一种医疗层析柱柱头膜制造用高精密注塑模具的制作方法
1.本发明涉及注塑模具技术领域,具体为一种医疗层析柱柱头膜制造用高精密注塑模具。
背景技术:
2.在中压层析柱中,其管套内的适配器调节杆的端部装有用于过滤的筛板,适配器调节杆的整体呈螺纹柱状,而筛板又装在该螺纹柱的柱头处,因此,有时也会把该筛板叫成柱头膜。
3.目前,市场上医疗用的中压层析柱的柱头膜大多采用pe材料注塑而成,如:cxk10-16中压层析柱和cxk10-26中压层析柱,其筛板(也就是柱头膜)便是由pe材质注塑而成。
4.该类筛板(也就是柱头膜)的常用注塑方式,是将原料热熔后注入模具的模腔内,然后进行冷却,冷却结束后将成品从模具的模腔内取出。这种注塑方式中,每套模具之间互相独立,无法统一进行组装或拆卸,不利于批量管理。
技术实现要素:
5.本发明的目的在于提供一种医疗层析柱柱头膜制造用高精密注塑模具,以解决上述背景技术中提出的每套模具之间互相独立,无法统一进行组装或拆卸,不利于批量管理的问题。
6.为实现上述目的,本发明提供如下技术方案:一种医疗层析柱柱头膜制造用高精密注塑模具,包括若干套由下模具和上模具互相盖合而成的子模,还包括一套用于将若干套子模进行统一装卸的母模与若干套用于将若干套子模进行一对一锁合的锁模组件,且锁模组件能够将其锁合的子模单独地从母模中取出。
7.所述母模包括一副能够以矩形阵列的方式摆放下模具的模座与一副能够以矩形阵列的方式摆放上模具的模架,且模架嵌装在模座的上部。每套锁模组件均包括一副嵌装在模架架体中的呈矩形框状的锁框与四个分别安装在锁框的四个框角处的用于装载上模具的锁杆。
8.每套所述子模中的下模具和上模具均呈矩形块状,下模具的四个角部和上模具的四个角部均开设有用于安插锁杆的角槽,且下模具的角槽腔壁上开设有用于配合锁杆锁合的锁槽。下模具的顶面中部开设有用于装填热熔材料的模腔。
9.优选的,所述下模具的四个角部所开设的角槽为角槽一,上模具的四个角部所开设的角槽为角槽二。下模具顶面的外轮廓和上模具底面的外轮廓相同,且下模具和上模具盖合时下模具顶面的外轮廓和上模具底面外轮廓互相对齐。
10.优选的,所述锁槽的槽腔包括一个开设在角槽一腰部腔壁居中位置处的呈横向设置的弧型槽与一个开设在角槽一顶部腔壁居中位置处的呈竖向设置的直槽。直槽的顶端贯穿下模具的顶面,直槽的底端与弧型槽连通。
11.优选的,所述模座包括一块呈矩形板状的搭板,搭板的板体上开设有呈矩形阵列
状分布的方形通孔状的通口。搭板的两侧均固定连接有用于转移模座的把手。搭板的四个角部的顶面均固定连接有用于对模架进行限位的呈l型块体状的角框和呈l型块体状磁块,磁块的阳角面固定粘接在角框的阴角面上,且磁块的顶面低于角框的顶面。搭板的顶面均匀设置有分布在通口四个角部的呈圆柱状凸起的基柱,且基柱插接在角槽一的底部槽腔时角槽一底部腔壁包覆在基柱的侧面上。
12.优选的,所述模架呈矩形板状,模架的板体上开设有呈矩形阵列状分布的用于嵌装锁框的方形阶梯通孔状的嵌口,且嵌口的上部孔口大于嵌口的下部孔口,锁框嵌装在嵌口上部内腔中时嵌口上部内腔的腔壁包覆在锁框框体四周的侧面上。模架的角部嵌装在角框的阴角角腔内时角框上部阴角面包覆在模架角部的阳角面上,而模架角部的底面吸附在磁块的顶面上。
13.优选的,每副所述锁框的四个角腔处均设有呈月牙块状的卡槽。
14.优选的,每个所述锁杆均包括一根呈圆柱状的杆身、一块固定连接在杆身底端部侧面上的呈方块状的锁耳一、一块固定连接在杆身腰部侧面上的呈方块状的锁耳二与一块连接在杆身顶端部侧面上的呈月牙状的旋钮。
15.优选的,所述杆身的上部杆体插接在卡槽的槽腔内时卡槽的槽腔腔壁包覆在杆身的上部杆体侧面上,锁框的框角处框体卡在锁耳二和旋钮之间。
16.优选的,所述杆身的下部杆插接在角槽二的槽腔内时角槽二的槽腔腔壁包覆在杆身的下部杆体侧面上,上模具的角部底面搭在锁耳一的顶面上。
17.优选的,所述杆身的下部杆体插接在角槽一的槽腔内时角槽一的槽腔腔壁包覆在杆身的下部杆体侧面上,锁耳一从锁槽的直槽处插入到锁槽的弧型槽中。扭转旋钮能够使锁耳一在弧型槽的槽腔中移动并将下模具和上模具锁合在一起。
18.与现有技术相比,本发明的有益效果是:一、本发明中,将用来成型的热熔材料注入下模具的模腔后,可通过一套由一副锁框和四个锁杆组装而成的锁模组件将与该下模具适配的上模具盖合在该下模具的顶部,并将两者锁合在一起。如此,每一套锁模组件均能锁合一套子模,使得每套子模都能够单独使用。
