工方法,包括以下步骤:
19.将引出线按照模座上的顺序编码依次放入到主线槽内,并使端子插入端子插孔;
20.推动推块使引出线卡入卡线头的卡线槽;
21.顶座和底座合模使盖体与模座相配合,顶座内的斜顶机构复位,注塑机通过热流道机构进行注塑;
22.注塑完毕后,顶座和底座分离,斜顶机构在恢复力作用下分离盖体和模座,顶出机构在回位弹簧组件的恢复力作用下通过顶针顶出引出线组件。
23.本发明的有益效果在于:引出线根据引出线端子与端子插孔的配合放入主线槽,放置方便,能够通过限位槽确定放入顺序,保证引出线能够正确放入主线槽;放入后通过定位组件对引出线进行定位,保持引出线的位置关系,方便进入注塑;顶座内设置有热流道机构保证注塑效果;顶座内设置的斜顶机构可以在注塑完后顶开模座,方便模座和盖体分离;模座下方设置的顶出机构,在注塑完毕后可以自动将注塑完的产品顶出,取出方便简单,提高了生产效率。
附图说明
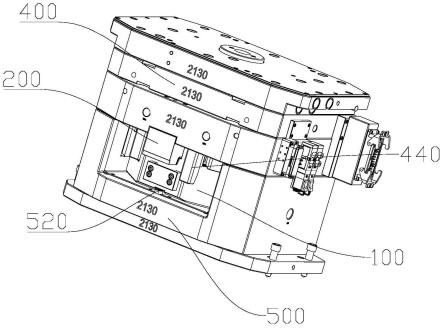
24.图1是本发明实施例一种引出线组件加工装置的结构示意图;
25.图2是本发明实施例一种引出线组件加工装置的另一方向结构示意图;
26.图3是本发明实施例一种引出线组件加工装置的剖面结构示意图;
27.图4是本发明实施例一种引出线组件加工装置的底座部分的结构示意图;
28.图5是本发明实施例一种引出线组件加工装置的顶座部分的结构示意图;
29.图6是本发明实施例一种引出线组件加工装置的热流道机构和斜顶机构的结构示意图;
30.图7是本发明实施例一种引出线组件加工装置的顶出机构的结构示意图;
31.图8是本发明实施例一种引出线组件加工装置的定位组件的结构示意图;
32.图9是本发明实施例一种引出线组件加工装置的推块与滑座的配合结构示意图;
33.图10是本发明实施例一种引出线组件加工装置的定位组件的分解结构示意图;
34.图11是本发明实施例一种引出线组件加工装置的引出线组件的结构示意图。
35.标号说明:
36.100、模座;110、线槽;120、主槽;130、端子插孔;131、限位槽;
37.141、第一滑动接触块;142、第二滑动接触块;150、顺序编码;
38.160、定位槽;200、定位组件;210、推块;211、卡勾块;212、凸块;
39.220、滑座;221、连接槽;222、第一安装孔;223、第一弹性件;
40.224、第一接触头;225、第二安装孔;226、第二弹性件;
41.227、第二接触头;230、卡线头;231、卡线槽;300、盖体;
42.310、凸体;400、顶座;410、热流道机构;420、斜顶机构;430、定位柱;
43.440、限位柱;450、第一锁定件;500、底座;510、顶出机构;
44.511、顶针盘;512、回位弹簧组件;513、顶针;514、缓冲弹簧组件;
45.520、导向条;530、限位孔;540、第二锁定件;600、引出线组件;
46.610、引出线;620、引出线端子;630、引出线注塑部分。
具体实施方式
47.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明一种引出线组件加工装置及其加工方法进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
48.请参照图1-图11,一种引出线组件加工装置,包括:
49.模座100,模座100上设有主线槽110、设置在主线槽110内侧并与主线槽110相连通的主槽120、设置在主槽120内并与主线槽110相连通的端子插孔130、至少一个设置在主线槽110外侧并与主线槽110相连通的滑槽,端子插孔130具有若干排列设置、与引出线端子620相适配的限位槽131;
