一种聚氨酯复合衬里轻型消防水带及其制备方法与流程
1.本发明涉及消防技术领域,具体为一种聚氨酯复合衬里轻型消防水带及其制备方法。
背景技术:
2.消防车里面装着用于灭火的液体,消防车停下的时候,离火灾现场还有一定距离,这时候需要用消防水带连接在消防车上,消防水带的另一头连接水枪,启动消防车的水泵,灭火的液体通过消防水带输送至水枪,消防水带也可以反过来向消防车内输送灭火的液体,由此可见,消防水带的质量好坏,直接影响灭火战斗效果,然而,市场上现有的消防水带质量大,负荷强度高,增加消防员的劳动强度,同时传统的消防水带采用橡胶材料制成,人们虽然对消防水带进行硫化加工,但是消防水带内仍存在细小渗滤点,密封性差。
3.本发明中水带本体采用聚氨酯材料制成,聚氨酯密度低于橡胶,因此每根水带总重量减少,大大减轻消防员的负荷强度,水带本体的爆破压力高于橡胶制成的消防水带,提高消防水带的密封性,消防水带可以在高温环境下连续使用不变形,在低温下不脆化,甚至可以当普通水管使用,提高消防水带使用的灵活度。
技术实现要素:
4.本发明的目的在于提供一种聚氨酯复合衬里轻型消防水带及其制备方法,以解决上述背景技术中提出的市场上现有的消防水带质量大,负荷强度高,增加消防员的劳动强度,同时传统的消防水带采用橡胶材料制成,人们虽然对消防水带进行硫化加工,但是消防水带内仍存在细小渗滤点,密封性差的问题。
5.为实现上述目的,本发明提供如下技术方案:一种聚氨酯复合衬里轻型消防水带,包括固定底座,所述固定底座顶端的一侧固定安装有支撑架,所述支撑架的内部转动连接有缠绕辊,所述缠绕辊的表面缠绕连接有水带本体,所述水带本体包括耐磨外管、耐磨垫、支撑管、泡沫垫和抗压内管,所述抗压内管的外侧套设有泡沫垫,所述泡沫垫的外侧套设有支撑管,所述支撑管的外侧套设有耐磨垫,所述耐磨垫的外侧套设有耐磨外管,所述耐磨外管的表面开设有若干个折叠槽,所述耐磨外管的两端均粘贴连接有标签,人们可以沿着折叠槽折叠收纳水带本体,也可以沿着缠绕辊缠绕收纳水带本体。
6.作为本发明的一种优选技术方案,所述泡沫垫的内部固定安装有若干个弹力块,若干个所述弹力块的内部均固定安装有弹性球,水带本体内有液体流动时,抗压内管将水流的冲击力向外传递,抗压内管从内侧向外挤压弹力块,弹力块和弹性球均具有弹性,弹力块和弹性球均发生弹性形变对挤压力进行缓冲。
7.作为本发明的一种优选技术方案,所述耐磨垫与耐磨外管的连接处固定安装有若干个粘附片,粘附片的安装,增加耐磨垫和耐磨外管之间的接触面积,提高耐磨垫与耐磨外管连接的稳定性。
8.作为本发明的一种优选技术方案,所述耐磨外管上粘贴连接有若干个位于折叠槽
一侧的反光贴,反光贴的粘贴,便于人们在幽暗的环境中拿取和找寻水带本体。
9.作为本发明的一种优选技术方案,所述固定底座上固定安装有位于支撑架一侧的整理架,所述整理架的内部转动连接有第一挤压辊,所述整理架内壁的两侧均开设有升降槽,两个所述升降槽之间滑动连接有升降杆,所述升降杆的中部转动连接有第二挤压辊,水带本体在收卷前经过第一挤压辊和第二挤压辊整理,水带本体沿着缠绕辊缠绕的过程中,沿着整理架发生滑动,水带本体从一侧推动第二挤压辊,第二挤压辊随着升降杆沿着升降槽发生滑动,再随着第二挤压辊自身重力和升降杆自身重力的作用下,升降杆沿着升降槽向下滑动。
10.步骤一、选择外管材料:选择长丝、短纤的外管材料;
11.步骤二、外管材料拼线:并线机分别对长丝、短纤进行拼线加捻;
12.步骤三、外管生产:加捻后的长丝、短纤经过圆织机交织成半成品水带;
13.步骤四、选择内管材料:选择聚氨酯粒子作为内管原料;
14.步骤五、内管生产:将聚氨酯粒子送入双螺杆挤出机加工挤出成型,制成内衬坯管;
15.步骤六、上胶:通过点胶机在聚氨酯内衬管外侧涂抹者聚氨酯溶剂胶;
16.步骤七、组装:通过组装机将上胶后的聚氨酯内衬管穿入半成品水带内;