19.二、本发明中,将若干个下模具以矩形阵列的方式摆放在模座的搭板上,然后将若干套装有上模具的锁模组件以矩形阵列的方式嵌装在模架的嵌口中,可通过将模架嵌装在模座的上部,使各套锁模组件所装的上模具分别盖合在各个下模具的顶部,最后通过扭转旋钮将下模具和上模具锁合在一起。如此,通过一套由模座和模架组装而成的母模便能对若干套子模中的下模具和上模具进行统一组装和转移。
20.三、本发明中,待子模中的热熔材料冷却成型后,扭转旋钮调整锁杆,使锁耳一重新与锁槽中的直槽对齐,调整好所有的锁杆之后,将模架从模座的上部提出。如此,通过一副模架便能将装载在该模架上的所有锁模组件与上模具从下模具上拆卸下来。
21.四、本发明中,在对母模中所有的子模进行冷却期间,若需要抽检子模中热熔材料的冷却程度时,选择好所要抽检的子模之后,直接提拉用来锁合该子模的锁模组件中的旋钮,将该锁模组件及其锁合的子模从母模中取出。如此,在不影响其它套子模冷却的前提下,能够单独地从母模中取出用来进行抽检的子模。
22.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
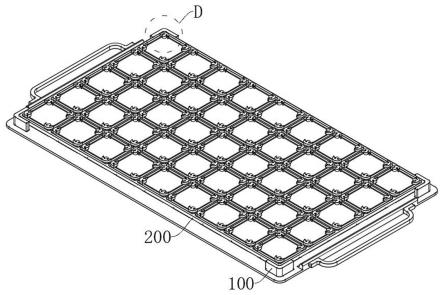
24.图1为本发明的等轴侧结构示意图;图2为本发明图1的d处放大图;图3为本发明模座的结构示意图;图4为本发明图3的e处放大图;图5为本发明模架的结构示意图;图6为本发明图5的f处放大图;图7为本发明子模的爆炸图;图8为本发明锁框的结构示意图;图9为本发明图8的g处放大图;图10为本发明锁杆的结构示意图;图11为本发明模座搭载下模具的示意图;图12为本发明图11的a处放大图;图13为本发明上模具、锁框与锁杆的组合体示意图一;图14为本发明上模具、锁框与锁杆的组合体示意图二;图15为本发明模架搭载上模具、锁框与锁杆的组合体的上视图;图16为本发明图15的b处放大图;图17为本发明模架搭载上模具、锁框与锁杆的组合体的下视图;图18为本发明图17的c处放大图;图19为本发明子模、锁框与锁杆的组合体示意图一;图20为本发明子模、锁框与锁杆的组合体示意图二。
25.附图中,各标号所代表的部件列表如下:100-模座,110-搭板,101-通口,120-把手,130-角框,140-磁块,150-基柱;200-模架,201-嵌口;300-子模,310-下模具,301-角槽一,001-锁槽,002-模腔,320-上模具,302-角槽二;400-锁框,401-卡槽;500-锁杆,510-杆身,520-锁耳一,530-锁耳二,540-旋钮。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
27.请参阅图1和图2,本发明提供一种医疗层析柱柱头膜制造用高精密注塑模具,包
括一套可拆卸式的母模、若干套可拆卸式的子模300与若干套可拆卸式的锁模组件。其中,子模300的套数与锁模组件的套数一致,每套子模300各配备有一套锁模组件。
28.母模包括一副模座100和一副嵌装在该模座100上部的模架200。若干套子模300以矩形阵列的分布方式安装在模座100与模架200所组成的母模中,并且通过对母模的组装或拆卸,能够对安装在母模中的所有子模300进行同步组装或拆卸。
29.每套锁模组件中各包括一副嵌装在模架200架体中的呈矩形框状的锁框400与四个分别安装在该锁框400的四个框角处的对子模300进行锁合的锁杆500。每套锁模组件均能单独地从母模中取出,并且在取出地过程中将该套锁模组件锁定的子模300同步取出。
30.请参阅图3和图4,本发明所提供的模座100包括一块呈矩形板状的搭板110、两个呈u型方架状的把手120、四个呈l型块体状的角框130、四个呈l型块体状磁块140和若干根呈圆柱状的基柱150。
31.搭板110的板体上开设有以矩形阵列的方式分布的呈方形通孔状的通口101。其中,通口101的设置,使得搭板110的板体呈镂空状,相比于非镂空状的实板而言,镂空状的搭板110的重量远小于非镂空状的实板。此外,对子模300进行冷却时,子模300底部的热量能够通过通口101向外界传递。
