一种透镜壳体的成型模具的制作方法
1.本实用新型涉及成型模具领域,具体而言,涉及一种透镜壳体的成型模具。
背景技术:
2.目前,现有的成型模具的上模仁和下模仁通常采用一体结构,同时形状与产品的上表面和下表面的形状相对应,但是面对产品表面有凹槽等结构时,一体成型的上模仁和下模仁需要在成型腔的一侧设置排气通道,对于注塑成型后的产品表面的平整度影响较大,产品的成型效果较差。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种透镜壳体的成型模具,能解决一体成型的上模仁和下模仁注塑成型后产品表面的平整度较差等技术问题。
4.为解决上述技术问题,本实用新型提供如下技术方案:
5.一种透镜壳体的成型模具,用于注塑成型透镜壳体,所述透镜壳体上表面设有多个依次排列的透光块,所述透光块上开设有向内凹陷的透光槽,其特征在于,包括上模组和下模组,所述上模组和下模组相对的侧面上分别开设有上安装槽和下安装槽,所述上安装槽内和下安装槽内分别嵌设有上模仁和下模仁,所述下模仁上开设有多个与透光块相匹配的成型槽,所述成型槽的槽底开设有安装通道,所述安装通道沿竖直方向贯穿下模仁,所述安装通道内嵌设有嵌设柱,所述嵌设柱向上凸起与透光槽相匹配,所述上模仁盖合在下模仁上形成成型腔。
6.进一步的,所述下模仁的底面上开设有多个向内凹陷排气槽,所述排气槽与成型槽一一对应,所述安装通道连通排气槽和成型槽,所述嵌设柱的底部固定向外凸起的嵌块,所述嵌块嵌设在排气槽内,所述嵌块顶面和底面分别与排气槽的槽底和下安装槽的槽底相互抵接。
7.进一步的,所述嵌设柱的外表面与安装通道的内表面相互贴合,所述嵌块的直径小于排气槽的直径。
8.进一步的,所述上模组内固定有注塑管道,所述注塑管道穿过上模仁向下延伸,所述注塑管道的底部连接有分支管道,所述分支管道与成型腔相连通,所述分支管道的底面与上模仁的底面相互齐平。
9.进一步的,所述下模组还包括下模板和脱模组件,所述下安装槽开设在下模板上,所述下安装槽的槽底开设有多个贯穿下模板的脱模通孔,所述脱模组件包括脱模板和多个顶针,所述脱模板活动设置在下模板的下方,所述顶针的底端与脱模板固定连接,所述顶针的顶端穿过脱模通孔向上延伸至成型腔内。
10.进一步的,所述顶针的直径小于脱模通孔的直径。
11.进一步的,所述下模仁的顶面四周开设有向内凹陷的定位槽,所述上模仁的底面固定有与定位槽相对应的定位块,所述定位块嵌设在定位槽内。
12.进一步的,所述透光壳体上表面边缘固定有多个向外凸起的卡舌,所述卡舌上部固定有向外凸起的卡块,所述下模仁上开设有与卡舌位置相对应的第一注塑槽,所述第一注塑槽的槽底一侧开设有向内凹陷的第二注塑槽,所述第二注塑槽的形状与卡块和卡舌的顶面形状相匹配,所述上模仁的底面上固定有与第一注塑槽相对应的注塑块,所述注塑块嵌设在第一注塑槽内,所述注塑块、第一注塑槽和第二注塑槽对卡舌和卡块进行注塑成型。
13.本发明的有益效果是:
14.本方案中,下模仁上开设有多个成型槽,成型槽内开设有安装通道,安装通道内嵌设有嵌设柱,嵌设柱与透光槽相匹配,成型槽和向上凸起的嵌设柱共同成型透镜壳体上的透光块,在注塑成型的过程中,成型腔内的空气沿嵌设柱和安装通道间的缝隙排出,能够实现更加精准的注塑成型,产品成型效果较好。
附图说明
15.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
16.图1本实用新型所述的成型模具结构示意图;
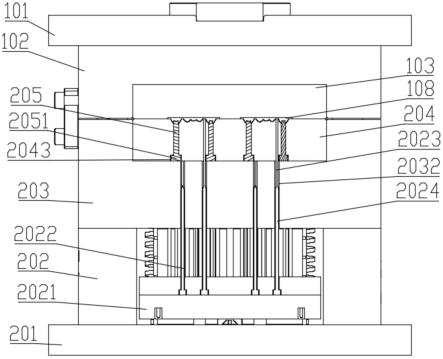
17.图2本实用新型所述的成型模具剖面结构示意图;
18.图3本实用新型所述的上模组结构示意图;
19.图4本实用新型所述的上模组爆炸结构示意图;
20.图5本实用新型所述的下模组结构示意图;
21.图6本实用新型所述的下模仁结构示意图;
22.图7本实用新型所述的下模仁剖面结构示意图;
23.图8本实用新型所述的下模仁a部分结构示意图;
24.图9本实用新型所述的产品结构示意图。
25.主要元件符号说明
26.1、上模组;101、上模座;102、上模板;1021、上安装槽;103、上模仁;104、注塑管道;105、分支管道;106、定位块;107、嵌设块;108、成型腔;
27.2、下模组;201、下模座;202、脱模组件;2021、脱模板;2022、顶针;2023、上顶针部;2024、下顶针部;203、下模板;2031、下安装槽;2032、脱模通孔;204、下模仁;2041、成型槽;2042、安装通道;2043、排气槽;2044、第一注塑槽;2045、第二注塑槽;2046、定位槽;2047、脱模通道;205、嵌设柱;2051、嵌块;
28.3、透镜壳体;301、透光块;302、透光槽;303、卡舌;304、卡块。
具体实施方式
29.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明
保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