17.步骤八、加热粘合:加热器对组装后的消防水带进行加热粘合。
18.作为本发明的一种优选技术方案,所述步骤二中并线机分别对长丝、短纤进行拼线加捻,并线机对长丝进行拼线加捻制纡后作为纬线,并线机对短纤进行拼线加捻作为经线,长丝为高强度涤纶长丝,短纤为纯涤纱短纤;
19.作为本发明的一种优选技术方案,所述步骤八中的加热粘合的加热温度为120℃。
20.作为本发明的一种优选技术方案,所述步骤八中的加热器对组装后的消防水带进行加热粘合后,冷却粘合后的消防水带,将消防水带放置在裁剪机上进行截断。
21.与现有技术相比,本发明的有益效果为,水带本体采用聚氨酯材料制成,聚氨酯密度低于橡胶,因此每根水带总重量减少,大大减轻消防员的负荷强度,水带本体的爆破压力高于橡胶制成的消防水带,提高消防水带的密封性,消防水带可以在高温环境下连续使用不变形,在低温下不脆化,甚至可以当普通水管使用,提高消防水带使用的灵活度。
附图说明
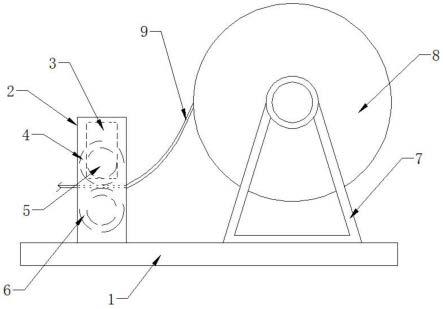
22.图1为本发明的透视图;
23.图2为本发明水带本体的侧视图;
24.图3为本发明水带本体的剖视图;
25.图4为本发明的流程图。
26.图中:1、固定底座;2、整理架;3、升降槽;4、第二挤压辊;5、升降杆;6、第一挤压辊;7、支撑架;8、缠绕辊;9、水带本体;91、耐磨外管;92、耐磨垫;93、支撑管;94、弹力块;95、泡沫垫;96、弹性球;97、抗压内管;98、粘附片;10、反光贴;11、折叠槽;12、标签。
具体实施方式
27.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,
显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1-4,本发明提供了一种聚氨酯复合衬里轻型消防水带,包括固定底座1,固定底座1顶端的一侧固定安装有支撑架7,支撑架7的内部转动连接有缠绕辊8,缠绕辊8的表面缠绕连接有水带本体9,水带本体9包括耐磨外管91、耐磨垫92、支撑管93、泡沫垫95和抗压内管97,抗压内管97的外侧套设有泡沫垫95,泡沫垫95的外侧套设有支撑管93,支撑管93的外侧套设有耐磨垫92,耐磨垫92的外侧套设有耐磨外管91,耐磨外管91的表面开设有若干个折叠槽11,耐磨外管91的两端均粘贴连接有标签12,人们可以沿着折叠槽11折叠收纳水带本体9,也可以沿着缠绕辊8缠绕收纳水带本体9。
29.泡沫垫95的内部固定安装有若干个弹力块94,若干个弹力块94的内部均固定安装有弹性球96,水带本体9内有液体流动时,抗压内管97将水流的冲击力向外传递,抗压内管97从内侧向外挤压弹力块94,弹力块94和弹性球96均具有弹性,弹力块94和弹性球96均发生弹性形变对挤压力进行缓冲。
30.耐磨垫92与耐磨外管91的连接处固定安装有若干个粘附片98,粘附片98的安装,增加耐磨垫92和耐磨外管91之间的接触面积,提高耐磨垫92与耐磨外管91连接的稳定性。
31.耐磨外管91上粘贴连接有若干个位于折叠槽11一侧的反光贴10,反光贴10的粘贴,便于人们在幽暗的环境中拿取和找寻水带本体9。
32.固定底座1上固定安装有位于支撑架7一侧的整理架2,整理架2的内部转动连接有第一挤压辊6,整理架2内壁的两侧均开设有升降槽3,两个升降槽3之间滑动连接有升降杆5,升降杆5的中部转动连接有第二挤压辊4,水带本体9在收卷前经过第一挤压辊6和第二挤压辊4整理,水带本体9沿着缠绕辊8缠绕的过程中,沿着整理架2发生滑动,水带本体9从一侧推动第二挤压辊4,第二挤压辊4随着升降杆5沿着升降槽3发生滑动,再随着第二挤压辊4自身重力和升降杆5自身重力的作用下,升降杆5沿着升降槽3向下滑动。