32.两个把手120分别固定连接在搭板110左右两侧。其中,把手120与模座100之间的固定连接方式可以是焊接、铆接或者胶粘,但不仅限于焊接、铆接或者胶粘,只要将把手120与搭板110固定在一起即可。如此,双手分别持握把手120便能够将模座100端起,以便端起模座100对该模座100上的所有子模进行统一的转移。
33.四个角框130和四个磁块140均以胶粘的方式分别固定粘接在搭板110的四个角部的顶面。其中,四个磁块140分别装在四个角框130的角腔中,并且磁块140的阳角面固定粘接在角框130的阴角面上,而磁块140的顶面低于角框130的顶面。
34.基柱150是从搭板110顶面向上凸起的柱体,并且这些基柱150均匀地分布在各个通口101的四个角部处,用于对摆放在搭板110上的子模300进行限位。
35.请参阅图5和图6,本发明所提供的模架200呈矩形板状,并且模架200的板体上开设有以矩形阵列状的方式分布的呈方形阶梯通孔状的嵌口201。其中,嵌口201的上部孔口大于该嵌口201的下部孔口。
36.模架200的四个角部分别嵌装在模座100的四个角框130的阴角角腔内时,角框130上部阴角面包覆在模架200角部的阳角面上,模架200角部的底面搭放在磁块140的顶面上,并且模架200角部被磁块140所吸附,使得模架200被固定嵌装在模座100的上部。
37.请参阅图7,本发明所提供的每套子模300均包括一个呈矩形块状的下模具310和一个呈矩形块状的上模具320,并且下模具310和上模具320能够互相盖合。下模具310的四个角部各开设有一个呈凹弧形的角槽一301,上模具320的四个角部各开设有一个呈凹弧形的角槽二302。其中,下模具310顶面的外轮廓和上模具320底面的外轮廓相同,并且下模具310和上模具320盖合时,下模具310顶面的外轮廓和上模具320底面外轮廓互相对齐。
38.每个通口101的正上方各摆放一个下模具310,而该通口101的四个角部处的基柱150分别插入在该下模具310的四个角槽一301的底部槽腔中,并且角槽一301底部腔壁包覆在基柱150的侧面上,使得该下模具310被限制在该通口101的顶部。
39.每个角槽一301的腔壁上均开设有一个锁槽001,锁槽001的槽腔包括一个开设在
角槽一301腰部腔壁居中位置处的呈横向设置的弧型槽与一个开设在角槽一301顶部腔壁居中位置处的呈竖向设置的直槽。直槽的顶端贯穿下模具310的顶面,直槽的底端与弧型槽连通。
40.下模具310的顶面中部开设有用于装填热熔材料的模腔002。其中,热熔材料为用来制作筛板的材料。
41.请参阅图8和图9,本发明所提供的每副锁框400的四个角腔处均设有一个呈月牙块状的卡槽401,并且卡槽401的槽腔腔壁为凹弧面。其中,锁框400的框体嵌装在嵌口201上部内腔中时,嵌口201上部内腔的腔壁包覆在锁框400框体四周的侧面上。
42.请参阅图10,本发明所提供的每个锁杆500均为采用一体成型工艺制作的一体式的工件,并且该工件包括一根呈圆柱状的杆身510、一块呈方块状的锁耳一520、一块呈方块状的锁耳二530与一块呈月牙状的旋钮540。
43.杆身510将锁框400的卡槽401、上模具320的角槽二302与下模具310的角槽一301串连在一起,并且卡槽401的槽腔腔壁、角槽二302的槽腔腔壁与角槽一301的槽腔腔壁均包覆在杆身510的侧面上。
44.锁耳一520固定连接在杆身510底端部侧面上,用于搭放上模具320以及配合锁槽001将上模具320锁定在下模具310的顶部。
45.锁耳二530固定连接在杆身510腰部侧面上,用于置放在锁框400的框角处底面下,防止锁框400沿着杆身510向下滑落。
46.旋钮540固定连接在杆身510顶端部侧面上,用于搭放在锁框400的框角处顶面上,防止锁框400沿着杆身510向上滑出。
47.在本发明中,杆身510的上部杆体插嵌在卡槽401的槽腔中,并且锁框400的框角处框体卡在锁耳二530与旋钮540之间所形成的夹腔中。此外,从锁杆500的下视视角来看,锁耳一520与锁耳二530之家的夹角为180
°
,并且锁耳一520与锁耳二530的块体大小相同。
48.工作原理:请参阅图11-图20,本发明在实施例1中所提出的一种医疗层析柱柱头膜制造用高精密注塑模具,其既能够通过一套母模来统一地使用各套子模300,又能够通过各套子模300所配备的锁模组件来单独地使用各套子模300。
