一种二次成型高精度模具的制作方法
1.本实用新型属于模具技术领域,具体是一种二次成型高精度模具。
背景技术:
2.现有的脚垫大都先注塑硬胶,然后把硬胶产品拿出来套在另一套模具上,再次进行包胶注塑。利用这项工艺,可以增加产品的功能,例如减噪、减震、防水、防撞和附加值。但这样生产出来的产品外形尺寸很难保证,很容易出现包胶错位、配合精度不高以及产生溢料等等问题。
3.因此,需要设计一种二次成型高精度模具,可以解决脚垫二次包胶成型模具的溢料问题。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供了一种二次成型高精度模具,可以解决脚垫二次包胶成型模具的溢料问题。
5.为达到上述目的,本实用新型是一种二次成型高精度模具,包括前模、前模仁、后模、后模仁、滑块一、滑块二,前模仁嵌设在前模后侧,后模仁嵌设在后模前侧,前模后侧与后模前侧接触,前模仁与后模仁配合形成成型模腔,滑块一设置在后模仁中,滑块一一端穿过后模仁伸入成型模腔中,滑块二穿过后模与滑块一连接,后模仁的成型模腔上设有凸起段。
6.所述的凸起段的宽度为2~4mm。
7.所述的前模仁、后模仁的内壁均设有分流道。
8.所述的前模前侧设有层板,层板中部设有机嘴,层板与机嘴采用固定圈连接,机嘴依次穿过前模、前模仁与前模仁的内壁的分流道连接。
9.所述的前模与后模采用导套连接。
10.所述的前模、后模的内部设置有水路。
11.本实用新型同现有技术相比,在后模仁的脚垫底部包软胶位置设有约2~4mm凸起段。用于防止产品在制作时,软胶溢出来的现象,后模仁的方孔为不包胶部分,通过滑块一穿过后模仁的方孔与套在前模仁中的硬胶接触,为脚垫预留安装调节脚的位置。
附图说明
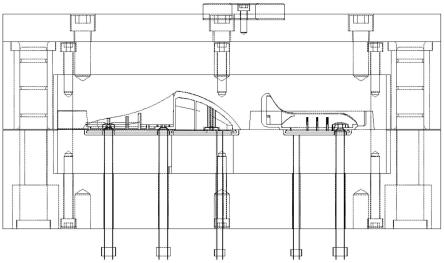
12.图1为本实用新型剖视图。
13.图2为本实用新型结构示意图一。
14.图3为本实用新型结构示意图二。
15.图4为本实用新型后模仁主视图。
16.图5为本实用新型前模仁主视图。
17.图6为本实用新型包胶示意图。
具体实施方式
18.现结合附图对本实用新型做进一步描述。
19.如附图1~图2所示,本实用新型是一种二次成型高精度模具,包括前模1、前模仁2、后模3、后模仁4、滑块一10、滑块二11、滑块三12,前模仁2嵌设在前模1后侧,后模仁4嵌设在后模3前侧,前模1后侧与后模3前侧接触,结合图3、图4,前模仁2与后模仁4配合形成成型模腔,后模仁4的成型模腔上设有凸起段4-1、凸台4-2,滑块一10设置在后模仁4中,滑块一10的一端穿过后模仁4伸入成型模腔中,滑块二11穿过后模3与滑块一10连接,滑块三12穿过后模3与后模仁4的凸台4-2接触。
20.其中,凸起段4-1的宽度为2~4mm,防止软胶溢出,前模仁2、后模仁4的内壁均设有分流道13,前模1前侧设有层板8,层板8中部设有机嘴9,层板8与机嘴9采用固定圈7连接,机嘴9依次穿过前模1、前模仁2与前模仁的内壁的分流道13连接,前模1与后模3采用导套6连接,前模1、后模3的内部设置有水路5。
21.实施例:使用时,第一次注塑成形的硬胶零件20放置在前模仁2上的成型模腔内,滑块一10安装在后模仁的通孔中,将滑块二11穿过后模3与后模仁4与滑块一10连接,将滑块三12穿过后模3与后模仁4接触,再将前模1、后模3以及前模仁2、后模仁4相互贴合,将导套6插入前模1、后模3的四角,从而使得前模1、后模3以及前模仁2、后模仁4相互紧贴,后模仁4的凸台4-2与硬胶零件接触,推动滑块二11使滑块一10与硬胶零件接触,对硬胶零件进行固定,滑块一10形成脚垫底部软胶21的安装调节脚的位置,之后,将层板8安装在前模1上,将软胶原料加入到机嘴9内,软胶原料通过机嘴9流到分流道13内,再通过分流道13流入到成型模腔内,使两侧产品注塑均匀、速度和温度同步,加快注塑过程,当注塑完成之后,滑块二11、滑块三12将包胶后的脚垫顶出。
22.因此采用本实用新型可以防止脚垫在制作时,软胶溢出来的现象为脚垫预留安装调节脚的位置。
技术特征:
1.一种二次成型高精度模具,包括前模(1)、前模仁(2)、后模(3)、后模仁(4)、滑块一(10)、滑块二(11)、滑块三(12),其特征在于:前模仁(2)嵌设在前模(1)后侧,后模仁(4)嵌设在后模(3)前侧,前模(1)后侧与后模(3)前侧接触,前模仁(2)与后模仁(4)配合形成成型模腔,后模仁(4)的成型模腔上设有凸起段(4-1)、凸台(4-2),滑块一(10)设置在后模仁(4)中,滑块一(10)的一端穿过后模仁(4)伸入成型模腔中,滑块二(11)穿过后模(3)与滑块一(10)连接,滑块三(12)穿过后模(3)与后模仁(4)的凸台(4-2)接触。2.据权利要求1所述的一种二次成型高精度模具,其特征在于:所述的凸起段(4-1)的宽度为2~4mm。3.根据权利要求1所述的一种二次成型高精度模具,其特征在于:所述的前模仁(2)、后模仁(4)的内壁均设有分流道(13)。4.根据权利要求1所述的一种二次成型高精度模具,其特征在于:所述的前模(1)前侧设有层板(8),层板(8)中部设有机嘴(9),层板(8)与机嘴(9)采用固定圈(7)连接,机嘴(9)依次穿过前模(1)、前模仁(2)与前模仁的内壁的分流道(13)连接。5.根据权利要求1所述的一种二次成型高精度模具,其特征在于:所述的前模(1)与后模(3)采用导套(6)连接。6.根据权利要求1所述的一种二次成型高精度模具,其特征在于:所述的前模(1)、后模(3)的内部设置有水路(5)。
技术总结
本实用新型属于模具技术领域,具体是一种二次成型高精度模具,包括前模、前模仁、后模、后模仁、滑块一、滑块二,前模仁嵌设在前模后侧,后模仁嵌设在后模前侧,前模后侧与后模前侧接触,前模仁与后模仁配合形成成型模腔,滑块一设置在后模仁中,滑块一一端穿过后模仁伸入成型模腔中,滑块二穿过后模与滑块一连接,后模仁的成型模腔上设有凸起段。同现有技术相比,在后模仁的脚垫底部包软胶位置设有约2~4mm凸起段。用于防止产品在制作时,软胶溢出来的现象,后模仁的方孔为不包胶部分,通过滑块一穿过后模仁的方孔与套在前模仁中的硬胶接触,为脚垫预留安装调节脚的位置。为脚垫预留安装调节脚的位置。为脚垫预留安装调节脚的位置。
技术研发人员:江乐德
受保护的技术使用者:诺梵(上海)系统科技股份有限公司
技术研发日:2022.01.21
技术公布日:2022/6/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1