一种锥形刀的模具结构的制作方法
一种锥形刀的模具结构
【技术领域】
1.本实用新型涉及模具结构,尤其是涉及一种用于提高锥形刀刀口锋利的模具结构。
背景技术:
2.锥形刀作为咖啡磨豆机的核心部件,它的形状结构影响到咖啡的口感及整个产品的性能和可靠性,行业内,传统的锥形刀制作方法通过制作蜡模先铸造出大概形状的毛坯,然后采用高技术的金属加工设备,通过初加工
→
精加工
→
后处理等工序才能完成,其制作过程周期长,导致产品的产能受制约且成本贵。如中国发明专利申请cn13145848a公开了一种研磨组件及其制造方法和咖啡机,研磨组件包括平刀、锥刀或者鬼刀,所述研磨组件的制造方法包如下步骤:s1、采用金属粉末和粘结剂混炼并造粒;s2、通过将喂料颗粒通过注射机注射入模具中获得生胚;s3、在脱脂炉中取出生坯中的有机物粘结剂;s4、通过烧结工艺获得研磨组件烧结坯,使用金属注射成型方法,可以通过一次成型获得研磨组件,相比机加工,可以节约材料成本,同时提高生产效率;相比铸造,金属注射成型的切割能有足够的锋利度,硬度更高,应用面更广。铸造内部存在的沙孔缺陷,在后续机加工中才会暴露出来,不仅造成零件报废,也增加了后续制程的成本,虽然通过脱脂和烧结制成,制作流程简单,具有周期短,精度较高和成本低的优势,但此工艺的锥形刀模具精度和模具结构直接影响了它的性能和品质,模具在技加工的过程中无法使锥形刀的刀齿做到精密,若按传统的思维方法和模具结构去制作,通过机加工制作的模具加工出来锥形刀刀齿不够锋利,性能无法达到预期的效果,最终影响酿造咖啡饮品的口感。
3.针对目前的结构还有待于进一步改善,如何提供一种加工时间短、成本较低、成品良率高和精度高的锥形刀的模具结构将成为本实用新型重点课题。
技术实现要素:
4.鉴于现有技术中存在的上述问题,本实用新型解决的技术问题是提供一种加工效率高、成本较低、成品良率高和精度高的锥形刀的模具结构。
5.为了解决上述技术问题,本实用新型采用的技术方案如下:
6.一种锥形刀的模具结构,包括,
7.前模,所述前模包括依次安装有前固定架和前模架,所述前模架内设置有前模仁,所述前模仁的内部设置有前镶件,所述前固定架和所述前模架的内部设置有与所述前模仁相通的进胶口;
8.后模,所述后模包括依次安装有后固定架、顶出机构和后模架,所述后模架内设置有后模仁,所述后模仁的端面设置有后行位;
9.其中,所述后行位的内侧壁设置有行位沟槽,所述行位沟槽设置有条形镶件。
10.进一步而言,所述顶出机构包括安装在所述后固定架的顶针底板,设置在顶针底板的顶针板,所述顶针板通过后导柱与所述后模架活动连接,还包括顶杆,所述顶杆一端固
定在所述顶针板上,所述顶杆另一端设置在所述后模仁的端面。这样设置可以方便锥形刀注射成型后方便脱模。
11.进一步而言,所述顶针板与所述后模架之间设置有复位弹簧。这样设置可以方便锥形刀注射成型后方便脱模,同时也方便后行位合拢进行下一次注射作业。
12.进一步而言,所述复位弹簧套在所述后导柱上。本结构设计方便定位和复位。
13.进一步而言,所述行位沟槽与所述条形镶件匹配。这样设计的目的是为了使成型的锥形刀的刀齿锋利。
14.进一步而言,所述后行位为五个,每个后行位连接有铲基,所述铲基带动所述后行位打开或合拢。这样设置可以方便锥形刀注射成型后方便脱模,同时也方便后行位合拢进行下一次注射作业。
15.进一步而言,所述进胶口对应设置在所述锥形刀的顶部端面、底面或者锥形刀的顶针位。
16.本实用新型与现有技术相比的有益效果是:本实用新型后行位的内侧壁设置有行位沟槽,行位沟槽设置有条形镶件。条形镶件可以将边沿做到所需要的精度和角度,由于在沟槽内设置条形镶件,避免了后模仁在技加工过程中无法使锥形刀的刀齿做到精密,通过本实用新型做出来的成品可以大大提高锥形刀的刀齿锋利度,本实用新型还具有加工效率高、成本较低、成品良率高和精度高的优点。
【附图说明】
17.此处所说明的附图是用来提供对本实用新型技术方案的进一步理解,构成本实用新型申请的一部分,但并不构成对本实用新型的不当限定,在附图中:
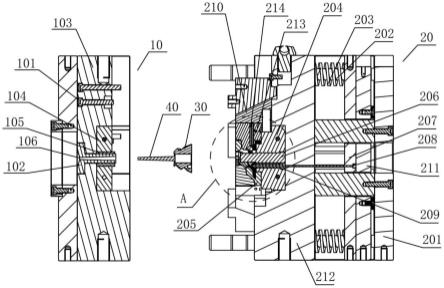
18.图1为本实用新型合模状态模具剖面结构示意图;
19.图2为本实用新型开模状态模具剖面结构示意图;
20.图3为图2所示a部分的放大结构示意图;
21.图4为本实用新型后模仁行位结构的剖面示意图;
22.图5为本实用新型后行位模组均匀分布正视图;
23.图6为本实用新型后模立体图;
24.图7为本实用新型行位模组分解图;