50.定位组件200,设置有至少一个,定位组件200包括推块210、滑座220和卡线头230,滑座220与滑槽滑动配合,卡线头230与滑座220连接并设有沿高度间隔设置有若干与引出线610相适配的卡线槽231110,推块210连接在滑座220背向卡线头230的一面;
51.盖体300,设有与主槽120相适配的凸体310,盖体300设有若干贯穿凸体310的注塑孔;
52.顶座400,其内部设有热流道机构410和斜顶机构420,热流道装置一端连接注塑孔,另一端连接注塑机,盖体300设有供斜顶机构420通过的斜孔,盖体300和模座100对接时,斜顶机构420具有恢复力;
53.底座500,通过定位结构与顶座400对接,并形成一个容纳盖体300和模座100的容纳腔,底座500内在容纳腔的下方设有顶出机构510,顶出机构510包括顶针513盘511、回位弹簧组件512和顶针513,主线槽110内设有顶出孔,顶针513固定在顶针513盘511面向模座100的一面,回位弹簧组件512固定在顶针513盘511背向模座100的一面,盖体300与模座100对接时回位弹簧组件512具有恢复力,当盖体300与模座100分离时顶针513盘511在回位弹簧组件512的恢复力的驱动下上升、顶针513通过顶出孔将引出线组件600顶出。
54.引出线610根据引出线端子620与端子插孔130的配合放入主线槽110,放置方便,能够通过限位槽131确定放入顺序,保证引出线610能够正确放入主线槽110;放入后通过定位组件200对引出线610进行定位,保持引出线610的位置关系,方便进入注塑;顶座400内设置有热流道机构410保证注塑效果;顶座400内设置的斜顶机构420可以在注塑完后顶开模座100,方便模座100和盖体300分离;模座100下方设置的顶出机构510,在注塑完毕后可以自动将注塑完的产品顶出,取出方便简单,提高了生产效率。
55.请参照图8-图10,滑座220背向卡线头230的一面设有连接槽221,连接槽221向一侧延伸有第一安装孔222、向另一侧延伸有第二安装孔225,第一安装孔222内设有第一弹性件223和第一接触头224,第二安装孔225内设有第二弹性件226和第二接触头227,推块210设有卡勾块211,卡勾块211与第一接触头224和第二接触头227配合。通过第一弹性件223和第二弹性件226使得卡勾块211推入时第一接触头224和第二接触头227自动回缩,卡勾块211伸入后第一接触头224和第二接触头227自动回位卡住卡勾块211从而使得推块210与滑座220相连接。
56.请参照图8-图10,滑槽的一侧设有第一安装槽,滑槽的另一侧设有第二安装槽,第一安装槽内固定有与滑座220的一侧滑动接触配合第一滑动接触块141,第二安装槽内固定有与滑座220的另一侧滑动接触配合的第二滑动接触块142。可以理解的,第一滑动接触块141和第二滑动接触块142均采用可拆卸的连接方式,如螺接,从而方便更换,通过第一滑动接触块141和第二滑动接触块142可以降低滑座220本身的技术要求,降低成本,方便滑动。
57.请参照图3和图8,滑槽的底面设有滑道,推块210设有与滑道相适配的凸块212。通过滑道与凸块212的滑动配合进行二次滑动导向,保证滑动方向。
58.特别的,引出线610上印制有顺序编码150,对应于限位槽131的位置的模座100上印制有按顺序印制的、相对应的顺序编码150。通过对应的顺序编码150依序放入引出线610,保证引出线610放置位置的正确。
59.请参照图4和图5,顶座400向容纳腔内延伸有定位柱430,模座100设有与定位柱430相适配的定位槽160。定位柱430和定位槽160相适配,保证模座100放入容纳腔内的稳定性以及放置方向的正确性。特别的,定位槽160可以设置在模座100的端面上,也可以设置在模座100的外壁上。