30.请参照图1-9,本实用新型提供一种透镜壳体3的成型模具,用于注塑成型透镜壳体3,请参照图9,透镜壳体3上表面设有多个依次排列的透光块301,透光块301上开设有向内凹陷的透光槽302,透光壳体上表面边缘固定有多个向外凸起的卡舌303,卡舌303上部固定有向外凸起的卡块304。成型模具包括上模组1和下模组2,上模组1包括由上至下依次固定的上模座101和上模板102,下模组2包括由上至下依次固定的下模板203、脱模组件202和下模座201。上模组1和下模组2相对的侧面上分别开设有上安装槽1021和下安装槽2031,本实施例中,上安装槽1021开设在上模板102的底面上,下安装槽2031开设在下模板203的顶面上。上安装槽1021内和下安装槽2031内分别嵌设有上模仁103和下模仁204,下模仁204上开设有多个与透光块301相匹配的成型槽2041,成型槽2041的槽底开设有安装通道2042,安装通道2042沿竖直方向贯穿下模仁204。安装通道2042内嵌设有嵌设柱205,嵌设柱205向上凸起与透光槽302相匹配,上模仁103盖合在下模仁204上形成成型腔108。
31.请参照图6-8,下模仁204上开设有与卡舌303位置相对应的第一注塑槽2044,第一注塑槽2044的槽底一侧开设有向内凹陷的第二注塑槽2045,第二注塑槽2045的形状与卡块304和卡舌303的顶面形状相匹配。上模仁103的底面上固定有与第一注塑槽2044相对应的注塑块,注塑块嵌设在第一注塑槽2044内,注塑块、第一注塑槽2044和第二注塑槽2045对卡舌303和卡块304进行注塑成型。注塑块与卡块304的底面相对应,在开模的过程中,注塑块随着上模板102上行,与产品的卡块304底面相互分离,在后续的脱模过程中能够直接将产品顶出,产品的卡块304凸出结构不会影响脱模过程,实现停经壳体的一体成型。
32.请参照图3-4,上模组1内固定有注塑管道104,注塑管道104穿过上模板102和上模仁103向下延伸,注塑管道104的底部连接有分支管道105,分支管道105与成型腔108的上部侧面相连通,分支管道105的底面与上模仁103的底面相互齐平。注塑溶液通过分支管道105由成型腔108的上部进入,能够更好的将成型腔108内的空气排出。
33.请参照图3和图5,下模仁204的顶面四周开设有向内凹陷的定位槽2046,上模仁103的底面固定有与定位槽2046相对应的定位块106,定位块106嵌设在定位槽2046内。定位槽2046和定位块106相互配合,保证上模组1件和下模组2件之间开合模的精准性,保证了产品的合格率。
34.请参照图2,下模仁204的底面上开设有多个向内凹陷的排气槽2043,排气槽2043与成型槽2041一一对应,安装通道2042连通排气槽2043和成型槽2041,嵌设柱205的底部固定向外凸起的嵌块2051,嵌块2051嵌设在排气槽2043内,嵌块2051顶面和底面分别与排气槽2043的槽底和下安装槽2031的槽底相互抵接。嵌设柱205的外表面与安装通道2042的内表面相互贴合,嵌块2051的直径小于排气槽2043的直径。成型腔108内的空气受到挤压朝向排气槽2043运动后,空气能够从嵌块2051与排气槽2043之间的间隙排出,同时不影响嵌设柱205的稳定性,在保证嵌设柱205位置固定的同时达到更好的排气效果。
35.请参照图2,脱模组件202包括脱模板2021和多个顶针2022,下安装槽2031的槽底开设有多个贯穿下模板203的脱模通孔2032,脱模板2021活动设置在下模板203的下方,顶
针2022的底端与脱模板2021固定连接,顶针2022的顶端穿过脱模通孔2032向上延伸至成型腔108内。顶针2022的直径小于脱模通孔2032的直径。
36.请参照图2,顶针2022包括上顶针2022部和下顶针2022部,上顶针2022部的直径小于下顶针2022部的直径。下模仁204上开设有多个脱模通道2047,脱模通道2047和脱模通孔2032一一对应,上顶针2022部的直径与脱模通道2047的直径相匹配,下顶针2022部的直径小于脱模通孔2032的直径。上顶针2022部的外侧面与脱模通道2047的内侧面相互贴合,保证产品在成型腔108内能够准确的成型,下顶针2022部的直径小于脱模通孔2032的直径,下顶针2022部与脱模通孔2032之间形成间隙,起到更好的排气效果。
37.在注塑过程中,注塑溶液由注塑管道104通过分支管道105从成型腔108的上部进入成型腔108。成型腔108内的空气受到挤压,成型腔108内的空气从嵌设柱205与安装通道2042之间朝向排气槽2043运动,最后经脱模通孔2032等间隙中排出。产品在成型腔108内注塑成型冷却后经顶针2022由下至上顶出。
38.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
39.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1