一种多孔复杂注塑模具的制作方法
1.本实用新型涉及模具机械设备领域,具体的,是涉及一种多孔复杂注塑模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。
3.在注塑多孔不规则的产品时,由于不规则多孔的结构使得模具本体脱模困难。
技术实现要素:
4.本实用新型旨在至少在一定程度上解决现有技术中的上述技术问题之一,提供了一种多孔复杂注塑模具。
5.为实现上述目的,本实用新型所采取的技术方案是:
6.一种多孔复杂注塑模具,其包括有上模组件和下模组件,所述的上模组件和下模组件上下合模;
7.所述的上模组件包括有上固定板、母模板、母模仁和第一侧抽组件,所述的母模仁安装在所述的母模板内,所述的母模板连接在所述的上固定板底部,所述的上固定板、所述的母模板和所述的母模仁贯穿设有注胶孔,所述的第一侧抽组件设置在所述的母模板上并与所述的母模仁穿设连接;
8.所述的下模组件包括有下固定板、公模板、公模仁、第二侧抽组件和第三侧抽组件,所述的公模仁安装在所述的公模板内,所述的公模板连接在所述的下固定板上,所述的第二侧抽组件和所述的第三侧抽组件均设置在所述的公模板上并与所述的公模仁穿设连接。
9.在上述技术方案中,所述的第一侧抽组件包括有第一驱动件、第一滑槽、第一滑块和第一侧孔成型行位针,所述的第一驱动件安装在所述的第一滑槽上并与所述的第一滑块连接,所述的第一滑块滑动连接在所述的第一滑槽上,所述的第一侧孔成型行位针安装在所述的第一滑块上,所述的第一侧孔成型行位针活动穿设于所述的母模仁。
10.在上述技术方案中,所述的第二侧抽组件包括有第二驱动件、第二滑槽、第二滑块和第二侧孔成型行位针组,所述的第二驱动件安装在所述的第二滑槽上并与所述的第二滑块连接,所述的第二滑块滑动连接在所述的第二滑槽上,所述的第二侧孔成型行位针组安装在所述的第二滑块上,所述的第二侧孔成型行位针组活动穿设于所述的公模仁。
11.在上述技术方案中,所述的第三侧抽组件包括有第三驱动件、第三滑槽、第三滑块和第三侧孔成型行位针组,所述的第三驱动件安装在所述的第三滑槽上并与所述的第三滑块连接,所述的第三滑块滑动连接在所述的第三滑槽上,所述的第三侧孔成型行位针组安装在所述的第三滑块上,所述的第三侧孔成型行位针组活动穿设于所述的公模仁。
12.在上述技术方案中,所述的第三侧抽组件还包括有防倒退组件,所述的防倒退组
件安装在所述的第三滑槽上。
13.在上述技术方案中,所述的防倒退组件包括有第四驱动件、第四滑槽和第四滑块,所述的第四滑槽安装在所述的第三滑槽上,所述的第四驱动件安装在所述的所述的第四滑槽上并与所述的第四滑块连接。
14.在上述技术方案中,所述的第一驱动件、所述的第二驱动件、所述的第三驱动件和所述的第四驱动件为气缸、油缸或电机。
15.在上述技术方案中,所述的下模组件还包括有顶针组件,所述的顶针组件连接在所述的公模板与所述的上固定板之间,所述的顶针组件包括有顶针、上顶针板、下顶针板和模脚,所述的顶针穿设在所述的上顶针板上,所述的下顶针板安装在所述的上顶针板下方,所述的顶针活动穿设与所述的公模仁内。
16.在上述技术方案中,所述的下模组件还包括有缓冲件,所述的缓冲件安装在所述的上顶针板与所述的公模板之间。
17.在上述技术方案中,所述的缓冲件为弹簧或弹片。
18.经由上述的技术方案可知,通过采用第一侧抽组件、第二侧抽组件和第三侧抽组件相互配合,可以实现快速脱膜,减低劳动成本,提高工作效率。
附图说明
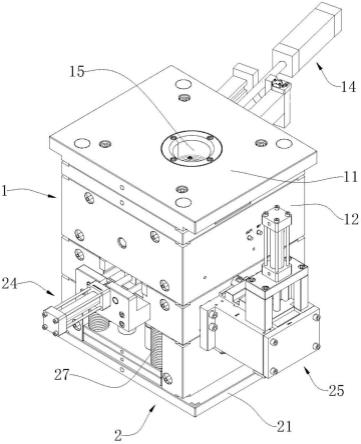
19.图1是本实用新型的结构示意图一,
20.图2是本实用新型的结构分解示意图一,
21.图3是本实用新型的部分结构示意图一,
22.图4是本实用新型的部分结构示意图二,
23.图5是本实用新型的部分结构示意图三,
24.图6是本实用新型的部分结构分解示意图一,
25.图7是本实用新型的部分结构分解示意图二。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.参考图1-7所示,本实用新型公开了一种多孔复杂注塑模具,其包括有上模组件1和下模组件2,上模组件1和下模组件2上下合模,其中:
28.参考图1、2、3、6所示,上模组件1包括有上固定板11、母模板12、母模仁13和第一侧抽组件14,其中:
29.母模仁13安装在母模板12内,母模板12连接在上固定板11底部,上固定板11、母模板12和母模仁13贯穿设有注胶孔15,通过注胶孔15注塑物料到母模仁13中形成所需形状的产品,母模板12设有用于与第一侧抽组件14配合用的母板安装槽121。
30.第一侧抽组件14包括有第一驱动件141、第一滑槽142、第一滑块143和第一侧孔成型行位针144,第一驱动件141安装在第一滑槽142上并与第一滑块143连接,第一滑块143滑
动连接在第一滑槽142上,第一侧孔成型行位针144安装在第一滑块143上,第一滑槽142安装在母板安装槽121上,第一侧孔成型行位针144活动穿设于母模仁13,第一侧孔成型行位针144用于注塑时成形产品的孔槽,在注塑成形之后,通过第一驱动件141带动第一滑块143运动,从而带动连接在第一滑块143上的第一侧孔成型行位针144抽出,从而便于脱膜,第一驱动件141为气缸、油缸或电机作为驱动装置。