25.图8为本实用新型前模仁顶出机构的截面图;
26.图9为锥形刀的立体图;
27.图10为锥形刀的底部结构示意图;
28.图11为锥形刀的底部结构另一示意图;
29.附图标记说明:附图标记说明:10-前模;101-前固定架;102-前流道板;103-前模架;104-前模仁;105-前镶件;106-进胶口;20-后模;201-后固定架;202-复位弹簧;203-后导柱;204-后模仁;205-后行位模组;206-后镶件;207-顶针板;208-顶杆;209-镶件;210-铲基;211-顶针底板;212-后模架;213-后行位;214-条形镶件;215-行位沟槽;30-锥形刀;301-刀齿;302-端面;303-顶针位;304-底面;40-水口;
【具体实施方式】
30.下面将结合附图以及具体实施例详细说明本实用新型,其中实施例及说明用来解释和理解本实用新型,但并不作为对本实用新型的限定。
31.参照附图1~图8所示,本实用新型公开了一种锥形刀的模具结构,包括前模10,所述前模10包括依次安装有前固定架101和前模架103,所述前模架103内设置有前模仁104,所述前模仁104的内部设置有前镶件105,所述前固定架101和前模架103的内部设置有与所述前模仁104相通的进胶口106,所述进胶口106是由设置在所述前模架103和所述前模仁104的前流道板102形成的。后模20,所述后模20包括依次安装有后固定架201、顶出机构和后模架212,所述后模架212内设置有后模仁204,所述后模仁204的中心设置有后镶件206,后镶件206也可以与所述后模仁204一体成型,所述后镶件206朝所述前模仁104设置,所述后模仁204的端面设置有后行位213,所述后行位213的内侧壁设置有行位沟槽215,所述后行位213环设在所述后镶件206的周围;所述行位沟槽215朝所述后镶件206设置,所述行位沟槽215设置有条形镶件214,所述行位沟槽215与所述条形镶件214匹配,这样设计的目的是为了使成型的锥形刀的刀齿锋利。所述条形镶件214设置在后行位213的行位沟槽215内构造为后行位模组205。所述顶出机构包括安装在所述后固定架201的顶针底板211,设置在顶针底板211的顶针板207,所述顶针板207通过后导柱203与所述后模架212活动连接,还包括顶杆208,所述顶杆208一端固定在所述顶针板207上,所述顶杆208另一端设置在所述后模仁204的端面,顶杆208是穿过后模仁204的,顶杆208伸出后模仁204的端面与注射成型的锥形刀30的底面304或者顶针位303相抵触,为了方便顶杆208伸缩作业,顶杆208与后模仁204之间还设置有镶件209。所述顶针板207与所述后模架212之间设置有复位弹簧202。所述复位弹簧202套在所述后导柱203上。这样设置可以方便锥形刀30注射成型后方便脱模,同时也方便后行位213合拢进行下一次注射作业。所述后行位213为五个,每个后行位213连接有铲基210,所述铲基210带动所述后行位213打开或合拢。也就是后行位模组205,每个后行位模组205连接有铲基210,所述铲基210带动所述后行位模组205打开或合拢。这样设置可以方便锥形刀30注射成型后方便脱模,同时也方便后行位213合拢进行下一次注射作业。
32.参照附图9~图11所示,采用本实用新型注射成型脱模出来的锥形刀30的顶部还设置有水口40,参见图2所示,所述锥形刀30包括刀齿301、锥形刀30的顶部端面302和锥形刀30的底面304,在所述锥形刀30的底部还设置有三个顶针位303,所述顶针位303用于将锥形刀30定位固定在咖啡机的刀盘内,所述进胶口可以对应设置在所述锥形刀30的顶部端面302或者底面304,也可以设置在锥形刀30的顶针位303,如图11所示。
33.本实用新型与现有技术相比的有益效果是:本实用新型后行位213的内侧壁设置有行位沟槽215,行位沟槽215设置有条形镶件214。条形镶件214可以将边沿做到所需要的精度和角度,由于在行位沟槽215内设置条形镶件214,避免了后模仁204在技加工过程中无法使锥形刀30的刀齿301做到精密,通过本实用新型做出来的成品可以大大提高锥形刀30的刀齿301锋利度,本实用新型还具有加工效率高、成本较低、成品良率高和精度高的优点。
34.以上所述仅用以方便说明本实用新型,在不脱离本实用新型创作的精神范畴内,熟悉此技术的本领域的技术人员所做的各种简单的变相和修饰仍然应当属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1