60.请参照图1和图3,容纳腔的底部固定有导向条520,模座100的底部设有与导向条520滑动配合的导向槽。设置导向条520和导向槽,推入模座100时更加方便,并且能保证模座100的方位。特别的。模座100的底部设有安装槽,用于容纳顶出机构510的顶针513和顶针513盘511,顶出机构510的顶针513盘511,可以理解的,顶针513盘511同样具有与导向条520相适配的导槽。
61.请参照图4和图5,顶座400与底座500之间的定位结构包括限位柱440和与限位柱440相适配的限位孔530,顶座400和底座500中的其中一个上设有限位柱440,另一个上设有限位孔530。
62.请参照图2,顶座400与底座500之间还包括第一锁定件450和第二锁定件540,顶座400和底座500中的其中一个设有第一锁定件450,另一个设有与第一锁定件450配合的第二锁定件540,第一锁定件450和第二锁定件540卡扣配合。特别的,第一锁定件450与顶座400和底座500中的一个铰接,第一锁定件450上设有锁定槽,第二锁定件540为与锁定槽相适配
的锁柱。简单的,在顶座400和底座500的两侧各设置有一组第一锁定件450和第二锁定件540。
63.特别的,回位弹簧组件512包括连接柱和回位弹簧,连接柱与顶针513盘511可滑动连接,回位弹簧套设在连接柱上。
64.特别的,顶出机构510还包括缓冲组件,缓冲组件包括固定柱体和缓冲弹簧,固定柱体固定在顶针513盘511上并与模座100可直线移动连接,缓冲弹簧套设在固定柱体上,当顶针513盘511上升时缓冲弹簧提供缓冲作用。
65.特别的,斜顶机构420包括导向柱、弹簧和顶柱,弹簧套设在导向柱上,顶柱与导向柱滑动连接,合模时,即盖体300与模座100配合时,弹簧压缩,当注塑机注塑完毕,外力撤出,弹簧回位,使顶柱顶开模座100。从而自动分离盖体300与模座100。
66.可以理解的,顶座400和底座500一方面通过注塑机提供的动力相互靠近,另一方面可以通过第一锁定件450和第二锁定件540保持稳定。
67.特别的,端子插孔130内配置有端子护垫,限位槽131形成在端子护垫上。端子护垫一般由橡胶或者塑胶制成,不仅可以保护引出线端子620,还可以根据不同的型号要求进行替换,使限位槽131与引出线端子620相适应,降低生产成本。
68.可以理解的,本技术的引出线组件600在注塑前包括引出线610和引出线端子620,引出线610和引出线端子620一般一体成型,引出线610上一般附有绝缘层,注塑后在引出线610上形成引出线610注塑部分将多根引出线610连接为一体。
69.一种应用上述的引出线组件加工装置的加工方法,包括以下步骤:
70.将引出线610按照模座100上的顺序编码150依次放入到主线槽110内,并使端子插入端子插孔130;
71.推动推块210使引出线610卡入卡线头230的卡线槽231110;
72.顶座400和底座500合模使盖体300与模座100相配合,顶座400内的斜顶机构420复位,注塑机通过热流道机构410进行注塑;
73.注塑完毕后,顶座400和底座500分离,斜顶机构420在恢复力作用下分离盖体300和模座100,顶出机构510在回位弹簧组件512的恢复力作用下通过顶针513顶出引出线组件600。
74.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
75.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
76.综上所述,本发明提供的一种引出线组件加工装置及其加工方法,操作方便简单,避免了引出线放置混乱;并且可以自动分离盖体和模座,可以自动顶出完成的产品,无需额外的驱动提供驱动力;方便快捷,不仅提高了加工质量,还提高了加工效率。
77.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人
员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1