49.在本发明中,通过一套母模来统一地使用各套子模300时,首先将各套子模300的下模具310分别摆放在搭板110的各个通口101的顶部,并使通口101四个角部处的基柱150分别插入到该通口101顶部所放置的下模具310的四个角槽一301的底部槽腔中。如此,各套子模300中的下模具310被按照矩形阵列的分布方式固定摆放在搭板110上。
50.在本发明中,将各套子模300中的下模具310被按照矩形阵列的分布方式固定摆放在搭板110上之后,再将各套子模300中的上模具320分别装填到各套锁模组件中,最后将装填有上模具320的各套锁模组件的锁框分别嵌入到模架200的各个嵌口201内。如此,各套子模300中的上模具320被按照矩形阵列的分布方式固定装载在模架200中。
51.其中,上模具320装填在锁模组件中时,该锁模组件的四根杆身510分别插接在该上模具320的四个角槽二302的槽腔中,该上模具320的四个角部的底面搭放在该锁模组件的四个锁耳一520的顶面,并且从下视视角来看,该锁模组件的四个锁耳一520分别将该上模具320的四个角部进行二等分。
52.在本发明中,将各套子模300中的上模具320被按照矩形阵列的分布方式固定装载在模架200中之后,便可利用注塑机将用来制作筛板的材料热熔后注入搭板110上的各个下模具310的模腔002中,再将模架200嵌入在模座100的上部,使模架200上的各个上模具320分别盖合在搭板110上的各个下模具310的顶部,最后通过扭转各个旋钮540。如此,便能将各套子模300中的下模具310与上模具320统一地固定锁合在一起,并使各套子模300被固定安装在同一套母模中。
53.其中,上模具320盖合在下模具310顶部的过程中,该上模具320所配备的锁模组件的四个锁耳一520分别从该下模具310的四个锁槽001的直槽处插入到锁槽001的弧型槽中。依次扭转该锁模组件中的四个旋钮540,能够使锁耳一520在弧型槽的槽腔中移动,进而使锁耳一520与锁槽001的直槽错开,并使该下模具310和该上模具320被固定锁合在一起。
54.在本发明中,将各套子模300中的下模具310与上模具320统一地固定锁合在一起并置于同一套母模中之后,便可通过双手握持把手120,端起该母模及其母模中所安装的各套子模300,将其转移到冷却设备的冷却室中进行冷却。如此,待模腔002中的材料冷却后,便可得出成型的筛板。
55.在本发明中,在对母模中所有的子模300进行冷却期间,若需要对这些子模300进行抽检,查看子模300中热熔材料的冷却程度时,选择好所要抽检的子模300之后,直接提拉用来锁合该子模300的锁模组件中的旋钮540,将该锁模组件及其锁合的子模300从母模中取出。如此,在不影响其它套子模300冷却的前提下,能够单独地从母模中取出用来进行抽检的子模300。
56.在本发明中,待模腔002中的材料冷却并得出成型的筛板之后,扭转各个旋钮540,使锁耳一520重新与锁槽001中的直槽对齐,调整好所有的锁杆500之后,将模架200从模座100的上部提拉出来。如此,通过一副模架200便能统一地将装载在该模架200上的所有锁模组件与上模具320从下模具310上拆卸下来。
57.在本发明中,通过各套子模300所配备的锁模组件来单独地使用各套子模300时,首先将一个上模具320装填到一套锁模组件中,然后利用注塑机将用来制作筛板的材料热熔后注入一个下模具310的模腔002中,再将该上模具320盖合在该下模具310的顶部,并利用该上模具320所配备的锁模组件将该上模具320与该下模具310固定锁合在一起。如此,便能将该套锁模组件锁定的子模300单独地送入冷却设备的冷却室内进行冷却。
58.其中,待模腔002中的材料冷却后,取出该锁模组件及其锁定的子模300。扭转该锁模组件中的各个旋钮540,使锁耳一520重新与锁槽001中的直槽对齐,便能将锁耳一520从锁槽001中拔出,进而解除锁杆500对下模具310的锁定,使下模具310和上模具320分离,露出模腔002,以便将成型的筛板从模腔002中取出。
59.在上述内容中,参照优选的实施例详细描述了本发明所提出的方案的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各种技术特征、结构进行多种组合,而不超出本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1