33.实施例一:一种聚氨酯复合衬里轻型消防水带的制备方法,包括以下步骤:
34.步骤一、选择外管材料:选择长丝、短纤的外管材料;
35.步骤二、外管材料拼线:并线机分别对长丝、短纤进行拼线加捻;
36.步骤三、外管生产:加捻后的长丝、短纤经过圆织机交织成半成品水带;
37.步骤四、选择内管材料:选择聚氨酯粒子作为内管原料;
38.步骤五、内管生产:将聚氨酯粒子送入双螺杆挤出机加工挤出成型,制成内衬坯管;
39.步骤六、上胶:通过点胶机在聚氨酯内衬管外侧涂抹者聚氨酯溶剂胶;
40.步骤七、组装:通过组装机将上胶后的聚氨酯内衬管穿入半成品水带内;
41.步骤八、加热粘合:加热器对组装后的消防水带进行加热粘合。
42.所述步骤二中并线机分别对长丝、短纤进行拼线加捻,并线机对长丝进行拼线加捻制纡后作为纬线,并线机对短纤进行拼线加捻作为经线,长丝为高强度涤纶长丝,短纤为纯涤纱短纤;
43.所述步骤八中的加热粘合的加热温度为120℃。
44.所述步骤八中的加热器对组装后的消防水带进行加热粘合后,冷却粘合后的消防
水带,将消防水带放置在裁剪机上进行截断。
45.根据上述记载可知本发明,人们先使用并线机对纯涤纱、高强度涤纶长丝进行拼线后,再经圆织机进行织带,交织成半成品水带,人们将聚氨酯粒子送入双螺杆挤出机加工挤出成型,制成内衬坯管,人们使用聚氨酯溶剂胶在点胶机上对挤出成型的聚氨酯内衬管上胶,上胶完毕之后将聚氨酯内衬管穿入经剪断处理的消防水带管半成品内,并通入120℃蒸汽对其进行加热,使聚氨酯内衬管和消防水带管半成品充分粘合,使其不漏水,制成消防水带成品,冷却粘合后的消防水带,将消防水带放置在裁剪机上进行截断,聚氨酯内衬管厚度一般为0.3mm,比传统的橡胶衬里薄2/3,加上聚氨酯本身密度低于橡胶,因此每根水带总重量能减少1/3,大大减轻负荷强度。
46.实施例二:一种聚氨酯复合衬里轻型消防水带的制备方法,包括以下步骤:
47.步骤一、选择外管材料:选择长丝、短纤的外管材料;
48.步骤二、外管材料拼线:并线机分别对长丝、短纤进行拼线加捻;
49.步骤三、外管生产:加捻后的长丝、短纤经过圆织机交织成半成品水带;
50.步骤四、选择内管材料:选择聚氨酯粒子作为内管原料;
51.步骤五、内管生产:将聚氨酯粒子送入双螺杆挤出机加工挤出成型,制成内衬坯管;
52.步骤六、上胶:通过套膜机在聚氨酯内衬管外侧套设聚氨酯热熔胶膜;
53.步骤七、组装:通过组装机将上胶后的聚氨酯内衬管穿入半成品水带内;
54.步骤八、加热粘合:加热器对组装后的消防水带进行加热粘合。
55.所述步骤二中并线机分别对长丝、短纤进行拼线加捻,并线机对长丝进行拼线加捻制纡后作为纬线,并线机对短纤进行拼线加捻作为经线,长丝为高强度涤纶长丝,短纤为纯涤纱短纤;
56.所述步骤八中的加热粘合的加热温度为120℃。
57.所述步骤八中的加热器对组装后的消防水带进行加热粘合后,冷却粘合后的消防水带,将消防水带放置在收卷机上进行收卷整理。
58.根据上述记载可知本发明,人们先使用并线机对纯涤纱、高强度涤纶长丝进行拼线后,再经圆织机进行织带,交织成半成品水带,人们将聚氨酯粒子送入双螺杆挤出机加工挤出成型,制成内衬坯管,人们使用聚氨酯热熔胶膜在套膜上对挤出成型的聚氨酯内衬管上胶,上胶完毕之后将聚氨酯内衬管穿入经剪断处理的消防水带管半成品内,并通入120℃蒸汽对其进行加热,使聚氨酯内衬管和消防水带管半成品充分粘合,使其不漏水,制成消防水带成品,冷却粘合后的消防水带,将消防水带放置在收卷机上进行收卷整理,聚氨酯内衬管厚度一般为0.3mm,比传统的橡胶衬里薄2/3,加上聚氨酯本身密度低于橡胶,因此每根水带总重量能减少1/3,大大减轻负荷强度。
59.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1