31.参考图1、2、4、5、7所示,下模组件2包括有下固定板21、公模板22、公模仁23、第二侧抽组件24、第三侧抽组件25、顶针组件26和缓冲件27,其中:
32.公模仁23安装在公模板22内,通过注胶孔15注塑物料到母模仁13和公模仁23之间中形成所需形状的产品,公模板22设有用于与第二侧抽组件24和第三侧抽组件25配合用的公板安装槽221。
33.第二侧抽组件24包括有第二驱动件241、第二滑槽242、第二滑块243和第二侧孔成型行位针组244,第二驱动件241安装在第二滑槽242上并与第二滑块243连接,第二滑块243滑动连接在第二滑槽242上,第二侧孔成型行位针组244安装在第二滑块243上,第二侧孔成型行位针组244活动穿设于公模仁23,第二侧孔成型行位针组244用于注塑时成形产品的孔槽,在注塑成形之后,通过第二驱动件241带动第二滑块243运动,从而带动连接在第二滑块243上的第二侧孔成型行位针组244抽出,从而便于脱膜,第二驱动件241为气缸、油缸或电机作为驱动装置。
34.第三侧抽组件25包括有第三驱动件251、第三滑槽252、第三滑块253、第三侧孔成型行位针组254和防倒退组件255,其中:
35.第三驱动件251安装在第三滑槽252上并与第三滑块253连接,第三滑块253滑动连接在第三滑槽252上,第三侧孔成型行位针组254安装在第三滑块253上,第三侧孔成型行位针组254活动穿设于公模仁23,第三侧孔成型行位针组254用于注塑时成形产品的孔槽,在注塑成形之后,通过第三驱动件251带动第三滑槽252运动,从而带动连接在第三滑槽252上的第三侧孔成型行位针组254抽出,从而便于脱膜,第三驱动件251为气缸、油缸或电机作为驱动装置。
36.防倒退组件255包括有第四驱动件2551、第四滑槽2552和第四滑块2553,第四滑槽2552安装在第三滑槽252上,第四驱动件2551安装在第四滑槽2552上并与第四滑块2553连接,由于第三侧抽组件25的第三侧孔成型行位针组254在插入到公模仁23中注塑时会出现自行滑落的现象,因此,在第三侧孔成型行位针组254插入时,第四驱动件2551带动第四滑块2553沿着第四滑槽2552向下移动,带动第四滑块2553向下活动抵住第三滑块253,防止第三滑块253滑动倒退。第四驱动件2551为气缸、油缸或电机作为驱动装置。
37.下模组件2还包括有顶针组件26,顶针组件26连接在公模板22与上固定板11之间,顶针组件26包括有顶针261、上顶针板262、下顶针板263和模脚264,顶针261穿设在上顶针板262上,下顶针板263安装在上顶针板262下方,顶针261活动穿设与公模仁23内,在塑完成之后以便于通过顶针261把注塑好的多孔产品顶出取件。
38.缓冲件27抵设在上顶针板262与公模板22之间,缓冲件27为弹簧或弹片,缓冲件27,可以在上模组件1和下模组件2上下合模时起到缓冲的作用,同时也便于顶针261顶出产品后自行复位。
39.参考图1-7所示,合模注塑时,上模组件1和下模组件2上下合模使得母模仁13和公
模仁23紧密配合,控制机构控制第一驱动件141带动第一滑块143沿着第一滑槽142前进运动,从而带动第一侧孔成型行位针144插入到母模仁13中;控制机构控制第二驱动件241带动第二滑块243沿着第二滑槽242前进运动,从而带动第二侧孔成型行位针组244插入到公模仁23中;控制机构控制第三驱动件251带动第三滑块253沿着第三滑槽252前进运动,从而带动第三侧孔成型行位针组254插入到公模仁23中,在第三侧孔成型行位针组254插入时;控制机构控制第四驱动件2551带动第四滑块2553沿着第四滑槽2552向下移动,带动第四滑块2553向下活动抵住第三滑块253,防止第三滑块253滑动倒退,此时从注胶孔15倒入物料至母模仁13和公模仁23之间注塑出多孔不规则的产品。
40.取料分模时,控制机构控制第四驱动件2551带动第四滑块2553沿着第四滑槽2552向上移动,带动第四滑块2553向上活动远离第三滑块253;控制机构控制第三驱动件251带动第三滑块253沿着第三滑槽252后退运动,从而带动第三侧孔成型行位针组254脱离公模仁23;控制机构控制第二驱动件241带动第二滑块243沿着第二滑槽242后退运动,从而带动第二侧孔成型行位针组244脱离公模仁23;控制机构控制第一驱动件141带动第一滑块143沿着第一滑槽142后退运动,从而带动第一侧孔成型行位针144脱离母模仁13,接着把母模仁13和公模仁23分开,完成脱膜,取出成型好的产品。
41.采用第一侧抽组件14、第二侧抽组件24和第三侧抽组件25可以实现有驱动件带动成型行位针组运动,从而实现快速脱膜,减低劳动成本,提高工作效率。
42.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
43.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1